Palanca sobre el centro: biestable que se queda donde lo dejas
Acciona la palanca, notas un clic seco a mitad de recorrido y la pieza se queda donde la has dejado, sin que tengas que sujetarla. No hay un pestillo que la retenga ni un muelle que la empuje contra un tope: el mecanismo tiene dos posiciones que prefiere por encima de cualquier otra, y se queda en la que esté hasta que lo fuerces a cruzar al otro lado. Eso es un biestable sobre el centro, el corazón de un cierre de caja, de un interruptor con clic y de una abrazadera que aprieta sin aflojarse. Y todo el comportamiento —el clic, la firmeza, el punto exacto en que vuelca— sale de un solo accidente de la geometría: un máximo de energía entre dos valles.
El punto muerto es un máximo de energía, no una posición
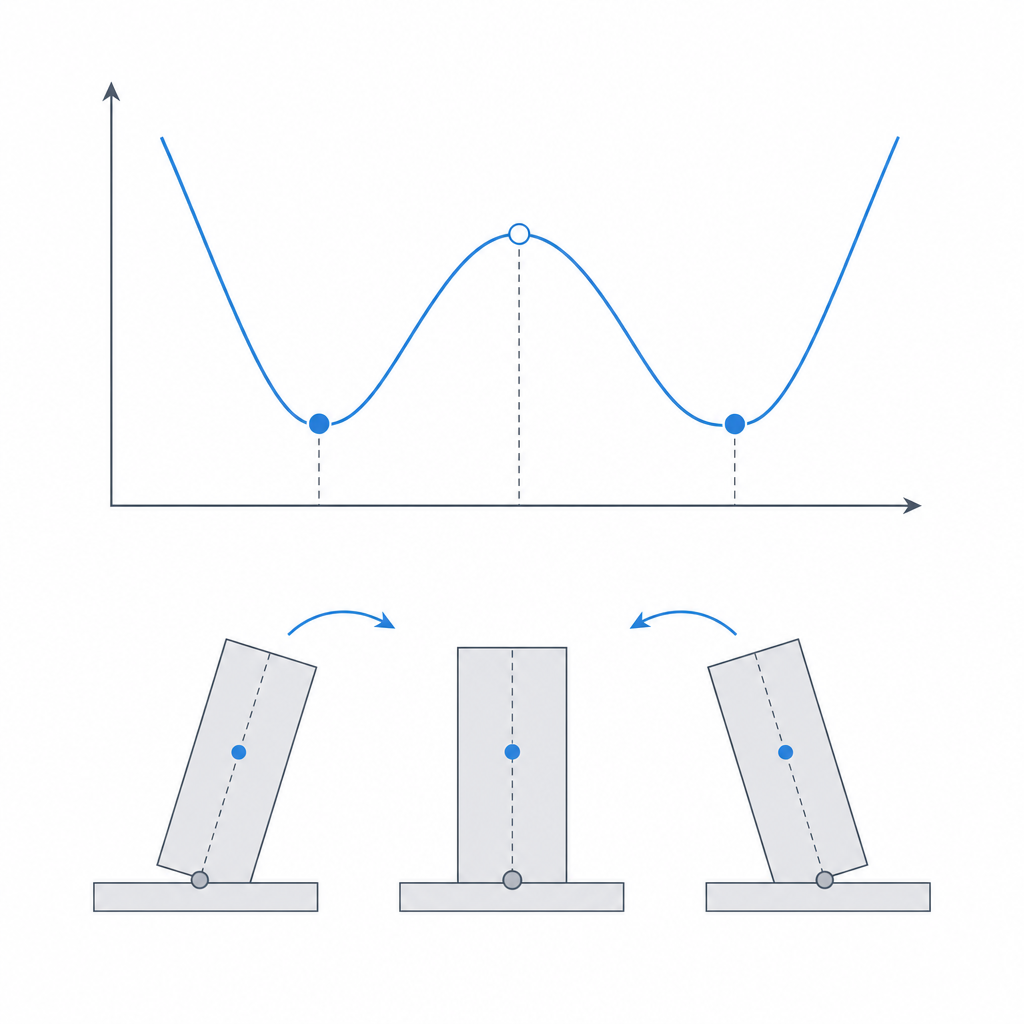
Lo que hace estable a un biestable no es ningún tope ni ningún rozamiento: es la forma de su curva de energía potencial. Imagina el mecanismo como una bola sobre un paisaje de colinas y valles. Hay dos valles —los dos estados estables— y entre ellos una loma. La bola, abandonada en cualquier punto, rueda cuesta abajo hasta el valle más cercano y se queda ahí: ese es el motivo físico de que el cierre se mantenga sin energía externa que lo sostenga. No hace falta ningún actuador, porque está en un mínimo; para sacarlo de ahí, eres tú quien tiene que poner el trabajo.
La cima de esa loma es el umbral de vuelco: el punto donde la energía total del mecanismo es máxima y, por tanto, donde el equilibrio es inestable, el de la bola en lo alto de la colina. Un pelo a un lado y rueda hacia un valle; un pelo al otro, hacia el contrario. Ese umbral está muy cerca del punto muerto geométrico —la posición en la que la línea de acción del muelle pasa por el pivote y su brazo de palanca respecto al centro de giro es cero, así que el muelle no genera par en ningún sentido—, pero no coinciden exactamente salvo en el caso idealizado. El par neto que vuelca la palanca no lo pone solo el muelle: también cuentan el brazo de palanca de la carga que estás sujetando y la geometría de las barras. El punto muerto del muelle es la mejor referencia para situar la cima; la cima de verdad es donde la energía total es máxima.
Por eso conviene dejar de pensar en esa cima como "una posición" y empezar a verla como una frontera. Mientras no la cruces, el muelle te empuja de vuelta al estado en que estabas; en cuanto la cruzas, ese mismo muelle cambia de bando y te empuja hacia el otro. El sobrecentro —over-center— es literalmente eso: llevar el eslabón un poco más allá del punto muerto, de modo que en el estado cerrado el muelle ya no esté en la cima sino bajando por la ladera opuesta, apretando contra un tope. Esa pizca de recorrido pasado el centro es lo que convierte un mecanismo que apenas se sostiene en uno que se queda con autoridad.
El clic mide la altura de la loma; la firmeza, la pendiente del valle
El clic no es un adorno acústico: es la firma de la energía que se libera. Subir hasta la cima te cuesta trabajo —estás cargando el muelle, llevando la bola cuesta arriba—. En cuanto la rebasas, toda esa energía almacenada se descarga de golpe empujando la palanca hacia el segundo valle, y la pieza cae sola, acelerando, hasta que topa. Ese golpe seco contra el tope, alimentado por la energía que devuelve el muelle, es el clic que oyes y notas en los dedos.
Pero conviene separar dos cosas que es fácil confundir, porque las gobiernan dos rasgos distintos de la curva. La energía del clic —cuánto suena, cuánto trabajo cuesta cruzar— la fija la altura de la loma: cuanto más alto el pico, más hay que invertir para llegar y más se libera al caer. La firmeza de retención —la fuerza que cuesta empezar a sacar la palanca del valle— la fija en cambio la pendiente de la curva junto al valle, no la altura del pico. Puedes tener una loma alta pero de flancos tendidos, que retiene blando y cuesta un largo recorrido cruzar, o una loma baja con la ladera muy empinada justo al lado del valle, que se resiste con fuerza al primer empujón y vuelca pronto. No son la misma variable.
En la práctica, las dos palancas que tienes a mano —la precompresión del muelle y el recorrido pasado el centro— suelen subir ambas cosas a la vez, y por eso el truco funciona casi siempre. Pero tenlo presente cuando el comportamiento no cuadre: si quieres más resistencia inicial sin un clic más violento, es la pendiente cerca del valle lo que tienes que tocar —la geometría de las barras en ese tramo—, no la altura total del pico.
Cuándo te conviene cruzar el centro
Usa un biestable sobre el centro siempre que necesites que un estado se mantenga solo, sin retén mecánico que enganche ni energía continua que lo sostenga. El ejemplo de manual es el cierre de caja: bajas la palanca, cruza el centro y la tapa queda apretada contra su junta sin un pestillo que se pueda soltar de un roce. La abrazadera de sujeción —el draw latch o toggle clamp— aplica el mismo principio puesto a trabajar la fuerza. Cerca del punto muerto, el brazo de palanca del eslabón de salida tiende a cero, así que la ventaja mecánica se dispara y una fuerza de mano modesta se traduce en un apriete muy alto.
Ahora bien, esa multiplicación es asintótica, y conviene entender su letra pequeña. En el punto muerto exacto la ventaja mecánica tiende a infinito, pero el movimiento de salida tiende a cero: es un punto singular, fuerza enorme y recorrido nulo, donde el trabajo útil que entregas es cero. El apriete real lo das justo antes de llegar al centro, no en él. Y en FDM ese apriete está topado por la propia pieza: por mucho que la palanca multiplique, la estructura cede elásticamente y el plástico cargado fluye, así que el "apriete enorme" rara vez se materializa entero. Una vez pasado el centro, además, la carga de la pieza sujeta tiende a mantener cerrada la abrazadera en lugar de abrirla: tira de ella y la estás empujando contra su tope, no soltándola.
También es la base del interruptor táctil con clic, y de cualquier mando que deba quedarse en "on" o en "off" sin quedarse a medio camino. La virtud común a todos es la misma: el mecanismo no tiene estados ambiguos. O está de un lado, o está del otro, y el umbral de vuelco se encarga de que no se quede flotando en mitad del recorrido.
Diséñalo para el FDM, no contra él
Un biestable impreso depende por completo de cómo orientes las capas. El elemento que almacena la elasticidad —sea un brazo que flexa o un muelle integrado— sufre su deformación máxima justo al cruzar el centro, y esa es la trampa clásica del FDM: si las capas se apilan en la dirección en que el brazo dobla, la tracción por flexión cruza los planos de capa y tira directamente de la unión entre cordones, que es el punto débil. El brazo delamina por la zona de máxima curvatura, a menudo en los primeros accionamientos. La regla es la de cualquier pieza que flexa: orienta el brazo para que doble en un plano paralelo al de las capas, de modo que la tracción de la flexión corra a lo largo de los cordones, en el plano XY, y no perpendicular al apilado. Túmbalo en el plano de las capas siempre que la cinemática del montaje te lo permita; el porqué completo de esta anisotropía está en Orientación de capas para el movimiento.
El pivote es la otra mitad del trabajo. Necesita un ajuste deslizante de verdad, holgura de giro suficiente para que la palanca bascule sin agarrotarse, porque un pivote que roza se come parte de la energía que debería ir al clic y emborrona el punto de vuelco. Dimensiónalo como cualquier articulación impresa —el hueco se diseña por lado y contando con que la impresora cierra el agujero y agranda el eje, del orden de 0,15–0,25 mm de holgura por lado a calibrar con una torre de tolerancias, según Tolerancias para piezas que se mueven—.
Y pon siempre un tope físico que limite el recorrido. No es opcional: sin un tope que detenga la palanca pasado el centro, nada impide que sigas empujando y sobreflexes el elemento elástico más allá de su deformación admisible. El tope hace dos cosas a la vez: define con precisión el estado cerrado (la palanca cae hasta él y ahí se queda) y protege al muelle de que lo lleves a rotura. Es contra él donde el clic descarga su energía.
Por dónde se rompe: cuatro fallos
Cuatro fallos acechan a un sobrecentro impreso, y conviene nombrarlos para poder evitarlos desde el diseño.
El primero es la fluencia —creep— del elemento que da la precarga. Si en el estado cerrado el muelle o el brazo queda permanentemente tensionado, el plástico cargado fluye despacio y libera esa tensión con las semanas o los meses. La precompresión que sintonizaste se relaja, la loma baja y un día el cierre que volcaba con autoridad se queda blando o se abre solo. Y aquí cuidado con un mito: el PLA tiene un módulo alto, pero es de los peores en fluencia a temperatura ambiente y su Tg ronda los 55–60 °C, así que bajo carga sostenida fluye notablemente —más, no menos, que un PETG—. La rigidez instantánea no es resistencia a la fluencia. Si la unión va a pasar la vida en estado cerrado, dos defensas: que en reposo la precarga sea la mínima que aún garantice el sobrecentro, no la máxima, y reservar para esa pieza un material con mejor comportamiento viscoelástico y mayor Tg si va a ver calor.
El segundo es la delaminación del brazo en el punto de máxima flexión —el de cruzar el centro—, que es exactamente el fallo que evita orientar bien las capas. Si lo imprimes de canto, ahí se abre.
El tercero es la pérdida de bistabilidad por holgura excesiva del pasador, ya descrito: demasiado juego en el pivote desplaza el punto muerto y agota el sobrecentro hasta que el mecanismo deja de quedarse donde lo dejas.
El cuarto es el que el propio clic se gana a pulso: la fatiga por ciclado y el daño por impacto contra el tope. Cada vuelco es un impacto, y un clic más sonoro es, por definición, más energía descargada de golpe contra el tope y contra la raíz del brazo. Lo que en el tip celebrabas como firmeza —subir la loma para un clic más rotundo— acorta la vida a fatiga: el brazo flexa al máximo en cada ciclo justo donde es más débil, y el tope encaja un martillazo repetido. Si la pieza va a accionarse miles de veces, no la sintonices al clic más fuerte que puedas: déjale margen, redondea la raíz del brazo y dale carne al tope.
Ajusta la rigidez con la geometría, no con el material
La rigidez del elemento elástico es la que fija cuánta fuerza cuesta cruzar el centro y cuánta energía tiene el clic, y la tentación es regularla cambiando de filamento o subiendo el relleno. Hazlo al revés: ajusta la rigidez por geometría antes que por material. La rigidez a flexión de un brazo crece con el cubo de su canto —el espesor medido en la dirección en que el brazo dobla, no su ancho— y cae con el cubo de su longitud, así que tienes un mando potentísimo en la sección del brazo y en el brazo de palanca, mucho más preciso y predecible que el que te da el material. Engorda el brazo en el plano de flexión o acórtalo para endurecer el vuelco; adelgázalo o alárgalo para suavizarlo. Cuidado con engordarlo por el lado equivocado: ensanchar el brazo en la dirección que no flexa sube la rigidez solo de forma lineal, no al cubo.
La razón de fondo para no fiarlo al material es que en FDM el módulo efectivo de la pieza no es el del filamento: depende del relleno, del número de perímetros, de la orientación y de la calidad de la soldadura entre capas, y varía mucho de una pieza a otra. Un brazo calculado sobre el módulo nominal del PLA puede salir bastante más blando si va hueco por dentro. Por eso, por mucho que afines la geometría sobre el papel, valida con un prototipo: imprime el biestable real, acciónalo, mide si el clic es el que querías y si el cierre aguanta, y corrige el canto del brazo si hace falta. La geometría te da el control; el prototipo te da el número.
Si lo que tienes entre manos es más un gancho que flexa para enganchar que una palanca que vuelca, la frontera entre ambos es fina y el razonamiento de retención lo tienes en Snap-fits que no se sueltan: la misma pregunta —cuánta firmeza, cuánto se deja abrir— resuelta con otra geometría.