Acoplamiento de mordazas (araña): par con insertos elásticos
Dos ejes que tienen que girar juntos casi nunca están perfectamente alineados, y casi nunca arrancan suaves. El motor da un tirón, la bomba opone su inercia y entre los dos hay unas centésimas de desalineación que ningún montaje real elimina. El acoplamiento de mordazas resuelve las dos cosas con una pieza boba intercalada: una estrella de elastómero, la araña, atrapada entre las garras de dos cubos que nunca llegan a tocarse. El par no pasa de metal a metal —aquí, de plástico a plástico—, sino a través del caucho, que se comprime, amortigua y perdona. Y esa pieza blanda, que parece lo accesorio del conjunto, es justo donde se decide si el acoplamiento dura o se deshace.
El par viaja por el elastómero, no por las garras
Conviene tener claro que las garras de un cubo no engranan con las del otro. Montadas lo parecen, pero entre garra y garra de cubos opuestos siempre queda un lóbulo de la araña interpuesto. Cuando el cubo motriz gira, su garra empuja contra un lóbulo, el lóbulo se comprime, y por el otro lado de ese mismo lóbulo la garra del cubo conducido recibe el empujón. El camino de la fuerza es garra → caucho comprimido → garra, nunca garra contra garra. Esa interposición es toda la gracia del mecanismo.
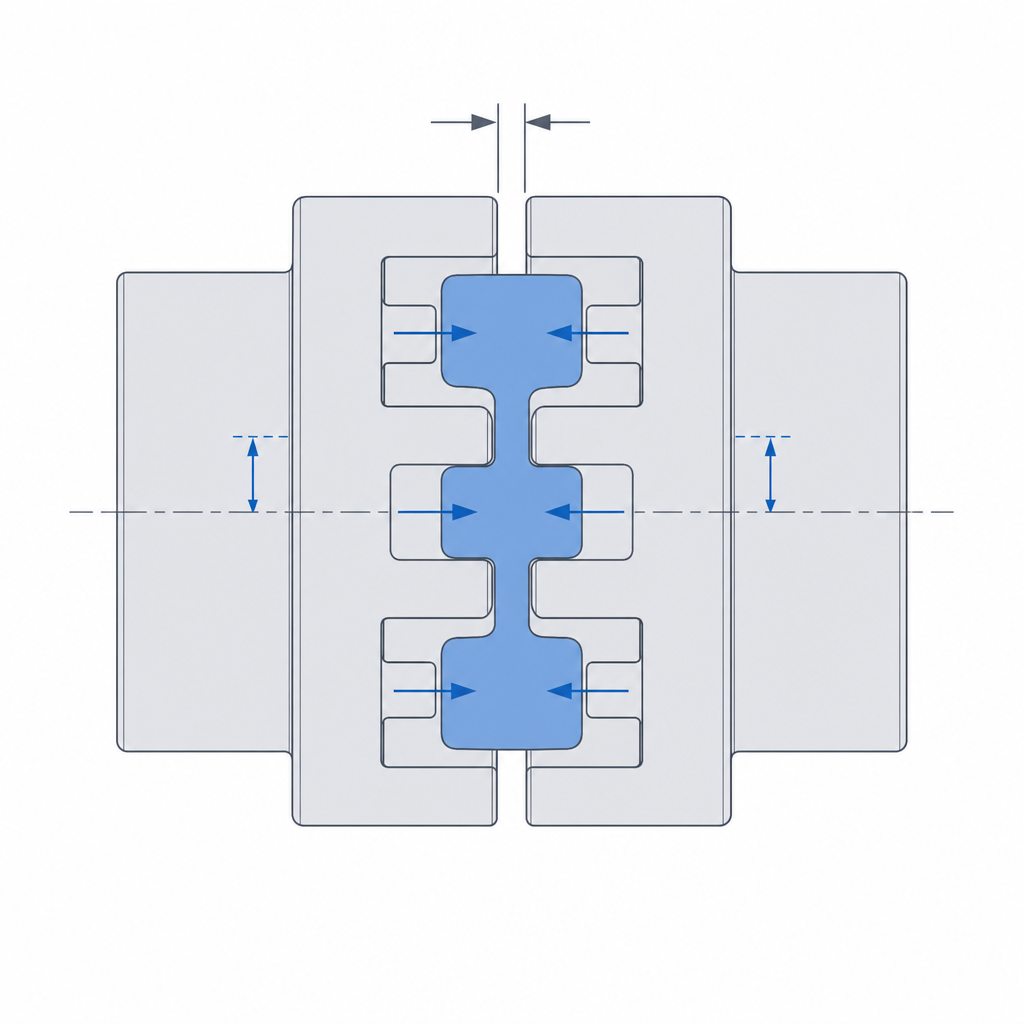
Comprimir el elastómero en lugar de chocar dos sólidos aporta tres ventajas a la vez. Amortigua los picos de par: un arranque brusco o un golpe de carga no llegan íntegros al otro eje, porque el caucho absorbe el frente del impulso deformándose antes de transmitirlo. Tolera la desalineación en sus tres formas —angular (los ejes forman un pequeño ángulo), paralela (van paralelos pero descentrados) y axial (uno se desplaza un poco a lo largo del eje)—, cada una por un camino distinto. Y filtra vibración torsional: las pulsaciones finas de par, las que harían castañetear una transmisión rígida, se disipan en la histéresis del caucho. A cambio pagas un precio que conviene conocer.
Las dos primeras desalineaciones las absorben los lóbulos, que se deforman de manera distinta en cada lado para acomodar el desfase geométrico sin atascar. La axial es harina de otro costal: no la absorbe el caucho deformándose, sino el hueco que dejas entre las caras frontales de los dos cubos. Si modelas ese gap a cero, los cubos se topan en cuanto el montaje los acerca un pelo, y el acoplamiento se agarrota antes de girar. Lo mismo con el radio: la punta de la garra de un cubo no debe tocar el fondo del otro. Son dos holguras de diseño que en FDM tienes que dibujar a mano —un gap axial cubo-cubo y un clearance radial garra-fondo—, porque la impresora no te las regala.
Lo que pagas: windup y cuándo no te conviene
Ese mismo elastómero que amortigua introduce elasticidad torsional. Cuando aplicas par, el lóbulo se comprime antes de que el eje conducido empiece a moverse de verdad: hay un ángulo de desfase entre la entrada y la salida que crece con la carga. Es el windup (el bobinado o enrollado elástico del acoplamiento), y significa que la posición angular del eje de salida no es una función rígida de la de entrada. Para mover una bomba o accionar un ventilador da exactamente igual. Para un eje que tiene que posicionar —un encóder, un husillo, cualquier cosa donde cuente el ángulo exacto— el windup es ruido que se cuela en tu lazo.
Por eso la regla de selección es directa: elige mordazas con araña cuando lo que buscas es amortiguar —arranques bruscos, par pulsante, desalineación mixta, motores y bombas que vibran—. Si lo que necesitas es rigidez torsional total, este no es tu acoplamiento. Un acoplamiento rígido transmite el ángulo sin desfase pero no admite ni una décima de desalineación. Un Oldham desacopla la desalineación paralela manteniendo la rigidez angular, a costa de dos correderas. La araña ocupa el hueco intermedio: tolerante y suave, nunca rígida. Exigirle rigidez es pedirle que deje de ser lo que es.
Imprime rígido lo rígido y blando lo blando
Aquí el FDM encaja casi por diseño, porque el mecanismo ya nace bimaterial: dos cubos duros y una araña blanda. Imprime los cubos en PETG (o ABS/ASA si la cosa se calienta), que es donde quieres rigidez y resistencia al cortante en las garras, y la araña en TPU flexible, que es donde quieres deformación elástica. El PLA evítalo salvo para par bajo o prototipo: es rígido pero frágil, y precisamente en los arranques bruscos y los picos de par que defienden este acoplamiento una garra de PLA cizalla por fragilidad antes que una de PETG. Además, la fricción interna de la araña genera calor en marcha, y la Tg del PLA (55-60 °C) está peligrosamente cerca. Si tu máquina es multimaterial puedes sacar el conjunto de una vez; si no, imprimes la araña aparte como pieza independiente y la montas, que para algo es la pieza intercambiable del sistema.
La dureza Shore del TPU es la palanca de ajuste, no un detalle de la bobina que tengas a mano. Un TPU más blando amortigua más y tolera más desalineación, pero introduce más windup y aguanta menos par antes de deformarse en exceso; uno más duro transmite más par limpio y permite menos desfase, a cambio de filtrar peor los golpes. El rango útil para que la pieza siga siendo una araña va de 95 A —el TPU más extendido, y un buen punto de partida— a unos 50 D como techo realista. Pasado ahí dejas de tener un elastómero: un 60 D apenas amortigua y, en una araña fina de FDM, se comporta más como un cubo rígido que como un inserto elástico.
La pretensión de los lóbulos decide el backlash
Hay un parámetro que casi nadie modela conscientemente y que gobierna el comportamiento a par bajo y en la inversión de giro: cuánto aprietan las garras la araña en reposo, antes de que entre ninguna carga. Es la pretensión de los lóbulos, y tiene una ventana estrecha.
Si modelas la araña con holgura entre garra y lóbulo, al invertir el sentido de giro las garras recorren ese hueco en vacío antes de volver a empujar: aparece el backlash (juego al invertir el sentido). Las garras golpetean, hacen ruido e introducen un escalón muerto en cada inversión, y en un acoplamiento que se supone suave eso se nota especialmente. La solución es modelar la araña con un ligero apriete, de modo que en reposo los lóbulos ya estén levemente comprimidos contra las dos garras que los flanquean: el contacto nunca se pierde, no hay hueco que recorrer, y la inversión es continua. Pero pasarte tiene su propio coste. Un apriete excesivo mantiene el caucho comprimido permanentemente, sube la fricción interna, genera calor en marcha y acelera el desgaste de los lóbulos. La pretensión correcta es la justa para que no haya holgura al invertir, ni una décima más.
Y cuenta, además, con que el FDM desplaza esa cota antes de que la midas: la araña de TPU queda algo más gruesa que su nominal y los huecos de las garras algo más cerrados de lo dibujado, de modo que un encaje modelado a cero ya nace con apriete impreso. Presupuesta la pretensión sobre lo que mide la pieza, no sobre lo que pusiste en pantalla; el razonamiento de por qué agujero y eje se desvían en sentidos contrarios está en Tolerancias para piezas que se mueven.
Que el cubo no patine sobre el eje
Todo lo anterior da por hecho que el par llega del eje al cubo sin pérdidas, y ahí está el fallo silencioso de cualquier acoplamiento: el cubo patinando sobre un eje redondo. Un agujero cilíndrico liso apretado sobre un eje liso transmite par solo por fricción, y en cuanto el par de arranque supera esa fricción, el cubo gira sobre el eje sin arrastrarlo. Pierdes la transmisión sin romper nada, que es lo peor: cuesta diagnosticar.
La solución es la misma que en el resto de acoplamientos: rompe la simetría de revolución del contacto. Un prisionero que muerda el eje, un chavetero que aloje una chaveta, o directamente un eje no redondo —hexagonal, con plano fresado, en D— que bloquee el giro por forma. Un perfil no redondo es lo más fiable en plástico, porque apoya en aristas y no depende de la fricción de un tornillo que afloja con la vibración. Si vas a insertar un prisionero metálico o una tuerca, presupuesta su alojamiento como hardware embebido; Hardware embebido: imanes, rodamientos e insertos explica cómo alojarlos para que no rajen la pared del cubo.
Cuánto par, a cuántas vueltas
Antes de los modos de fallo, un orden de magnitud para que dimensiones. Una araña de FDM de tamaño de sobremesa —cubos de unos 25-30 mm de diámetro, araña de TPU 95 A de pared decente— mueve sin drama el par de un NEMA 17 o NEMA 23 y el de bombas y ventiladores pequeños: del orden de unas pocas décimas a un par de N·m sostenidos, con margen para picos mayores que es justo lo que el caucho está ahí para encajar. El límite no suele ser el par puntual, sino el calor por histéresis: cuanto más rápido gira y más ciclos de compresión mete por segundo, más energía disipa el TPU en su propia deformación, y más se acerca a reblandecerse. Por encima de unos pocos miles de RPM, o con par pulsante a régimen alto sostenido, el cuello de botella deja de ser la resistencia de los lóbulos y pasa a ser su temperatura. Si tu aplicación vive ahí, sube la dureza Shore, agranda el acoplamiento, o asume que la araña es consumible y cámbiala por calendario.
Los modos de fallo y dónde mirar
Cuando un acoplamiento de mordazas falla, lo hace por uno de cuatro sitios, y los cuatro se ven venir.
El primero y más común es la araña: bajo par alto o sostenido, el TPU de los lóbulos se aplasta y pierde su forma, o se desgarra por la zona de contacto con la garra, que es donde la compresión es máxima. Una araña aplastada deja de pretensar y reaparece el backlash; una desgarrada deja de transmitir. Si tu transmisión supera lo que da el TPU elegido, sube la dureza Shore, o reparte el par en más contactos —más garras y más lóbulos, o un acoplamiento de mayor diámetro—. Lo que no funciona es engordar un lóbulo en su sitio: vive en un hueco fijo entre dos garras, y agrandarlo te obliga a rediseñar el cubo entero.
El segundo son las garras cizalladas: una garra demasiado fina, o impresa con su eje en Z, no aguanta el momento del par y se parte por la base. Es un fallo de sección y de orientación a la vez —dale más material y túmbala en XY, como ya hemos visto—.
El tercero es lento y traicionero: backlash creciente. La araña no se rompe de golpe, pero el TPU cede poco a poco bajo la compresión repetida (creep, fluencia lenta), pierde pretensión, y el acoplamiento que arrancó silencioso empieza a golpetear al invertir meses después. No es que se haya roto; es que el elastómero se ha relajado. Cuando aparezca, no busques una grieta: cambia la araña, que para eso es la pieza de sacrificio del conjunto, y considera un TPU más duro si el régimen de par lo justifica.
El cuarto no está en el acoplamiento sino en su agarre al eje: la fijación cubo-eje que se afloja. Un prisionero que cede con la vibración, o un ajuste a fricción que se rinde con el calor, te deja un cubo girando libre sobre su eje sin que nada se haya partido. Es el mismo fallo silencioso de antes, reaparecido con el uso: revisa el apriete del prisionero o pásate a un eje por forma si la vibración te lo está soltando.
Si lo que tienes entre manos no es amortiguar sino fijar un cubo a su eje sin que patine ni una vez, el problema deja de ser de elastómero y pasa a ser de ajuste por forma: Tolerancias para piezas que se mueven te lleva del juego que dibujas al juego que sale de la impresora.