Flexión por kerf: patrones de corte que doblan lo rígido
Coges una placa que no dobla —rígida, plana, de las que se parten antes que ceder—, le practicas una retícula de cortes y, de repente, se enrolla. No has cambiado el material: sigue siendo el mismo plástico tieso. Has cambiado la geometría, y eso basta. La flexibilidad de un patrón de kerf no vive en el polímero, sino en lo que le quitas: en los cortes que dejan una rejilla de puentes finos, cada uno se dobla una miseria y todos juntos suman la curvatura que la placa entera no podía dar. Es el truco del corte láser sobre contrachapado, trasladado al FDM (impresión por deposición de filamento), y, como todo lo que confía la función a la geometría, depende de unas décimas de milímetro en el paso y el ancho de puente que casi nadie se para a calcular.
La flexibilidad no es del material, es del patrón
Una placa maciza no dobla porque, para curvarse, su fibra exterior tendría que estirarse mucho y la interior comprimirse otro tanto: cuanto más gruesa la placa, más lejos quedan esas fibras del plano neutro y más deformación exige cualquier curvatura. El PLA aguanta poco estiramiento antes de romper —entre un 2 y un 4 % a tracción en pieza impresa, y las formulaciones quebradizas hacia el extremo bajo—, así que alcanza su límite con un radio de curvatura todavía muy abierto y se parte antes de doblarse de verdad. Ese es el muro físico que el kerf rodea.
Lo que hace un patrón de kerf es trocear ese único doblez imposible en muchos dobleces minúsculos. Cada corte interrumpe la continuidad de la placa y deja a su lado un puente estrecho de material; al curvar el conjunto, la deformación ya no se reparte por todo el espesor de una placa gruesa, sino que se concentra en esos puentes, que son finos y por tanto flexan con poca deformación en su fibra exterior. La placa se enrolla porque cada puente cede un grado o dos, y hay decenas de puentes en serie. La rigidez global se desploma, pero la deformación local de cada flexor se mantiene por debajo del límite del material. Esa es toda la idea: no pides a ningún punto del plástico más estiramiento del que puede dar; pides poco a muchos sitios.
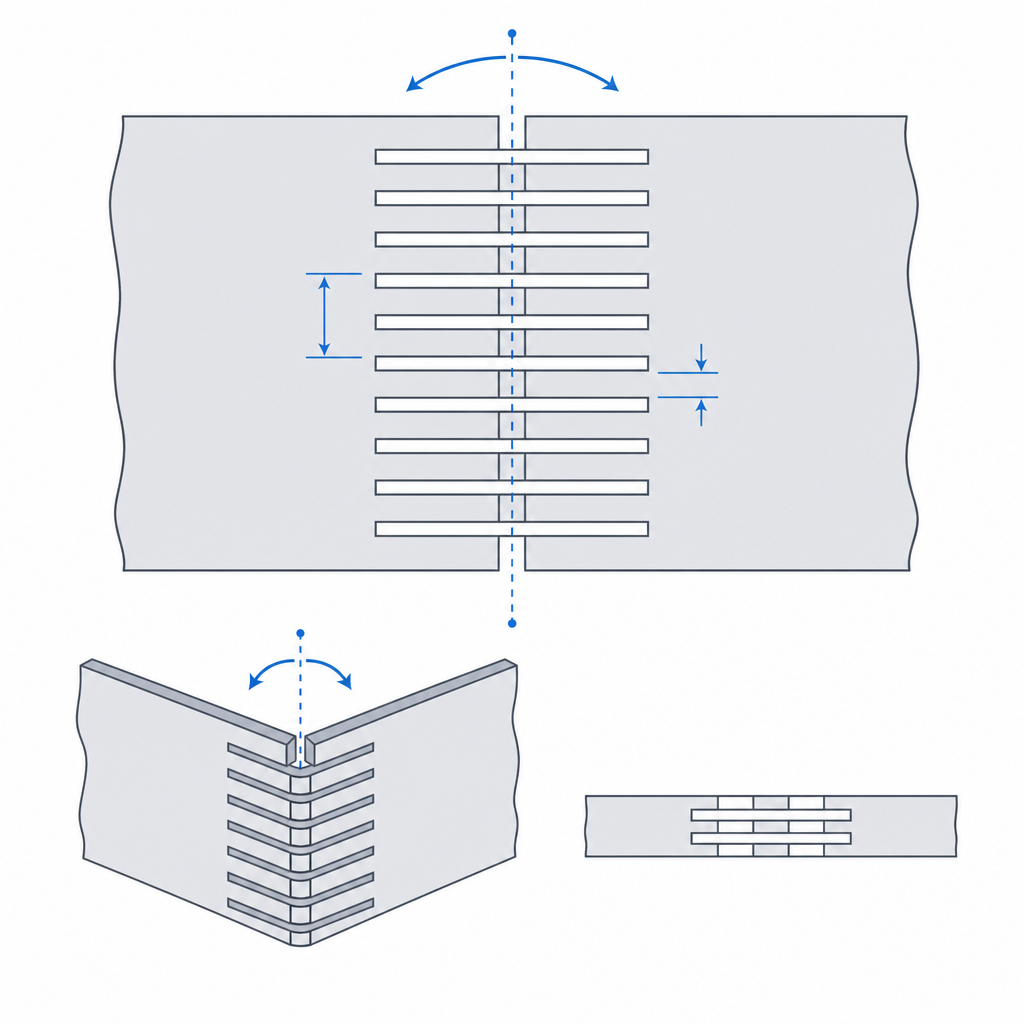
Conviene tener clara la consecuencia antes de dibujar un solo corte: el patrón solo es flexible en una dirección y en un sentido de curvatura. Una lattice hinge recta, de cortes paralelos alternados, dobla alrededor del eje perpendicular a los cortes y es tan rígida como antes en cualquier otra dirección. Y dobla con holgura hacia un lado —el que abre las ranuras— y mucho peor hacia el contrario, donde los labios de cada corte se cierran y chocan entre sí: la geometría se topa consigo misma. Eso no es un defecto, es la herramienta. Decides por dónde dobla orientando los cortes, y orientas el patrón de modo que el sentido en que abren las ranuras coincida con el sentido en que vas a plegar.
El paso gobierna el radio mínimo y la fuerza
Dos cotas gobiernan todo el comportamiento, y tiran en sentidos opuestos. El paso del patrón —cada cuánto se repite el corte— y el ancho del puente que queda entre cortes consecutivos fijan a la vez el radio mínimo de doblado y la rigidez que conservas.
La lógica es directa. Cuantos más cortes metas por unidad de longitud, en más puentes repartes la curvatura total, así que a cada uno le toca doblar menos: el radio mínimo alcanzable se cierra. Y cuanto más fino hagas cada puente, menos deformación sufre su fibra exterior para un mismo ángulo de doblez. Es la misma física de viga de cualquier flexor: la deformación crece con el grosor de la sección que flexa. Así que un puente fino tolera curvas más cerradas sin agrietar. Hasta aquí, todo empuja hacia cortes más densos y puentes más delgados.
El precio es la fuerza. Esos mismos puentes finos que doblan sin problema son los que sostienen la placa, y un puente fino sostiene poco: resiste menos a tracción, menos a flexión fuera de su dirección débil y menos a fatiga. Flexibilidad y resistencia son la misma palanca con dos extremos: afinas el puente y ganas curvatura a cambio de robustez; lo engruesas y recuperas rigidez perdiendo radio. No hay un punto óptimo universal, hay el punto que tu pieza necesita —un radio de doblado objetivo por un lado, una carga que aguantar por el otro— y el paso se calcula a partir de esas dos restricciones, no al gusto.
Imprime con los puentes flotando en su plano fuerte
Aquí el FDM pasa factura, y es la de siempre: la pieza es anisótropa, fuerte a lo largo de los cordones y débil entre capas, donde solo la sujeta la adhesión de una capa con la siguiente. Un puente de kerf es un flexor finísimo, y un flexor finísimo es justo donde la anisotropía decide si la pieza vive o delamina al primer doblez.
La regla es tumbar la placa sobre la cama, con los cortes y los puentes en el plano XY y las capas apiladas en Z, y orientar el doblez en torno a un eje contenido en ese plano XY. Así cada puente flexa a lo largo de sus cordones: la flexión la absorben los cordones a tracción y compresión a lo largo de su eje, y la unión entre capas casi no se solicita. Si en cambio dejas que la línea de capa cruce el puente en la dirección en que va a doblar, cada flexión tira directamente de la soldadura entre capas y el puente se abre como una grieta limpia, casi siempre en los primeros ciclos.
Como los puentes son finos, el número de perímetros lo es casi todo. Un puente de una sola anchura de cordón sale como un perímetro único, sin núcleo ni redundancia: bien orientado flexa de maravilla, pero cualquier defecto puntual de extrusión —una capa con mala adhesión, un instante de subextrusión— lo convierte en punto de rotura sin aviso. Para piezas que van a acumular ciclos, fija como práctica robusta al menos dos perímetros —dos anchuras de cordón— y deja el monoperímetro como caso límite explícitamente arriesgado, no como norma. En todo caso, dale al puente un grosor que el laminador resuelva como perímetro completo y continuo, no como relleno disperso, que en una sección tan estrecha apenas trabaja.
Y vigila la carga fuera de plano. Estos patrones son flexibles en su eje de doblado, pero frágiles a la torsión y a cualquier empuje perpendicular a la cama, porque ahí sí pones a trabajar a tracción la unión entre capas en Z. Pocas capas más carga fuera de plano es la receta del delaminado; si la pieza va a sufrir torsión en servicio, replantea el patrón o engrosa.
Elige el patrón según por dónde tiene que doblar
No hay un patrón de kerf, hay una familia, y se eligen por la cinemática del doblez que buscas.
La lattice hinge recta —filas de cortes paralelos, alternados como una sillería de ladrillos para que ningún corte deje un camino recto de fractura— dobla en torno a una sola línea. Es lo que quieres para plegar una placa en un eje: una tapa que se abate, una carcasa que se cierra sobre una arista. Reparte el doblez entre todas las filas y se comporta como una bisagra distribuida a lo largo de una recta.
Cuando necesitas curvatura en dos direcciones a la vez —enrollar una placa en una superficie de doble curvatura, vestir un cilindro o una forma orgánica— el patrón de cortes paralelos no basta, porque solo cede en un eje. Ahí entran las redes de celosía: retículas de puentes que dejan al material flexar en varias direcciones, a costa de más fragilidad, porque doblar en dos direcciones obliga a aflojar el material en ambas. La regla práctica es no pedir a un patrón más grados de libertad de los que la pieza necesita: cada dirección de doblez que abres es rigidez y resistencia que regalas. Si solo doblas en una línea, usa el patrón de una línea.
| Lo que quieres | Patrón | A cambio de |
|---|---|---|
| Plegar en un eje (tapa, bisagra larga) | Lattice hinge recta, cortes alternados | Rígido en cualquier otra dirección |
| Enrollar en un cilindro | Lattice hinge recta, cortes perpendiculares a la dirección de enrollado | Radio del cilindro ≥ radio mínimo del patrón, o rotura inmediata |
| Curvar en dos direcciones | Red de celosía | Menos resistencia, más fragilidad global |
Por dónde se rompe: fatiga del puente y esquinas vivas
Un patrón de kerf falla de dos maneras, y las dos son evitables si las nombras antes de imprimir.
La primera es fatiga del puente por doblar repetidas veces. Cada puente es un flexor que estira y comprime su fibra exterior en cada ciclo; aunque la deformación esté por debajo del límite de rotura estática, el material se va degradando con cada doblez y termina rompiendo por acumulación. El PLA es el peor en esto —rígido y frágil, fatiga pronto—; el PETG y, sobre todo, los materiales tenaces aguantan muchos más ciclos con el mismo patrón. Y hay un factor que casi nadie tiene en cuenta: en un termoplástico la fatiga depende de la velocidad y la temperatura del doblez. El comportamiento es viscoelástico, así que doblar deprisa o en frío fragiliza, y un puente que sobrevive a una flexión lenta puede partirse si lo doblas de golpe. Si superas el radio mínimo que el paso permite, además, la fatiga deja de ser progresiva y pasa a rotura inmediata: estás pidiendo a la fibra exterior del puente más estiramiento del que da, y se parte en el acto. El radio mínimo no es un consejo, es un muro; diseña el radio de trabajo con margen sobre él —del orden de 1,5 a 2 veces el radio mínimo estático— para separar la rotura estática de la vida a fatiga.
La segunda, y la que más vidas se cobra en silencio, son las esquinas vivas en los extremos de los cortes. El final de cada ranura es un entrante agudo, y un entrante agudo es un concentrador de tensión: la deformación que creías repartida por todo el puente se dispara localmente en esa punta, y la grieta arranca justo ahí, en el primer ciclo, aunque el resto del puente estuviera sobradamente dimensionado. La defensa es barata y rara vez se modela: redondea las puntas de los cortes. Un radio en el extremo de cada ranura reparte el pico de tensión en una curva en vez de clavarlo en un vértice, y eso multiplica la vida a fatiga del patrón. Es la misma lógica del radio de acuerdo en la raíz de cualquier flexor: una esquina viva donde se concentra la tensión es una línea de rotura que has dibujado sin querer.
Cuándo el kerf gana a una bisagra concentrada
El patrón de kerf brilla justo donde una bisagra viva clásica se rompe. Una living hinge concentrada mete toda la flexión en una sola franja delgada; funciona para un eje de doblez limpio y pocas piezas rígidas, pero exige al material doblar mucho en muy poco sitio, y en cuanto el radio se cierra o los ciclos se acumulan, esa franja única es el punto que falla. El kerf hace lo contrario: reparte el mismo doblez total entre muchos flexores, así que a ninguno le toca el castigo entero. Donde una living hinge concentrada se agrietaría, una bisagra distribuida sobrevive porque cada puente trabaja con holgura.
Por eso el kerf es la respuesta para tapas que se enrollan en lugar de abatirse, para sacar carcasas curvas de una placa plana y para cualquier articulación que deba doblar a lo largo de una banda ancha y no de una línea. No es un sustituto universal de la bisagra: si lo que quieres es un eje de giro preciso y de bajo recorrido, otras soluciones te dan mejor centrado. Pero cuando el problema es convertir lo rígido en algo que se curva con un radio controlado, sin pasadores ni montaje, el kerf es la geometría que lo resuelve.
La pieza sale tumbada de la cama precisamente para ganar resistencia entre capas, y la curvas después: esa decisión de orientar el doblez respecto a las capas es la misma que gobierna cualquier flexor impreso, y la tienes desarrollada en Orientación de capas para el movimiento.