Biestables compliant: viga pandeada, cuatro barras flexible y rigidez negativa
Un interruptor que hace clic, se queda en una posición y no vuelve solo a la otra hasta que lo empujas de nuevo: eso es un biestable, y casi todos los que tocas a diario lo consiguen con un muelle metálico y un resalte. En FDM puedes conseguir lo mismo con una sola pieza, sin pasadores, sin muelles separados y sin ensamblaje, aprovechando que una viga delgada obligada a curvarse guarda energía y solo quiere estar en dos sitios. El truco está en el pandeo, en colocar esa viga al borde de saltar de un lado a otro y en controlar con la geometría cuánto cuesta ese salto. Todo se decide en la curvatura inicial, en la esbeltez de la viga y en unas décimas de espesor que tu impresora nunca deposita exactamente donde las dibujaste.
Por qué una viga curva tiene dos estados y no uno
Coge una tira fina, sujétala por los dos extremos y acércalos un poco: la tira no se queda recta y comprimida, se arquea hacia un lado. Has pandeado la viga. Ahora aprieta el centro del arco hacia el otro lado: al principio se resiste, llega un punto en que cede de golpe, y aparece arqueada hacia el lado contrario, donde se queda. Acabas de pasar por un snap-through (un salto brusco entre dos formas), y la tira es biestable: tiene dos formas arqueadas estables y ninguna intermedia que se sostenga.
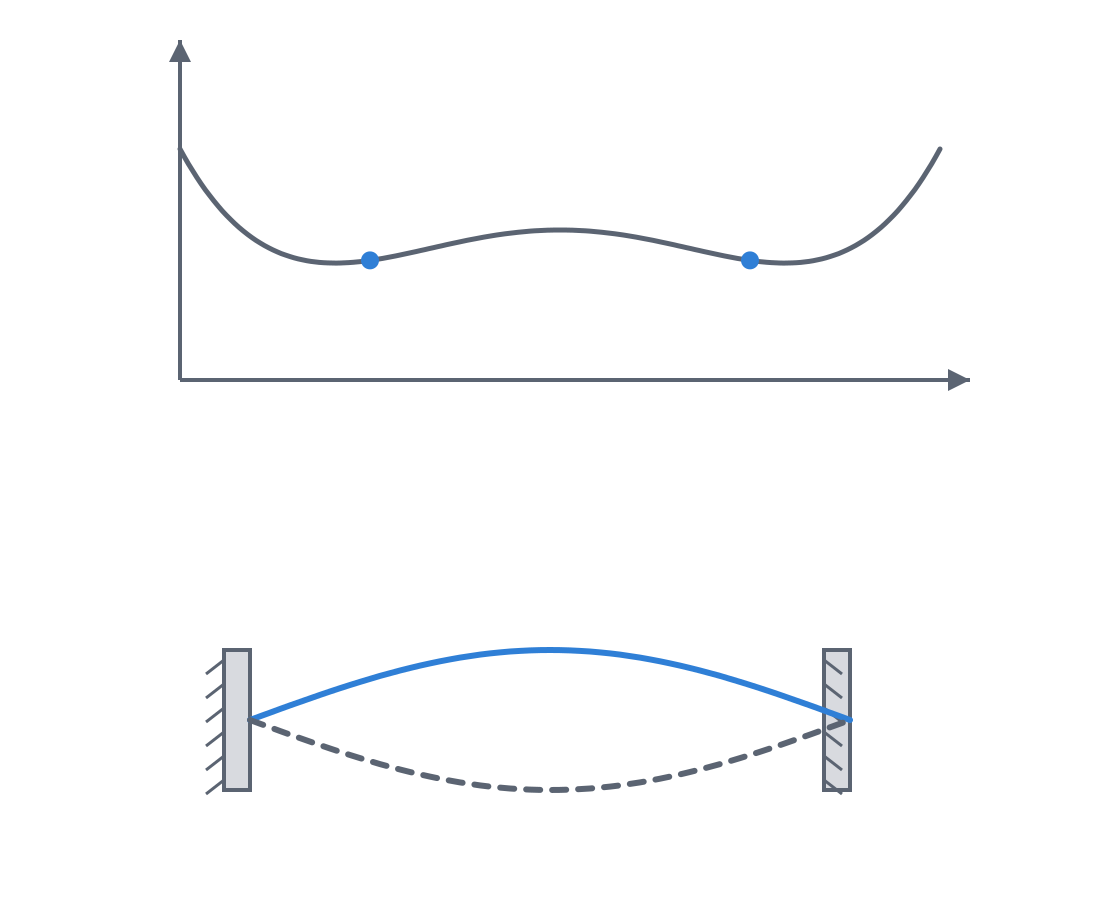
La razón es energética. Una viga precomprimida o inicialmente curva almacena energía elástica, y esa energía, dibujada frente al desplazamiento del centro, no tiene un solo valle sino dos, separados por una loma. Cada valle es un estado estable: si empujas un poco y sueltas, la viga vuelve al fondo del valle. La loma entre los dos es la barrera de energía, el pico de fuerza que tienes que vencer para que la viga pase al otro lado. Mientras no llegas a la cima, la pieza se resiste; en cuanto la superas, la propia energía almacenada termina el viaje y se libera como el clic. Ese reparto —dos valles y una loma— es lo que distingue un biestable de un simple muelle, que solo tiene un valle y siempre te empuja de vuelta al mismo sitio.
Lo interesante para diseñar es que la forma de esa curva de energía no es fija: la pones tú con la geometría. Una curvatura inicial mayor o una viga más esbelta levantan o achatan la loma central, y con ello suben o bajan la fuerza de disparo y la firmeza con la que cada estado se queda en su valle. Una viga apenas curvada da un clic blando y dos estados poco marcados, fáciles de cambiar por accidente; una bien arqueada da un disparo nítido y posiciones que aguantan. Diseñar un biestable es, en el fondo, esculpir esa loma para que el clic cueste lo que tú quieres que cueste.
Del mecanismo de cuatro barras rígido al flexible
El pandeo de una viga no es la única forma de tener dos estados. La otra gran familia nace de tomar un mecanismo articulado de toda la vida —el mecanismo de cuatro barras— y sustituir sus pasadores por flexores. En un cuatro barras clásico, cuatro eslabones unidos por cuatro pivotes definen una trayectoria; en el cuatro barras compliant (de articulación flexible), esos pivotes desaparecen y en su lugar quedan tramos delgados que flexionan, de modo que todo el mecanismo es un solo cuerpo impreso. No hay pasadores que montar, ni holguras que calibrar, ni juego que aparezca con el desgaste: la cinemática vive en la flexibilidad del material, no en el deslizamiento de unas piezas contra otras.
Cuando ese cuatro barras flexible se dimensiona para que, en su recorrido, algunos de sus flexores tengan que pasar por un estado de máxima deformación antes de relajarse al otro lado, el mecanismo entero se vuelve biestable en una sola pieza: tiene dos configuraciones en las que los flexores están en mínima energía y una posición intermedia, tensa, que no quiere mantenerse. Es la misma loma de energía de la viga pandeada, pero repartida entre varios flexores en lugar de concentrada en una sola tira, lo que da más libertad para colocar dónde está cada estado estable y qué trayectoria sigue la pieza entre ellos.
De aquí sale una tercera idea, más sutil y muy útil: la rigidez negativa. La rigidez normal de un muelle es positiva: cuanto más lo deformas, más te empuja en contra. Pero un elemento pandeado, en el tramo en que está cruzando su barrera, hace lo contrario: empuja a favor del movimiento, ayudándote a seguir desplazándolo. Esa es una rigidez negativa, y un equilibrio con rigidez neta negativa no se sostiene. La gracia está en combinar un elemento de rigidez positiva con otro de rigidez negativa cuidadosamente emparejado: si el empuje a favor de uno cancela el empuje en contra del otro, la rigidez neta se anula y obtienes un mecanismo de fuerza casi constante, que opone el mismo esfuerzo en el tramo central de su recorrido en lugar de endurecerse al final. Si la cancelación es parcial, suavizas la rigidez sin anularla, que es justo lo que pide un aislador de vibración o una precarga que no debe variar con el desplazamiento.
Cuándo te conviene un biestable de un solo cuerpo
Lo eliges cuando quieres estado y memoria sin montar nada. Un interruptor o un clip monolítico que conmuta con un clic firme y se queda donde lo dejas es el ejemplo de manual: una sola pieza impresa, cero tornillos, cero muelles que comprar, cero ensamblaje. Un pestillo que tiene que estar claramente abierto o claramente cerrado —y nunca a medias— gana mucho con la biestabilidad, porque la barrera de energía castiga las posiciones intermedias y empuja la pieza a comprometerse con un estado.
Más allá del clic, la familia da dos cosas que un muelle normal no puede. Una es la fuerza casi constante: un dispensador que empuje siempre con el mismo esfuerzo, un mecanismo de cierre que no se endurezca al final del recorrido, una precarga que se mantenga aunque la pieza se mueva. La otra es la supresión de rigidez para aislar vibraciones o sostener una carga con un esfuerzo plano. En todos estos casos pasa lo mismo: no quieres pasadores ni muelles separados, quieres que la pieza sea su propio mecanismo. Si tu diseño ya admite ser monolítico, un biestable compliant te ahorra el ensamblaje entero y elimina las holguras de los pivotes que detalla Interferencia sin agrietar.
La orientación de capas decide si funciona o se parte
Aquí es donde el FDM impone su ley, y no es negociable. Una viga que pandea trabaja a flexión, y flexionar significa traccionar la fibra exterior del arco. En una pieza impresa, la dirección en que esa tracción es más peligrosa es entre capas, donde el material solo lo sujeta la soldadura de un cordón con el siguiente. El criterio no es solo "que los cordones vayan a lo largo de la viga": es que el doblado quede contenido en el plano de las capas. Es decir, la viga debe flexionar en su propio plano de impresión, con el eje de doblado en el plano XY, de manera que la tracción por flexión recorra el material a lo largo de los cordones y nunca tire de la interfaz entre una capa y la de arriba.
Si la imprimes de modo que el doblado sea perpendicular a las capas —de canto, o tumbada pero flexionando hacia arriba y hacia abajo—, cada flexión tira directamente de esas uniones y la viga delamina: se abre entre dos capas como una grieta limpia, casi siempre mucho antes de cansarse por fatiga real. No habrás fabricado un biestable, habrás dibujado una línea de rotura. Tumba la viga sobre la cama y orienta el mecanismo para que el recorrido del pandeo viva en el plano XY siempre que la geometría te lo permita; el porqué de esta anisotropía y cómo orientar cada tipo de flexor lo desarrolla Orientación de capas para el movimiento.
Y elige el material pensando en cuánto va a estirarse esa fibra exterior. El PLA es rígido y frágil: estira poco antes de romper, así que un flexor en PLA tolera muy poca deformación —del orden de un 0,5 a un 1 % de strain de trabajo antes de agrietarse— y se parte en seco. El PETG, el PP y el nylon estiran varios por ciento antes de fallar, y por eso son los materiales del compliant: aguantan el recorrido del pandeo con margen y resisten ciclos repetidos sin agrietarse. Eso sí, cada uno tiene su trampa de fabricación: el PP combina propiedades de bisagra viva excelentes con una adhesión entre capas pobre y un warping severo, justo lo que más castiga a un flexor que carga las interfaces; el nylon es higroscópico y, si absorbe humedad, baja de módulo y cambia el tacto del clic. Dimensiona la esbeltez —la relación entre longitud y espesor de la viga, típicamente del orden de 10 a 30 a 1— para que la deformación máxima en el estado más tensionado quede por debajo del límite de fatiga del material, no solo por debajo de su rotura en un único ciclo: un biestable que aguanta el primer clic pero se rompe al centésimo no sirve.
Los tres modos de fallo y por qué un milímetro lo cambia todo
Un biestable compliant falla de tres maneras, y conviene saber cuál estás viendo. La primera es la fractura frágil de la viga en su estado más tensionado, típica del PLA: la fibra exterior supera el alargamiento que el material aguanta y el flexor se parte, normalmente en el punto de máxima curvatura del pandeo o en el clic más exigente. La segunda es la fluencia: bajo la tensión sostenida de quedarse arqueada en un estado, la viga fluye despacio, la curva se va aplanando con el tiempo y la loma de energía se rebaja hasta que un día el mecanismo deja de ser biestable y se asienta en una sola posición, sin clic. Todos los termoplásticos de FDM fluyen a temperatura ambiente bajo carga, y el PLA, pese a ser rígido, es de los peores en fluencia: rígido no es lo mismo que estable bajo carga permanente. La tercera es la fatiga: tras muchos ciclos de ir y venir, microgrietas crecen en la zona más solicitada y la viga acaba cediendo aunque nunca la hayas llevado al límite en un solo movimiento. Aquí el material manda: un PP bien orientado puede dar de 10⁴ a 10⁶ ciclos, mientras que un PLA a strain de trabajo apreciable se queda órdenes de magnitud por debajo.
Las tres comparten una sensibilidad incómoda: el comportamiento depende muchísimo del espesor real impreso de la viga. La rigidez a flexión de una viga crece con el cubo del espesor, así que la fuerza de disparo escala con fuerza con esa cota: un flexor que dibujaste a 1,0 mm y la impresora depositó a 1,2 mm —dos décimas, lo que se mueve un ajuste cualquiera en FDM— no es un 20 % más duro, es del orden del 70 % más duro, porque 1,2³ frente a 1,0³ se acerca al doble. Ojo: ese cubo es la regla para la rigidez a flexión pura (EI ∝ t³); en el disparo de un biestable la fuerza de clic acopla además la curvatura inicial y la esbeltez, que suelen fijarse como múltiplos del propio espesor, así que la relación exacta no es un t³ limpio. Pero la moraleja se sostiene: esas dos décimas pueden convertir un clic suave en uno que cuesta vencer, o llevar la tensión de pico por encima del límite de fatiga y meterte de lleno en el primer modo de fallo. La esbeltez no admite "ya lo ajusto luego": es el parámetro que gobierna a la vez la fuerza y la vida de la pieza.
| Modo | Qué ves | Causa raíz | Cómo lo atajas |
|---|---|---|---|
| Fractura frágil | La viga se parte limpia, a menudo al primer clic exigente | Material poco elástico (PLA) o esbeltez insuficiente; tensión de pico sobre la rotura | Material más dúctil (PETG, PP, nylon) y viga más esbelta para repartir la deformación |
| Fluencia | La curva se aplana con el tiempo y se pierde la biestabilidad | Tensión sostenida en el estado de reposo; todos los termoplásticos fluyen, el PLA de los peores | Diseñar los valles cerca de mínima energía; elegir como reposo el estado menos tensionado |
| Fatiga | Cede tras muchos ciclos sin haber forzado nunca | Deformación de trabajo por encima del límite de fatiga del material | Bajar el strain de trabajo; material con buena fatiga a flexión (PP) bien orientado |
Imprime un prototipo antes de fiarte de un solo número
Por todo lo anterior, un biestable compliant no se termina en pantalla: se termina en la cama. El módulo elástico y el límite elástico efectivos de una pieza FDM no son los de la ficha del material, porque dependen del relleno, del número de perímetros, de la temperatura de extrusión y de la orientación con que la imprimiste. Una viga con dos perímetros y poco relleno se comporta de forma muy distinta a la misma viga maciza, y ninguna tabla te va a dar la fuerza de disparo exacta de tu pieza en tu impresora.
La forma honesta de rematarlo es imprimir el biestable y medir el clic a mano, igual que se calibra cualquier ajuste en este oficio. Si dispara demasiado blando, afinas la viga o subes su curvatura inicial; si cuesta demasiado o se agrieta, la engrosas o alargas para repartir la deformación. Y como un milímetro de espesor cambia radicalmente el resultado, conviene imprimir dos o tres variantes con la esbeltez escalonada en la misma tanda y quedarte con la que dispara como quieres. Ese prototipo vale más que cualquier cálculo cerrado: te da el número real, con tu material, tus perímetros y tu orientación dentro. A partir de ahí, reutilízalo mientras no cambies de filamento ni de boquilla.
Si tu biestable acaba siendo un encaje que debe quedarse cerrado y aguantar carga sin soltarse, el razonamiento de hasta dónde puedes apretar la geometría sin agrietar la pieza es el mismo que gobierna cualquier unión a presión impresa, y lo tienes desarrollado en Interferencia sin agrietar.