Holguras impresas reales
Ya has decidido la familia de ajuste a partir de la función de la unión (ver Elegir ajustes: holgura, transición, interferencia). Ahora necesitas un número — el hueco real, en milímetros, que modelar entre las dos piezas. Acierta y una tapa encaja con un clic, un pivote desliza, un rodamiento se asienta con un empujón satisfactorio. Falla por una décima y esa misma tapa o baila o no entra. Estos son los números que funcionan en una boquilla típica de 0,4 mm, y cómo afinar los tuyos.
Los números que funcionan
Una "holgura" aquí significa el hueco diametral total — la diferencia entre el diámetro del agujero y el del pivote, o el hueco a cada lado de una ranura. Modélalo agrandando el agujero, reduciendo el pivote, o repartiendo la diferencia entre las dos piezas.
| Ajuste | Holgura total | Se nota como |
|---|---|---|
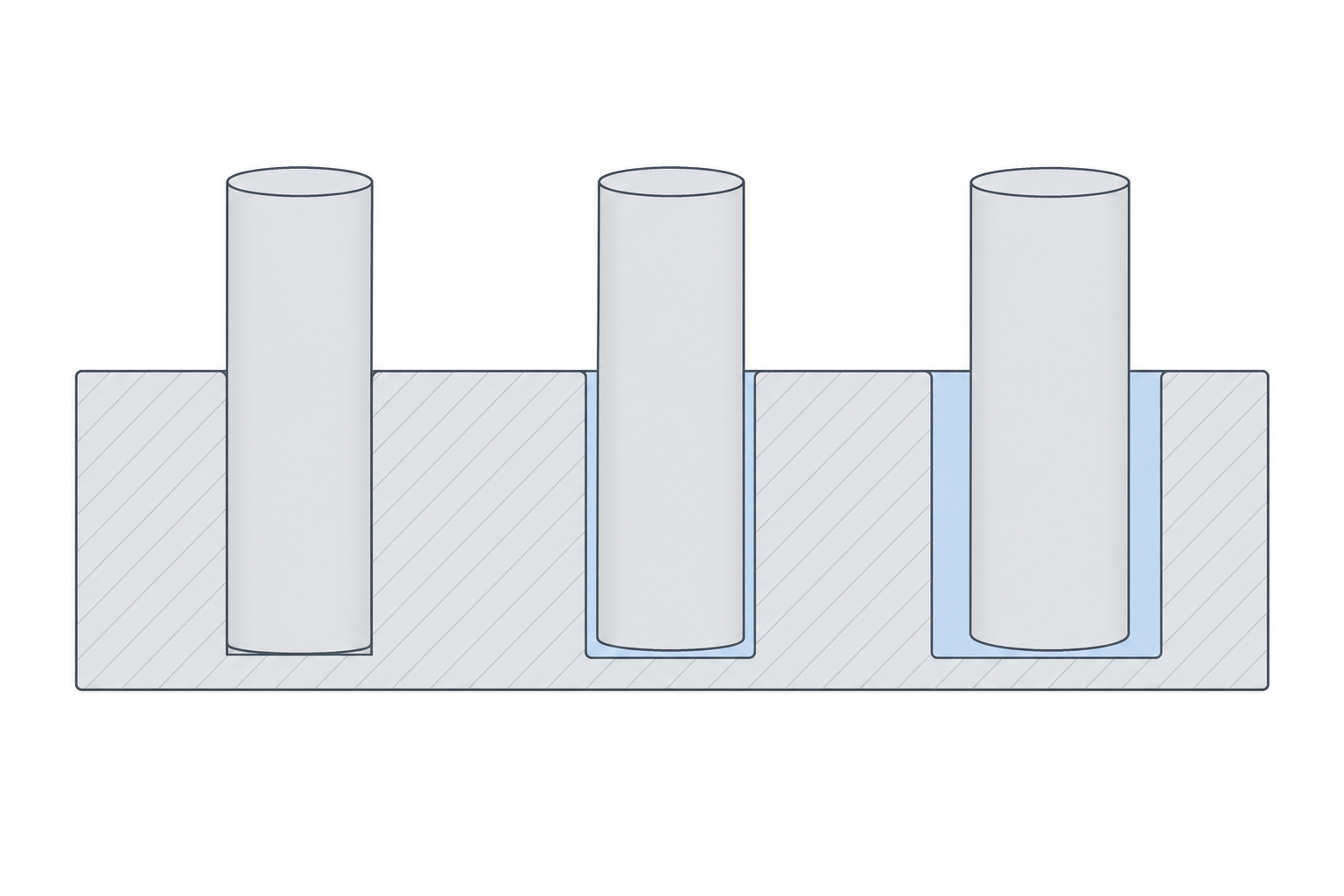
| Presión / interferencia | 0,00 a −0,05 mm | metido a la fuerza, queda fijo para siempre |
| Justo / posicionamiento | 0,10–0,20 mm | se empuja para juntarlo, sujeta, se separa a mano |
| Libre / deslizante | 0,30–0,40 mm | desliza libremente, sin fuerza |
| Flojo / amplio | 0,50 mm+ | con juego a propósito, tolerante a la suciedad |
Un número negativo significa que el pivote es más grande que el agujero — interferencia real. Para un ajuste a presión impreso, de 0,0 a −0,05 mm suele ser suficiente, porque el propio error de la impresora ya se lo come. Empieza en el medio de cada banda y ajusta a partir de ahí.
El material cambia el número
El PLA es rígido y dimensionalmente honesto, así que la tabla de arriba está calibrada para él. Otros materiales mueven el objetivo.
- PETG es ligeramente gomoso y tiende a imprimir un pelín sobredimensionado, con más rezumado y filamentos en los huecos. Añade alrededor de 0,05 mm de holgura sobre tu número de PLA para ajustes con movimiento, y no confíes en que un ajuste a presión apretado aguante — el PETG fluye bajo carga.
- ABS / ASA se contraen más al enfriarse, así que los agujeros se cierran y los pivotes se encogen. Las piezas salen un poco más pequeñas en general. Cuenta con añadir holgura para ajustes deslizantes y reajustar los ajustes a presión, porque la contracción depende del tamaño de la pieza.
- TPU y otros flexibles son indulgentes por naturaleza — un ajuste justo se convierte en un ajuste a presión, y un ajuste a presión puede que simplemente no se monte. Ve más flojo de lo que crees.
Por qué los agujeros se encogen y los pivotes crecen
Hay una razón por la que las piezas impresas tienden a quedar apretadas justo en la dirección que arruina los ajustes: los agujeros salen subdimensionados y los pivotes salen sobredimensionados. La causa es sobre todo geométrica y se trata a fondo en Agujeros, pivotes y aplastado de la primera capa — la versión corta es que un agujero vertical se aproxima mediante cuerdas planas que cortan por dentro del círculo real, y que el plástico extruido se abomba ligeramente hacia fuera en cada borde. Ambos efectos roban de tu hueco.
Calibra tu propio número
La tabla es un punto de partida, no la verdad absoluta — tu impresora, tu filamento, los ajustes de tu laminador e incluso la temperatura de tu habitación la desplazan. No diseñes un conjunto de diez piezas en torno a una holgura adivinada. Imprime una prueba primero.
La jugada estándar es un pequeño peine de holguras: una fila de agujeros (o pivotes) donde cada uno escalona el hueco en 0,05 mm — digamos 0,05, 0,10, 0,15, hasta 0,40 — todos impresos de una vez. Prueba la pieza de acople en cada uno y encuentra el primero que se comporta como quieres. Ese valor, para ese material en esa máquina, es ahora tu número de la casa para ese ajuste. El método completo, incluyendo cómo hacer la probeta y registrar resultados, está en Probetas de prueba y calibración.
Haz esto una vez por material y apunta los números. A partir de entonces estás diseñando con holguras medidas en lugar de a la esperanza, y las piezas empiezan a encajar a la primera.