Tolerancias para piezas que se mueven
Un mecanismo es, antes que nada, una holgura bien elegida. La diferencia entre un pivote que gira suave y uno que se atasca no está en el diámetro nominal que pusiste en pantalla: está en las dos o tres décimas de milímetro de hueco que quedan de verdad entre el eje y el agujero cuando la pieza sale de la cama. Acierta con ese número y casi todo lo demás encajará; fállalo y la geometría más elegante se quedará pegada o bailará. Y el problema es que ese número no es el que dibujaste.
La holgura se razona por lado, no por diámetro
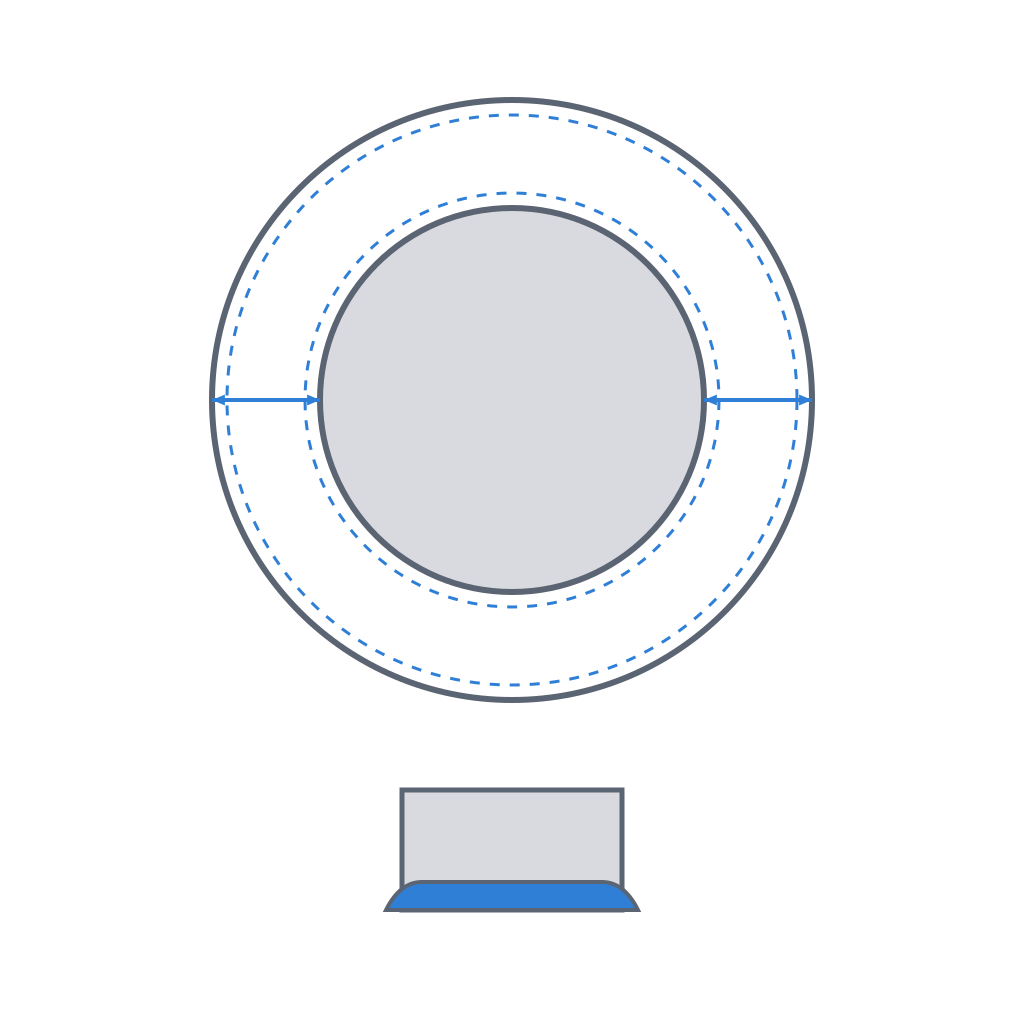
Cuando dices "0,2 mm de holgura" te refieres al hueco a cada lado del eje, medido en el radio. Eso significa que el agujero es 0,4 mm mayor que el eje en diámetro: el doble. Es el error más repetido de todo el oficio: pensar en diámetros, restar 0,2 y acabar con la mitad del juego que querías; o razonar por lado, restarlo dos veces y acabar con el doble.
Razona siempre por lado, porque por lado es como trabaja el material: cada pared deposita su cordón hacia el hueco de forma independiente, y el cordón del agujero no sabe nada del cordón del eje. Suma los dos lados solo al final, cuando conviertes a la cota diametral que escribes en el modelo.
El agujero se cierra y el eje se ensancha
Una impresora no deposita líneas perfectas, y el efecto neto sobre cualquier ajuste va siempre en el mismo sentido: los agujeros salen pequeños y los ejes grandes. Conviene separar qué le pasa al agujero de qué le pasa al eje, porque no todos los efectos actúan sobre las dos piezas por igual.
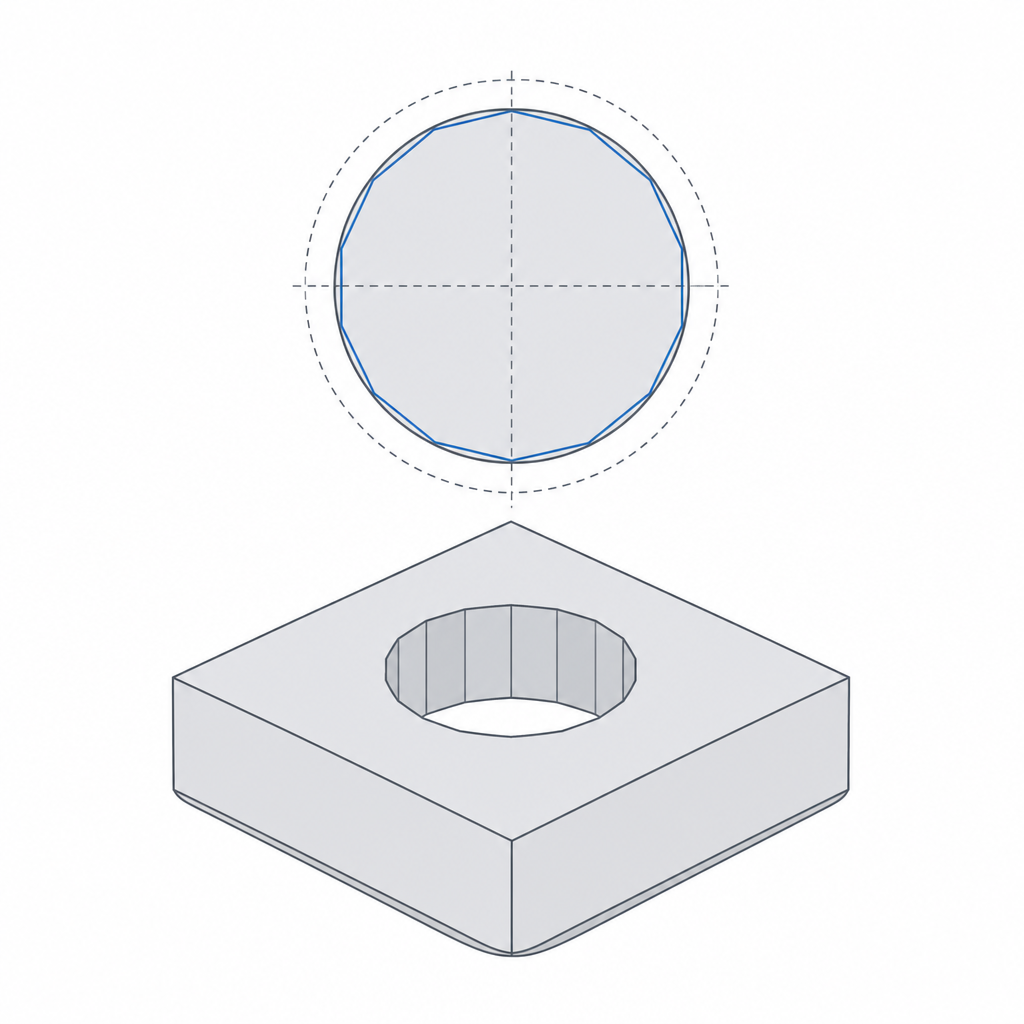
El dominante es el ancho del cordón sobre una pared curva. La boquilla deposita un cordón de unos 0,40–0,44 mm de ancho centrado en su trayectoria. Para hacer la pared de un agujero, esa trayectoria recorre un círculo más pequeño que el agujero final, y la mitad del cordón que cae hacia dentro muerde el hueco y lo estrecha. En un eje pasa lo contrario: la trayectoria recorre un círculo más grande que el eje final, y la mitad del cordón que cae hacia fuera abulta el contorno y lo ensancha. El mismo medio cordón cierra el agujero por dentro y agranda el eje por fuera. Por eso eje y agujero se desvían en sentidos contrarios, y por eso este efecto domina sobre los demás.
El segundo es la contracción al enfriar, y aquí eje y agujero ya no van al revés: el plástico se contrae tirando hacia su propio centro de masa, y eso encoge a los dos. El anillo de material que rodea un agujero se contrae y arrastra la pared interior hacia el centro del agujero, reduciendo su diámetro. En un eje macizo esa misma contracción tira hacia dentro y encoge el eje, así que ahí la contracción juega a favor del ajuste: compensa en parte el ensanchamiento del cordón, aunque sin anularlo, y el eje sigue saliendo grande. Sobre el agujero, en cambio, contracción y ancho de cordón empujan en la misma dirección y se suman.
El tercero es el aplastado de la primera capa, el pie de elefante, y es un efecto local, no un corrimiento de cota a lo largo de toda la unión. La capa uno se imprime ligeramente más baja para pegarse a la cama, y el plástico extra se aplasta hacia los lados; en la boca de un agujero vertical eso estrecha las primeras décimas de altura y deja un cuello más cerrado que el resto, mientras que en la base de un eje vertical engorda solo el arranque. Afecta a un cuello de pocas décimas, no a toda la longitud del ajuste (lo desarrollamos en Agujeros, pivotes y aplastado de la primera capa).
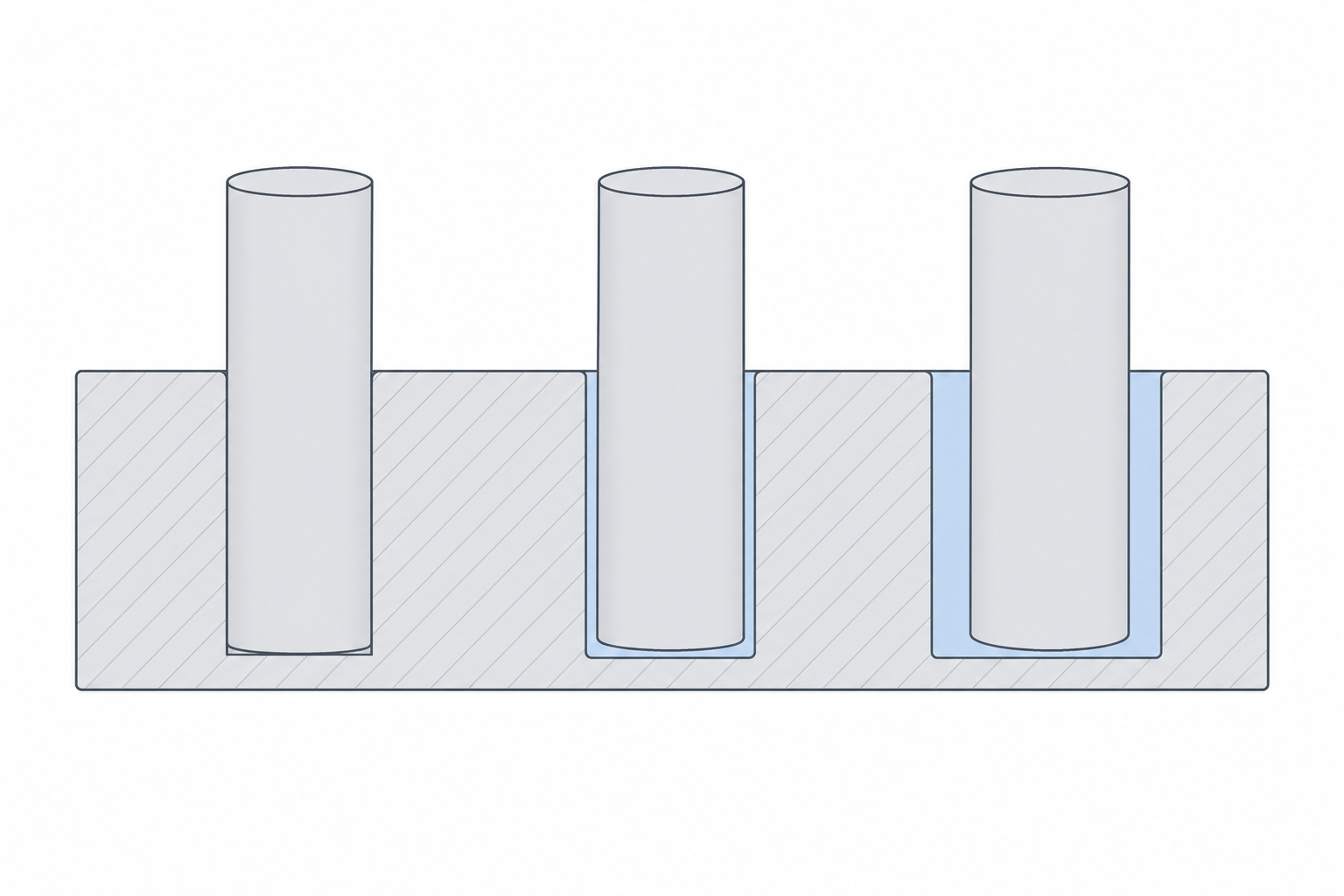
La consecuencia es la que rompe los mecanismos: una holgura de cero en pantalla es interferencia en la pieza. Las dos paredes se han movido la una hacia la otra antes de que intervengas. Por eso un mecanismo no se diseña jamás con el hueco nominal de mecanizado: hay que abrirlo a propósito, con margen, sabiendo que la impresora se llevará una parte.
La función decide cuánta holgura
La cantidad de hueco la decide la función, no el gusto. Estos son valores de arranque razonables en PLA y PETG, por lado y a calidad normal (boquilla de 0,4 mm, capa de 0,2 mm):
| Lo que quieres | Holgura/lado | Ejemplo típico |
|---|---|---|
| Gira o desliza libre | 0,20–0,35 mm | pivote tosco, gozne expuesto a polvo |
| Desliza sin juego | 0,10–0,15 mm | bisagra, carro de una guía |
| Posiciona y se desmonta a mano | 0,05–0,10 mm | pasador de alineación, tapa centrada |
| No se mueve (a presión) | −0,05 a −0,15 mm diametrales | asiento de rodamiento, pomo sobre eje |
Sube dentro del rango cuando la unión tenga que tolerar suciedad, pintura, dilatación térmica o varias capas de error acumulado a lo largo de un tren de piezas; baja cuando busques precisión y la unión sea limpia y de recorrido corto. El valor de la última fila es negativo a propósito y, a diferencia del resto, está dado en diámetro: una presión impresa que aguante necesita décimas de interferencia, no las micras de un ajuste de metal (lo tratamos en Interferencia sin agrietar).
El razonamiento de por qué estas familias son las que son está en Elegir ajustes: holgura, transición, interferencia; los números afinados material a material, en Holguras impresas reales.
Pon todo el hueco en una sola pieza
Cuando repartes la holgura, hazlo de forma asimétrica a propósito: deja una pieza a su medida nominal —normalmente el eje, que así no lo debilitas— y carga todo el hueco abriendo la otra: el agujero. La tentación es centrar el ajuste, restando la mitad a cada lado, pero eso te deja dos cotas que mover cuando algo no encaja y ninguna referencia fija.
Ten presente que dejar el eje a su medida nominal en pantalla no lo deja a su medida real: el proceso lo engorda, así que en la pieza el eje ya sale sobredimensionado. Por eso el agujero tiene que absorber dos corrimientos a la vez, su propio encogimiento y el ensanchamiento del eje, y conviene abrirlo contando con los dos.
Con todo el hueco en el agujero tienes una sola cota que tocar y una pieza intacta que te sirve de patrón. Si entra apretado, agrandas el agujero y reimprimes solo esa pieza, la barata; el eje, que ya valía, no se vuelve a tocar. Es la diferencia entre iterar una pieza y reimprimir el conjunto entero a cada intento.
Mide tu impresora una vez y guarda el número
Ninguna tabla sustituye a tu máquina concreta. El material (el PETG rezuma hilos y se ensancha más que el PLA), la boquilla, la velocidad, la temperatura, el número de perímetros y la calibración del flujo mueven la cifra fácilmente en 0,2–0,3 mm entre un PLA bien calibrado y un PETG sin recalibrar — y una décima es justo el margen entre «desliza» y «agarrota». Con pocos perímetros, además, un agujero pequeño puede quedar sin relleno entre paredes y comprimirse aún más. La tabla de arriba es el punto de partida; tu valor real lo da la pieza.
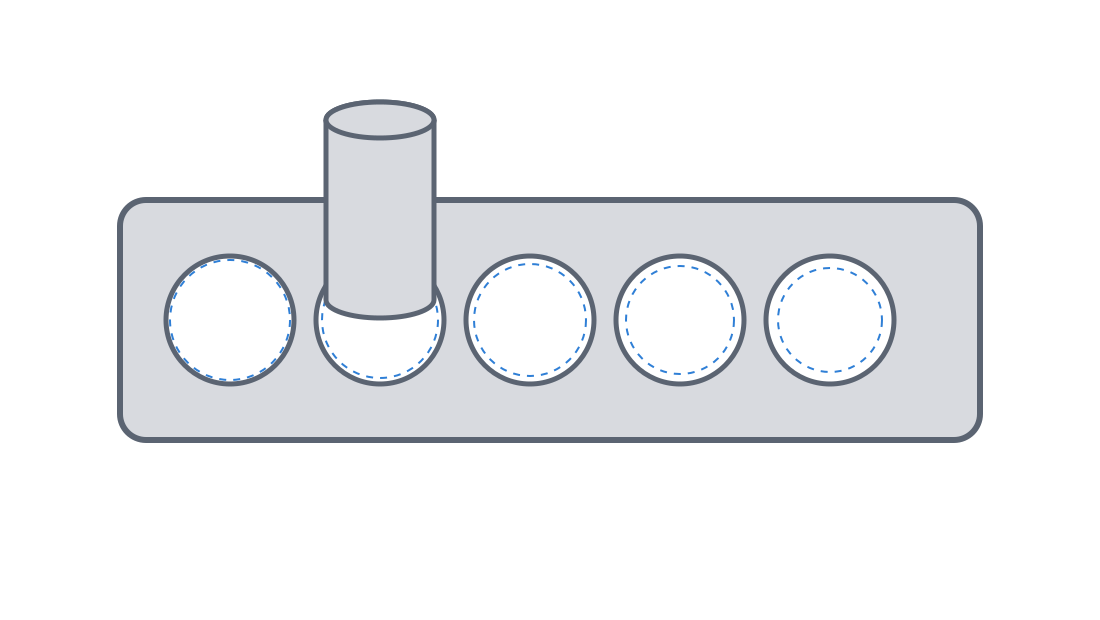
La forma honesta de averiguarlo es imprimir una torre de tolerancias: una serie de agujeros sobre el mismo eje (o de ejes en el mismo agujero), cada uno con una holgura distinta marcada. La sacas de la cama y pruebas cuál gira libre, cuál desliza sin juego y cuál se queda fijo. Anotas esos tres números. A partir de ahí dejas de adivinar: ese es tu hueco deslizante.
Dos condiciones para que el número transfiera. Orienta el cupón igual que vaya a ir la pieza final: un agujero impreso en horizontal sale ovalado y colapsado por arriba por el voladizo, y su holgura efectiva no tiene nada que ver con la de un agujero vertical. Y úsalo solo en diámetros parecidos: el error de cordón es absoluto, pero su peso relativo y los efectos de curvatura cambian con el tamaño, así que un cupón de ejes de 6 mm no garantiza el mismo hueco en un pivote de 20 mm o de 2 mm. Dentro de esas dos condiciones, reutiliza el número en todos tus mecanismos hasta que cambies de material o de boquilla.
Con ese número en la mano, el siguiente paso es elegir bien la familia de ajuste para cada unión antes de dimensionarla: Elegir ajustes: holgura, transición, interferencia te lleva de la función al hueco.