Pivote impreso en sitio: nace ya articulado
Hay una clase de pieza que sale de la cama ya moviéndose: la sacas, le das un empujón y gira sin que hayas montado nada. No hay un eje aparte que insertar ni un enganche a presión que cerrar; el pasador y su alojamiento se han impreso a la vez, en la misma sesión, separados únicamente por un hueco de aire que la impresora nunca llegó a rellenar. Es la articulación print-in-place más básica, y casi toda su dificultad cabe en una sola cifra: las décimas de holgura que dejas entre las dos piezas. Aciértala y nace girando; fállala por poco y nace soldada, un bloque macizo imposible de despegar.
El hueco de aire es la pieza
El truco no es geométrico, sino de proceso. Modelas el pasador dentro de su agujero como dos sólidos que no se tocan, dejando entre ellos un anillo de hueco. Mientras imprime, la boquilla deposita la pared del pasador en una pasada y la pared del alojamiento en otra. Si entre las dos trayectorias queda suficiente aire, ningún cordón de una pieza toca el cordón de la otra. El plástico se enfría sin puentear ese hueco y las dos piezas quedan terminadas en su sitio: separadas, pero atrapadas la una dentro de la otra, porque el alojamiento se cierra por encima del pasador antes de que termine la impresión. No hay ensamblaje posterior: la captura ocurre durante la propia impresión, capa a capa, a medida que el contorno del agujero envuelve al eje.
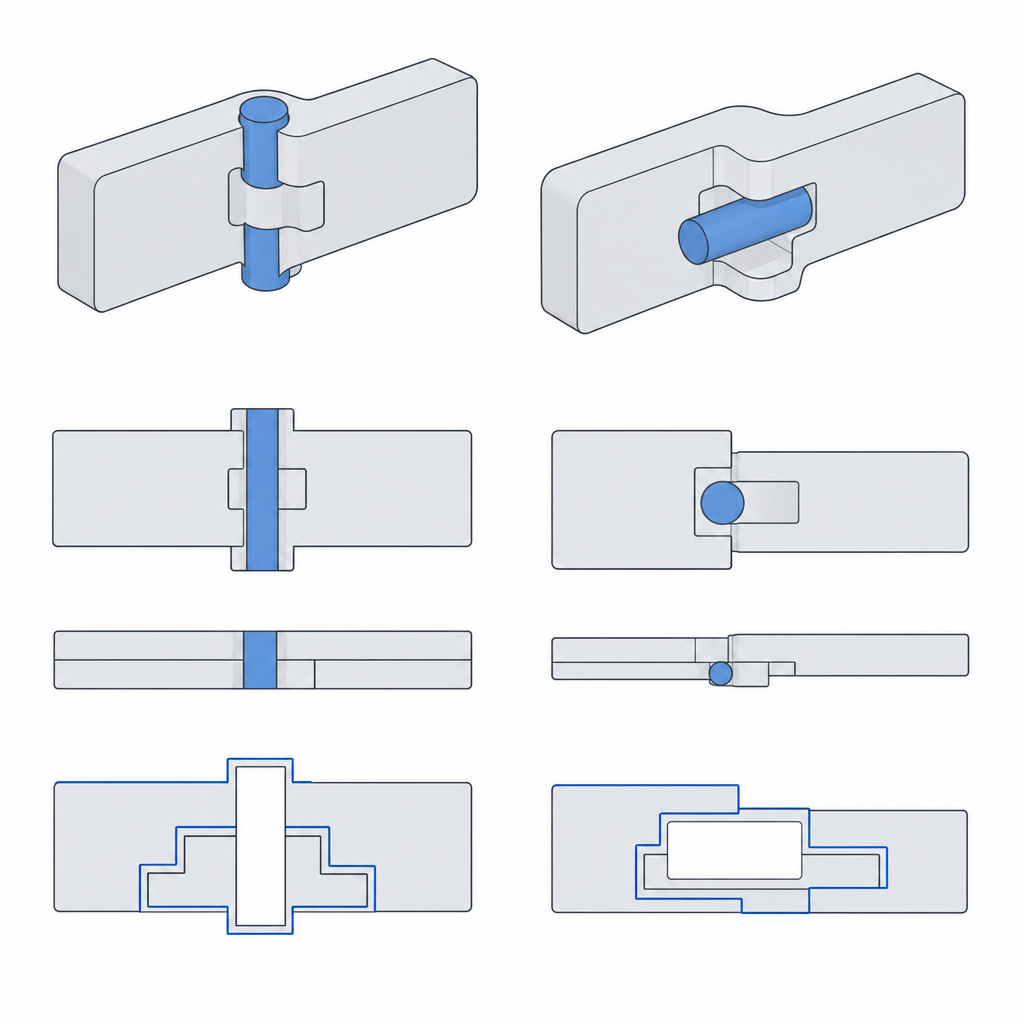
Esta narración de captura —el alojamiento envolviendo al eje según sube— describe el caso del eje horizontal, tumbado sobre la cama. Con el eje vertical el mecanismo es otro: pasador y alojamiento crecen como dos anillos concéntricos toda la altura, y lo que atrapa el eje son las pestañas o rebordes de los extremos, no un envolvimiento progresivo. Más abajo verás que la orientación cambia bastante más que esto; por ahora basta con saber que la captura puede venir de envolver al eje por arriba o de cerrarlo con un reborde, pero en ambos casos descansa sobre el mismo hueco de aire.
Lo que hace que funcione es exactamente lo que en cualquier otra unión sería un defecto. Un agujero impreso sale más estrecho que su cota y un eje sale más grueso que la suya —los cordones muerden el hueco desde ambos lados, como detalla Tolerancias para piezas que se mueven—, así que el hueco real es siempre menor que el dibujado. En un ajuste deslizante eso es un problema a corregir; aquí es el margen que tienes que presupuestar para que, después de que la impresora se coma su parte, todavía quede aire entre las paredes.
La holgura lo decide todo y tiene un umbral
Esta articulación vive o muere en un único número, y ese número tiene un escalón. La holgura radial entre la pared del pasador y la del alojamiento tiene un suelo: por debajo de cierto umbral las dos paredes están tan cerca que los cordones se sueldan al depositarse y la pieza sale maciza, inservible. Ese umbral es del orden de medio ancho de cordón —en una FDM doméstica de boquilla de 0,4 mm, en torno a 0,1–0,2 mm—, y la holgura que de verdad quieres diseñar queda un peldaño por encima, típicamente 0,2–0,4 mm. Por debajo del suelo no hay giro posible; bastante por encima, el pasador baila. Entre medias hay una franja real, no un único punto.
La razón del escalón es el ancho de extrusión efectivo. Tu boquilla no deposita una línea infinitamente fina: pone un cordón de unos 0,4–0,45 mm, y si el aire que dejaste entre las paredes es del orden de ese ancho o menor, el material de una pasada se derrama sobre el de la contigua y ambos se sueldan. Por eso el umbral no es universal: depende de tu cordón, de tu flujo, de tu temperatura. Una primera capa sobreextruida —es justo ahí donde más material extra se aplasta hacia los lados— puede cerrar el hueco en las primeras décimas de altura aunque el resto de la junta estuviera bien holgada, y dejarte un pasador soldado solo por la base.
El escalón es real, pero no es un acantilado perfectamente vertical. Justo en el borde encontrarás piezas intermedias: pasadores que giran con par alto, que ceden tras romper unas pocas adherencias puntuales de la primera capa, o que arrancan a tirones y luego se sueltan. De hecho, muchísimas piezas print-in-place bien diseñadas salen ligeramente pegadas y requieren un primer giro forzado para liberarse; ese «crujido» inicial es esperado, no un fallo. Solo cuando el hueco baja claramente del umbral la fusión es total y ya no hay giro que romper.
Una vez superado el suelo, el otro extremo también falla: pásate de holgura y el pasador entra, pero baila. Demasiado aire deja el eje suelto dentro de su alojamiento, con un juego que se nota como bamboleo y que, en un eslabón largo, se amplifica en la punta. El rango útil es estrecho: lo justo por encima del umbral de soldadura para garantizar que nunca se funda, sin pasarte tanto que el contacto se vuelva un traqueteo.
La orientación del eje del pasador decide la calidad
Cómo tumbes la pieza en la cama cambia por completo qué clase de superficie de contacto obtienes. Y aquí hay un compromiso ineludible.
Si imprimes con el eje del pasador vertical, perpendicular a la cama, cada capa traza el contorno circular del eje y del agujero, y la superficie de revolución sale redonda y limpia: el giro es suave porque el contacto es un cilindro de verdad. El precio lo paga el reborde que cierra el alojamiento por arriba —la corona que envuelve al pasador para atraparlo—, que se convierte en un voladizo anular horizontal y tiende a venirse abajo.
Si lo imprimes con el eje horizontal, paralelo a la cama, te ahorras ese voladizo anular, pero pagas en la superficie de contacto: el cilindro ya no se traza como un círculo continuo en cada capa, sino como un apilamiento de capas planas, y el escalonado deja el contacto facetado. Ojo, no en todo el perímetro: las dos generatrices que quedan arriba y abajo del cilindro son las que se escalonan, mientras que los flancos laterales siguen saliendo lisos. El giro deja de ser contra un cilindro perfecto y se nota como un punteo en esas dos zonas. En la práctica, esta suele ser la orientación que se elige, porque el voladizo del reborde es un problema más serio que un giro algo facetado, y se acepta la faceta como mal menor. Es la misma lógica que gobierna cualquier mecanismo impreso y que desarrolla Orientación de capas para el movimiento: la dirección de las capas decide hacia dónde va la calidad y hacia dónde la debilidad, y tú decides qué defecto prefieres.
Cerrar la trampa sin soldarla: el voladizo del cierre
Sea cual sea la orientación, hay una parte del alojamiento que casi siempre acaba colgando en el aire: el cierre que se echa sobre el pasador para atraparlo. Ese cierre arranca sobre el hueco de aire que rodea al eje, así que no tiene material debajo donde apoyarse, y tampoco puedes ponerle un soporte: cualquier soporte que tocara el pasador soldaría la junta que querías dejar libre, justo el fallo que intentas evitar.
La salida es geométrica, pero el remedio depende de la orientación, porque el voladizo no es el mismo en cada caso.
Con el eje horizontal, el agujero se ve de perfil y su parte superior es un puente: un arco cuya cima queda casi horizontal y se descuelga. Aquí la solución clásica es la lágrima —el perfil teardrop—: en vez de cerrar el agujero con un arco de medio punto, lo rematas en punta hacia arriba, de modo que cada capa solo vuele un poco más adentro que la de debajo. Mientras ese voladizo incremental se mantenga por debajo del ángulo que tu impresora puentea sin descolgarse —como regla general en FDM, en torno a 45° desde la vertical—, el puente se imprime autoportante, sin soporte y sin tocar el pasador.
Con el eje vertical, no hay arco que apuntar: el cierre es esa corona horizontal que rodea al eje, y una lágrima en el plano de la sección no sirve de nada. Lo que se domestica ahí es el voladizo anular, abriéndolo con un chaflán cónico en vez de un techo plano, de manera que el reborde crezca hacia dentro en pequeños escalones por debajo del ángulo límite, en lugar de aparecer de golpe como una repisa horizontal.
En los dos casos el principio es el mismo: limitar cuánto vuela cada capa respecto a la de debajo es lo que permite cerrar la trampa sin contaminar la junta. Si el cierre se descuelga, las hebras caídas tocan el eje y lo sueldan localmente: vuelves al bloque macizo, esta vez por arriba en vez de por la base.
Material, montaje y cuándo usarlo
El umbral no solo depende de la máquina; el filamento lo mueve con fuerza. El PETG tiende a soldar y pegarse mucho más que el PLA —su cordón fluye y se adhiere con avidez al de al lado—, así que con PETG conviene irse al extremo alto del rango de holgura. El PLA es más predecible y perdona bordes más ajustados. El TPU, elástico, perdona casi cualquier holgura porque cede al primer empujón, pero su flexibilidad lo hace mal candidato para un pivote que deba mantener un eje rígido. Si vas a estrenar una combinación de material y máquina, recalibra el suelo: el de tu PLA no vale para tu PETG.
Hay un par de palancas más para evitar la fusión por la base. Sube el pasador unas décimas sobre el plano de impresión con un pequeño zócalo propio, de modo que la junta no nazca en la primera capa sobreextruida; baja el flujo de la primera capa; y vigila la compensación de pie de elefante, que ensancha justamente la base donde menos lo quieres. Cualquiera de las tres mantiene el hueco abierto donde la impresora más tiende a cerrarlo.
El pivote impreso en sitio brilla cuando el montaje posterior sería un fastidio o directamente inviable: juguetes articulados que tienen que salir moviéndose, mecanismos de demostración que se entregan listos, cadenas de eslabones donde montar un eje por unión multiplicaría el trabajo por cada articulación. Cambias algo de calidad de giro por ahorrarte el ensamblaje entero, y cuando hay muchas uniones iguales ese cambio sale a cuenta. Donde no compensa es en una articulación que cargue de verdad o que exija un giro fino y sin juego: ahí un pasador metálico insertado en un agujero bien tolerado gana siempre.
Los modos de fallo son tres, y los tres se siguen de lo anterior. El primero es la fusión accidental: holgura por debajo del umbral, o una primera capa sobreextruida que cierra el hueco por la base, y la pieza sale maciza. El segundo es el juego excesivo: demasiada holgura y el pasador bambolea, con un giro flojo que en un eslabón largo se amplifica en la punta. El tercero es el desgaste del escalonado de capas en la superficie de contacto, sobre todo con el eje horizontal: las facetas rozan y el giro se siente rasposo. Con los ciclos, ese rodaje puede mejorar el ajuste bruñendo las crestas, o empeorarlo liberando virutas que dejan más juego; cuál de las dos cosas ocurre depende del par y del material. Ninguno es mala suerte; los tres salen de la misma cifra mal elegida.
Antes de imprimir el primero, calibra tu umbral de soldadura con la torre de tolerancias que describe Tolerancias para piezas que se mueven: ese número, aplicado al hueco entre pasador y alojamiento, es la diferencia entre una pieza que nace girando y un bloque que nace muerto.