Pasador de bolas: retención radial que se suelta con un botón
Un pasador de bolas es el cierre que entra de golpe y se libera con el pulgar: lo metes en un agujero pasante y unas bolas asoman por los lados para bloquear el conjunto axialmente. Cuando pulsas el botón del extremo, las bolas se esconden y tiras del pasador para sacarlo. Es lo que hay detrás de un eje desmontable de quita y pon, de un utillaje de cambio rápido, de cualquier unión que montas y desmontas a mano y sin herramientas. Y es uno de los pocos mecanismos donde la pieza impresa, por sí sola, casi nunca basta: el corazón del pasador es metal, y lo que imprimes es el cuerpo que lo aloja con la holgura justa. Entender por qué pasa esto te ahorra fabricar un pasador que bloquea de maravilla la primera vez y se desgasta hasta soltarse al cabo de unos pocos montajes.
Cómo bloquea y libera por dentro
El mecanismo vive entero en el interior de un cilindro. Por el eje del pasador corre un émbolo empujado por un muelle hacia la punta. Cerca de esa punta, el cuerpo lleva dos taladros radiales enfrentados, y en cada uno se aloja una bola que no puede caerse hacia fuera —un reborde estrecha la boca del taladro— pero sí puede hundirse hacia dentro. El muelle empuja el émbolo, el émbolo empuja las bolas por debajo, y estas asoman por los taladros hasta sobresalir del diámetro del cuerpo. Esa parte que sobresale topa contra la boca del agujero por el que lo has introducido: las bolas hacen tope axial e impiden que el pasador vuelva a salir. Bloqueo.
Para liberar, pulsas el botón del otro extremo, que está solidario con el émbolo y sobresale en reposo —botón fuera significa pasador bloqueado, y esa carrera del botón es la única señal visible del estado del cierre—. Al empujarlo contra el muelle, retiras de debajo de las bolas la parte gruesa del émbolo y dejas en su lugar un rebaje o zona de menor diámetro. Ahora las bolas tienen a dónde meterse: se retraen hasta quedar enrasadas con el cuerpo, dejan de hacer tope, y tiras del pasador para sacarlo. Sueltas el botón, el muelle vuelve a empujar y las bolas vuelven a asomar. Toda la lógica está en que el émbolo lleve dos diámetros, uno que empuja las bolas afuera y otro que las deja entrar, y en que el muelle decida cuál de los dos está debajo de las bolas en reposo.
Es una cuña, y el ángulo lo decide todo
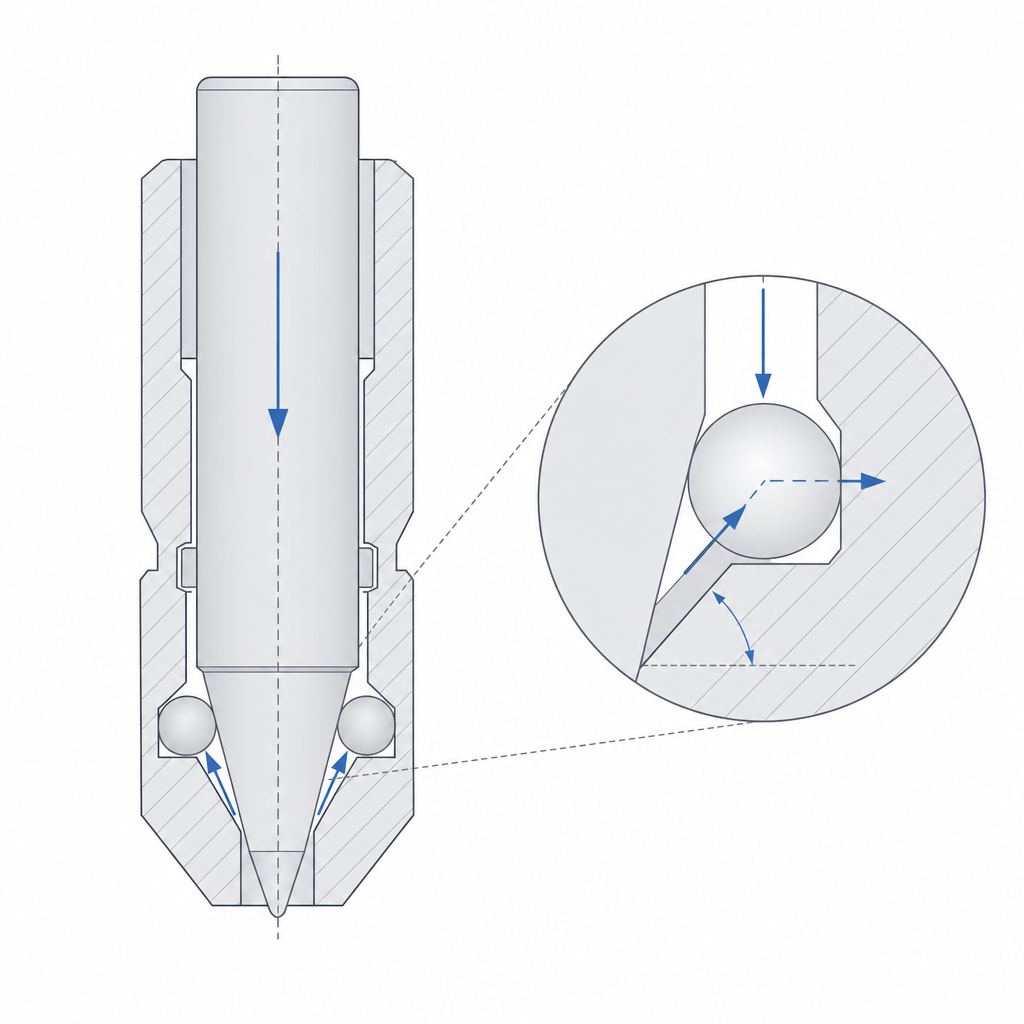
No hay nada que empuje las bolas radialmente hacia fuera de forma directa: el muelle empuja en dirección axial, a lo largo del pasador, y las bolas se mueven en dirección radial, perpendicular. Lo que convierte una cosa en la otra es una cuña. El hombro del émbolo —la transición cónica entre el diámetro gordo y el delgado— se mete debajo de las bolas cuando el muelle lo empuja hacia la punta, y las levanta. Es el mismo principio que un plano inclinado: una fuerza a lo largo de la rampa se descompone en una componente normal que empuja la bola hacia afuera.
El ángulo de esa rampa es el parámetro de diseño que más manda, y afecta a dos comportamientos opuestos a la vez. Fija primero la convención y todo lo demás se deduce: llama α al ángulo del cono medido respecto al eje del émbolo. Cuando intentas extraer el pasador con las bolas asomadas, el borde del agujero las empuja hacia dentro, y la rampa reenvía esa fuerza al émbolo intentando vencer al muelle. Con un cono poco abierto (α pequeño, la rampa casi paralela al eje), la componente que llega a empujar el émbolo es pequeña: el pasador aguanta mucha carga axial antes de moverse. Con un cono muy abierto (α grande, la rampa cercana a perpendicular al eje), las bolas empujan el émbolo con facilidad y el pasador se libera con poca fuerza axial, hasta el punto de soltarse solo bajo la carga de servicio. La rampa es, en la práctica, lo que separa un pasador que retiene de uno que se abre cuando no debe.
Y hay un umbral que conviene conocer porque es el corazón del cierre. Por debajo de cierto ángulo el mecanismo es autobloqueante: la fricción entre la bola y la rampa basta para que ninguna carga axial pura sea capaz de retraer el émbolo, y el pasador solo se abre pulsando el botón. El umbral está, a grandes rasgos, donde tan α iguala al coeficiente de fricción del par bola-rampa: por debajo, autobloqueo; por encima, el muelle empieza a participar en el umbral de liberación. Por eso un pasador comercial bien diseñado no se suelta bajo carga aunque tires fuerte: trabaja en el régimen autobloqueante, y la carga que aguanta la limita la resistencia de los materiales en el contacto, no el equilibrio de la cuña.
Por qué el plástico solo no llega
Casi todo el cuerpo del pasador es imprimible: un cilindro con un taladro pasante para el émbolo y dos taladros radiales para las bolas. El problema está justo en el rasgo que define el cierre, la captura de la bola. Para que la bola no se caiga, la boca del taladro radial tiene que estrecharse por delante de ella: un reborde cónico invertido, en la cara lateral del cilindro, sobre un agujero pequeño. Es de las geometrías que el FDM no resuelve por sí mismo —un voladizo severo que no puedes orientar sin que colapse—, así que la captura de la bola rara vez sale del laminador: lo habitual es imprimir la boca abierta y luego cerrarla estacándola o deformándola en caliente, atrapar la bola con un anillo o casquillo metálico de boca, o montar las bolas desde dentro con una pieza separada que cierre el alojamiento. Quien afirme que el cuerpo es "perfectamente imprimible" no ha mirado ese reborde.
Y aquí aparece el otro límite del FDM en este mecanismo: la presión de contacto. Cuando una bola de acero hace tope contra el borde del taladro y aguanta la carga axial, no reparte esa carga en una superficie: la concentra en casi una línea de contacto entre la esfera y el borde. Esa presión puntual es altísima, y el plástico, que es blando y además fluye despacio bajo carga sostenida, cede. La boca del taladro radial se redondea y se abre bajo el martilleo de cada inserción, las bolas asoman cada vez menos, y llega un punto en que ya no hacen tope suficiente y el pasador se suelta con una carga que antes aguantaba. En el cono del émbolo el modo de fallo es distinto y más insidioso: la bola de acero no desgasta el plástico, lo indenta —brinelling—, clava una huella en la rampa, y esa muesca se convierte en un pozo donde la bola se asienta y deja de subir por la cuña al asomar. El émbolo se engancha en su propia huella. No es un problema de fricción ni de lubricación; es fluencia e indentación bajo carga estática repetida, y lo que importa contra él es el límite elástico y la dureza superficial del material que recibe el punto. Por eso un pasador de bolas que vaya a trabajar de verdad combina la pieza impresa con componentes metálicos en las zonas de contacto —el émbolo, o al menos el cono y las bocas de los taladros—; el plástico hace de cuerpo y de guía, pero no debería ser quien aguante el contacto puntual de las bolas.
Holguras: asomar lo justo, deslizar suave
Todo el mecanismo se juega en unas pocas décimas, y en sitios distintos que tiran en sentidos opuestos. El primero es el saliente de la bola: cuánto sobresale del diámetro del cuerpo. Es el parámetro de seguridad más directo del cierre, porque la retención no depende solo del ángulo del cono, sino de contra qué borde topa la bola. Un agujero receptor de canto vivo retiene mucho más que uno con la boca matada: si el agujero por el que metes el pasador lleva chaflán o redondeo, ese borde actúa como una rampa que "monta" la bola y la empuja hacia dentro, y libera el pasador con bastante menos carga axial. Dimensiona el saliente contando con el peor borde que vaya a encontrar el pasador, no con un canto vivo ideal.
El segundo ajuste es el taladro radial de las bolas. Tiene que capturar la bola —estrechar la boca lo justo para que no se salga cuando el émbolo la empuja— y a la vez dejarla asomar lo suficiente para que haga tope fiable, y retraerse sin agarrotarse cuando el émbolo se aparta. Si la boca aprieta de más, la bola roza al moverse y el botón se pulsa con dificultad; si aprieta de menos, la bola se cae y pierdes el pasador. Es un ajuste con poco margen, agravado por lo que ya sabes de los agujeros impresos: un taladro radial sale ovalado y más estrecho de lo que dibujaste, y tanto peor cuanto más lo dejes en voladizo. Lo desarrolla Tolerancias para piezas que se mueven, y aquí pesa el doble porque el taladro retiene una esfera, no un eje cilíndrico.
El tercer ajuste es el émbolo dentro de su alojamiento. Tiene que deslizar suave a lo largo de toda la carrera, sin holgura que lo deje bailar y desalinear la cuña, pero sin apriete que lo agarrote a media carrera y deje las bolas a medio asomar. Es una holgura deslizante limpia y de recorrido largo, justo el tipo de ajuste que mejor sale dejando el émbolo a su medida y abriendo el alojamiento. La combinación es exigente: tres ajustes ceñidos en una pieza donde cada décima cuenta para que el conjunto bloquee y libere de forma repetible.
El reparto de la carga: una bola, dos o tres
El borrador asume siempre dos bolas enfrentadas, pero el número es una decisión de diseño que cae justo sobre el modo de fallo que domina este mecanismo. Un pasador de una sola bola es el más simple, pero concentra toda la carga axial en un único punto de contacto y carga lateralmente el émbolo contra la pared de su alojamiento. Dos bolas enfrentadas equilibran ese empuje lateral y reparten la carga en dos puntos. Tres bolas a 120° la reparten en tres y centran mejor el émbolo. Como el límite real del cierre impreso es la presión puntual sobre el plástico, repartir la carga entre más bolas baja la presión en cada contacto y aleja el redondeo de la boca y la indentación del cono: si vas a llevar el contacto a metal solo en parte, más puntos de apoyo te compran margen.
Cuándo es el cierre correcto y cómo falla
El pasador de bolas brilla donde quieres montar y desmontar muchas veces, a mano, sin herramientas, y aguantar carga axial entre medias: ejes desmontables, utillajes de cambio rápido, accesorios que se quitan y se ponen a diario. Frente a un pasador liso que se sale solo o a una rosca que tarda en quitar, el de bolas da un clic firme, retiene de verdad y se libera con el pulgar. Esa es exactamente su razón de ser.
Sus modos de fallo son los que hemos ido nombrando, y conviene tenerlos juntos para diseñar contra ellos. El primero es el redondeo de la boca y la indentación del cono bajo la presión puntual de las bolas: las bocas de los taladros se abren montaje a montaje y el cono se pica con la huella de la bola, y en ambos casos el pasador pierde retención; es la razón de fondo para llevar esas zonas a metal y para repartir la carga entre varias bolas. El segundo es el atasco por suciedad: el mecanismo tiene huecos finos por donde corre el émbolo y se mueven las bolas, y un poco de polvo o de hilo de impresión basta para que el botón se quede pulsado o las bolas no asomen. El tercero es la liberación involuntaria: si trabajas por encima del umbral de autobloqueo con un muelle flojo, o peor, con una rampa demasiado abierta, la carga de servicio empuja las bolas hacia dentro, vence al muelle por la cuña y el pasador se suelta cuando no debe —el fallo más peligroso, porque parece que cierra hasta que cede—. Diséñalo con el cono en régimen autobloqueante, el muelle dimensionado para mantener las bolas asomadas, las zonas de contacto en metal y los ajustes medidos sobre tu impresora, y tendrás un cierre que sobrevive a los montajes que le vas a pedir.
Como casi todo en un pasador de bolas se decide en el contacto entre la esfera de acero y el plástico, y ese contacto es presión puntual sobre una pared impresa, el siguiente paso natural es entender qué le hace el FDM a un agujero que tiene que retener: Tolerancias para piezas que se mueven te lleva del nominal en pantalla al hueco real que sale de la cama.