Acordeón y fuelle: gran recorrido axial
Un fuelle es la pieza que se hace larga cuando tiras de ella y corta cuando la empujas, sin que ninguna pieza roce contra otra. No tiene émbolo, ni muelle helicoidal, ni junta tórica que se desgaste: es una sola pared plegada en zigzag que se comprime y se estira como un acordeón. Esa simplicidad es lo que lo hace tan útil para tres trabajos distintos —muelle de recorrido largo, sellado flexible y guardapolvos de una parte móvil—, y también lo que lo vuelve traicionero en FDM, porque toda la deformación que el acordeón promete repartir acaba concentrada en las líneas de pliegue, que es justo donde una pieza impresa es más débil. Acierta con el número de pliegues, el ángulo y el material, y tendrás un recorrido axial que ningún muelle del mismo tamaño te ofrece a igualdad de simplicidad. Fállalo, y se te delaminará por un vértice al tercer ciclo.
Por qué el fuelle es de una sola pieza y eso lo cambia todo
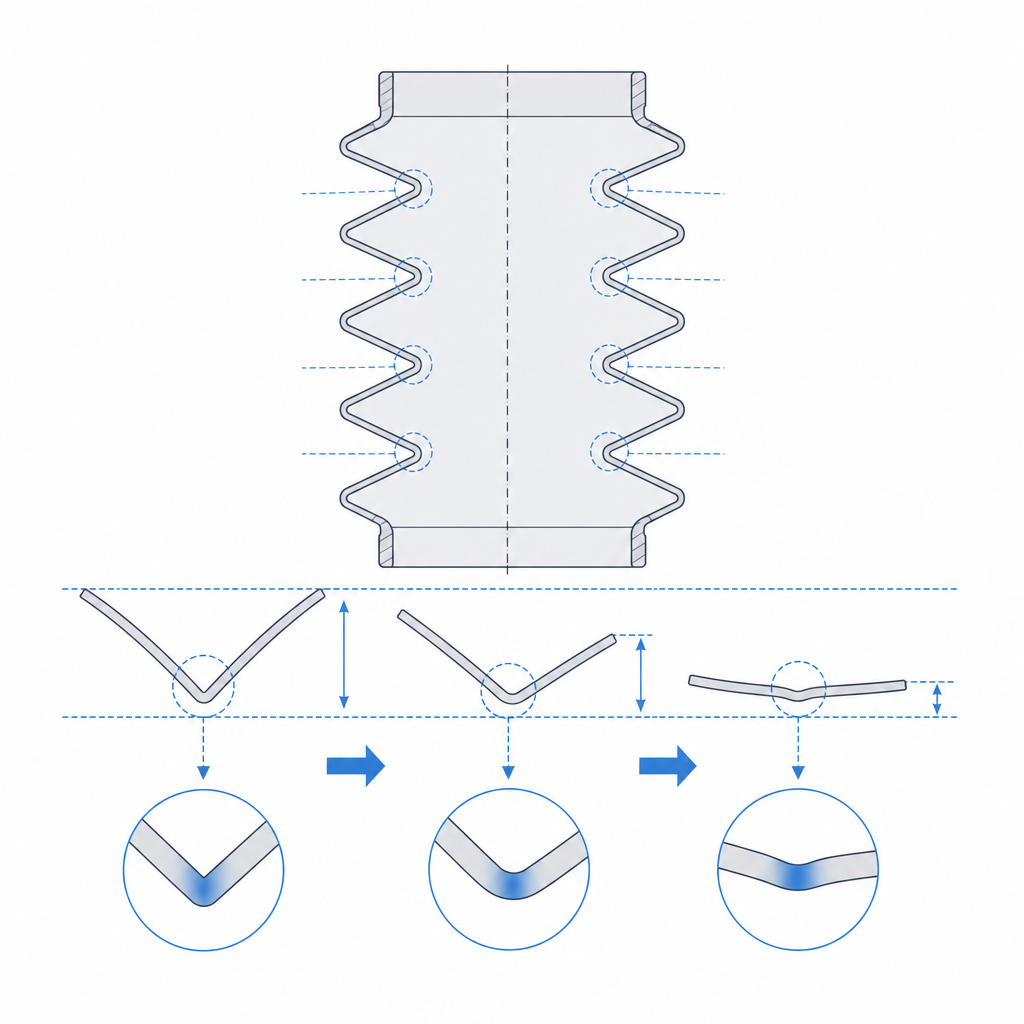
La clave está en cómo reparte la deformación. Un fuelle es una cadena de bisagras vivas en serie. Cada vértice del plegado —cada arista donde la pared cambia de dirección— funciona como una charnela que abre y cierra un ángulo. Cuando comprimes el conjunto, no hay un único punto que aguante todo el recorrido: cada pliegue se cierra un poco, y la suma de muchos cierres pequeños es un desplazamiento axial grande. Esa es toda la cinemática del acordeón, y de ahí sale su ventaja.
Compáralo con doblar un alambre. Si flexas un alambre recto en un solo punto, ese punto trabaja al límite enseguida y se rompe; si lo pliegas en veinte zigzags y los abres todos a la vez, cada vértice apenas se mueve y el conjunto se desplaza una barbaridad. El fuelle hace exactamente eso con la pared: reparte el viaje total entre muchos vértices, de modo que la deformación local en cada doblez se queda moderada aunque el recorrido global sea grande.
No te creas la fábula de que el fuelle "le gana en carrera" a un muelle helicoidal. El helicoidal también reparte: su alambre trabaja a torsión a lo largo de todas sus espiras, y un helicoidal bien diseñado iguala o supera al fuelle tanto en recorrido por altura como, sobre todo, en vida a fatiga. La ventaja real del fuelle no es viajar más, sino ser una sola pieza monolítica que además sella y protege —cosas que un helicoidal no hace—. Eso es lo que compras cuando eliges un fuelle.
Y eso también te dice dónde mirar cuando falle: no en la pared lisa entre pliegues, que apenas trabaja, sino en los vértices, que es donde vive toda la flexión.
Las tres palancas: número de pliegues, ángulo y espesor de pared
Tienes tres palancas para ajustar un fuelle, y conviene saber qué mueve cada una antes de tocarlas, porque tiran en direcciones distintas.
El número de pliegues reparte la flexión. Cuantos más vértices, menos se mueve cada uno, así que menos tensión local y mejor vida a fatiga. Lo que no hace por sí solo es aumentar el recorrido: a igual altura y mismo ángulo, más pliegues son pliegues más pequeños, y el recorrido total depende de la longitud de pared desplegada y del ángulo, no del conteo de vértices. Más pliegues no es viaje gratis; es la misma carrera repartida entre más charnelas que sufren menos.
El ángulo del pliegue —lo cerrado que es el zigzag— marca cuánta carrera de compresión te queda antes de que los pliegues se toquen entre sí y el fuelle haga tope. Un pliegue muy abierto, casi plano, tiene mucha carrera de compresión por delante pero poca de extensión; uno muy cerrado está ya cerca del tope de compresión y le queda poco cierre, aunque guarda recorrido de apertura. Diseña el ángulo de reposo pensando en qué dirección va a trabajar la pieza.
El espesor de pared decide la rigidez y la fuerza: la pared fina cede con poco esfuerzo y da carrera; la pared gruesa empuja con más fuerza pero se resiste a plegarse y recorta el viaje.
La consecuencia práctica es que no hay un fuelle "bueno" en abstracto: hay un fuelle para muelle blando de recorrido largo —pared fina, muchos pliegues— y otro para muelle de retorno con fuerza —pared más gruesa, menos pliegues—, y son geometrías distintas. Decide primero qué quieres que haga la pieza y dimensiona después, porque optimizar a ciegas te deja con algo que ni recorre ni empuja.
Los tres trabajos de un fuelle
Un fuelle hace tres trabajos, y aunque la geometría se parezca, las prioridades de diseño cambian según cuál busques.
Como muelle de gran recorrido axial, lo que quieres es carrera y una fuerza de retorno fiable. Aquí conviene saber de antemano que un fuelle plegado no es un muelle lineal: arranca blando y endurece de golpe cerca del tope, cuando los pliegues empiezan a contactar, así que su curva fuerza-desplazamiento tiene rodilla. Y si lo imprimes en TPU, suma la histéresis y la fluencia del material: bajo carga mantenida, el TPU se relaja y pierde fuerza de retorno con el tiempo. Cuéntalo en el diseño si la pieza tiene que empujar igual dentro de un año.
Como fuelle de sellado o protección —un guardapolvos sobre un eje, una junta flexible que sigue a una parte móvil—, lo que importa son la continuidad de la pared y la capacidad de extenderse y contraerse repetidamente sin abrirse: el recorrido pasa a segundo plano frente a la integridad. Y como protección de partes móviles —cubrir un husillo, una guía o un vástago del polvo y la viruta—, basta con que acompañe el movimiento sin estorbar y sin romperse, lo que relaja mucho las exigencias.
Saber en cuál de los tres estás te dice qué error te perdona la pieza y cuál no. Un muelle al que se le escapa aire por una pared porosa sigue siendo un muelle perfecto; un sellado con el mismo defecto ya no sella nada.
Imprímelo con el eje vertical, o lucha contra el proceso
Aquí es donde el FDM cobra su peaje, y la decisión más importante la tomas antes de imprimir: la orientación. Imprime el fuelle con su eje vertical, perpendicular a la cama. Así cada pliegue se forma como un apilado de capas, y cuando el fuelle flexa, lo hace abriendo y cerrando los vértices a lo largo del contorno —la flexión recorre los cordones en vez de tirar de la unión entre capas—. Es el mismo principio que gobierna cualquier pieza que se mueve, y lo desarrolla el artículo Orientación de capas para el movimiento: orienta el material para que la flexión siga los cordones, no para que los despegue.
El problema es que esta orientación, buena para la flexión, te enfrenta a las caras inclinadas del pliegue. Las paredes del zigzag suben en voladizo, y la regla práctica del FDM es que un voladizo aguanta hasta unos 45° respecto a la vertical sin soportes ni descolgarse. Según lo cerrado que sea el ángulo de pliegue, esas caras pueden superar ese límite y volverse imposibles de imprimir limpias. Es la tensión central de imprimir un fuelle de pie: el eje vertical es lo correcto para que los vértices flexen bien, pero te obliga a mantener las caras del pliegue por debajo de ~45° de voladizo. Diseña el pliegue con caras lo bastante tendidas para que se sostengan, o acepta que las muy cerradas vendrán con cicatrices de voladizo en la cara inferior de cada pliegue.
Los modos de fallo y cómo se reconocen
Un fuelle falla de tres maneras, y vale la pena nombrarlas porque cada una te apunta a una causa distinta.
La primera es la delaminación o agrietamiento en los vértices. Es el fallo característico, y ya sabes por qué: el vértice es a la vez la zona de máxima flexión repetida y, si imprimes de pie con material rígido, una soldadura entre capas que trabaja a fatiga. Se manifiesta como una grieta limpia que sigue una línea de capa en el doblez, casi siempre tras unos cuantos ciclos, no en el primero —es fatiga, no rotura instantánea—.
La segunda es el pandeo lateral. Un fuelle esbelto —mucho más alto que ancho— sometido a compresión axial no se limita a acortarse: a partir de cierta carga se va de lado, como una columna que se vence. Como regla de pulgar, en cuanto la altura pasa de unas tres veces el diámetro empieza a importar, y antes si los extremos no están bien empotrados. Una vez pandeado, los vértices trabajan torcidos y de forma desigual. Si tu fuelle necesita ser alto, dale diámetro o guíalo por dentro con un vástago. Ten presente el trade-off: ese vástago reintroduce un contacto que la premisa del fuelle —que nada roza— quería evitar, así que dale holgura para que solo toque cuando el fuelle empieza a vencerse, no en marcha normal.
La tercera solo importa si buscas sellado: las fugas por la pared. Una pared que parece sólida en pantalla puede salir porosa si el caudal no está bien calibrado, y entonces el fuelle se mueve a la perfección pero deja pasar aire o líquido por microcanales entre cordones. Y aquí conviene ser honesto: una pared FDM fina y flexada miles de veces rara vez es hermética a gas o líquido por sí sola, ni siquiera bien calibrada, porque la fatiga acaba abriendo poros y la soldadura entre perímetros adyacentes es a su vez una línea de fuga. Es un fallo silencioso —la pieza funciona como muelle— que solo descubres cuando la pones a sellar.
| Uso | Prioridad | Material y pared |
|---|---|---|
| Muelle de retorno | Recorrido y vida a fatiga | TPU, pared fina, muchos pliegues; cuenta con la curva no lineal y el creep, y valida la vida a fatiga del doblez |
| Sellado estanco | Continuidad de la pared | TPU, pared única o mínimos perímetros, caudal verificado; un sellado real suele pedir recubrimiento o sellador |
| Guardapolvos / protección | Que acompañe sin romper | Flexible, pared fina; recorrido y fuerza importan poco |
Para un muelle de retorno, el camino honesto es fijar el material y el espesor que mejor imprime tu máquina, ajustar el número de pliegues hasta dar con la rigidez que buscas, y validar la vida a fatiga del doblez imprimiendo y ciclando: un fuelle que aguanta diez compresiones puede agrietarse a las mil, y eso solo lo sabes probando. El TPU resiste muchos más ciclos que el PLA, pero ningún material es inmune a la fatiga, y el creep le robará fuerza de retorno con el tiempo. Para un sellado estanco, prioriza pared única o los mínimos perímetros y un caudal verificado, y asume que la estanqueidad de verdad casi siempre llega con un postproceso —un recubrimiento o un sellador— más que con la pared impresa a secas. El PP, que a veces se recomienda para estas piezas, imprime mal en FDM —alabea, se despega de la cama y suelda peor entre capas—; tenlo como excepción que sabes pelear, no como alternativa cómoda al TPU. Y si lo que vas a meter dentro del fuelle entra a presión —un vástago, un eje guía—, recuerda que el plástico cede de formas que el metal no, y conviene dimensionar ese encaje con margen: lo tienes en el artículo Interferencia sin agrietar.