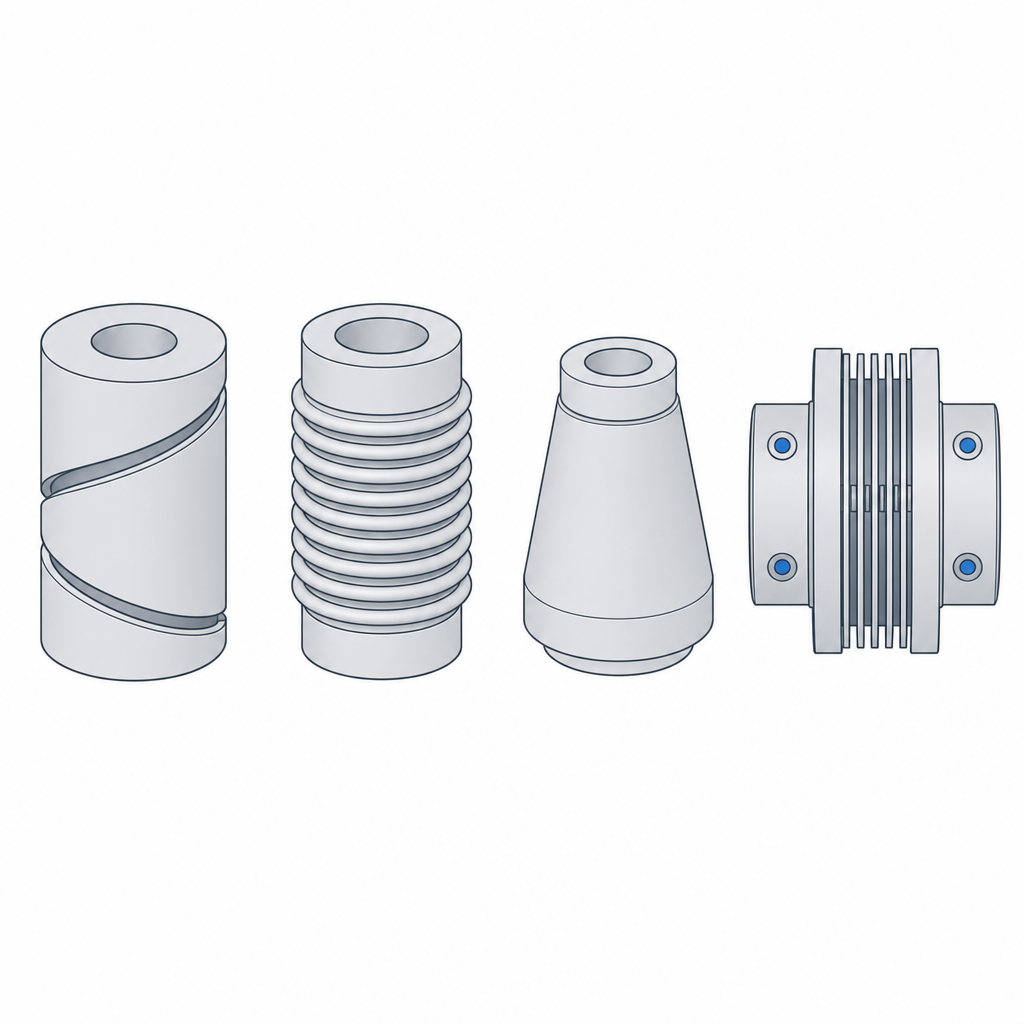
Acoplamientos flexibles y embragues: viga, fuelle, cono, fricción, centrífugo y limitador
Dos ejes que tendrían que estar perfectamente alineados nunca lo están. Un motor que asienta torcido sobre sus tornillos, un eje de salida que queda medio milímetro descentrado, una pieza impresa que se alabea al enfriar: cualquiera de esas cosas deja a los dos ejes con sus líneas de centro cruzadas o desplazadas. Si los unes con un casquillo rígido, esa desalineación se convierte en una carga lateral que muerde los rodamientos hasta que algo cede. Un acoplamiento flexible existe para eso: para transmitir el giro de un eje al otro sin transmitirle el error de montaje. Y un embrague hace algo distinto pero emparentado: decide cuándo y cuánto par pasa de un lado al otro. Las dos familias resuelven el mismo problema de fondo —cómo conectar dos rotaciones sin que la conexión sea una atadura rígida— y en FDM las dos chocan con las mismas tres limitaciones: la anisotropía entre capas, el desgaste de las superficies que rozan y la deriva de cualquier umbral que dependa de la geometría impresa.
El acoplamiento de viga: rígido a giro, blando a flexión
El acoplamiento de viga (beam coupling) es la solución más elegante del catálogo. Partes de un cilindro macizo y le haces uno o varios cortes helicoidales que dan la vuelta sin llegar a cerrarse, dejando un único hilo de material que sube en espiral. Lo que queda es una pieza que se comporta de dos maneras a la vez según cómo la cargues. Al par responde rígida: torcer el cilindro en el sentido del giro hace trabajar la sección del hilo helicoidal a torsión y flexión combinadas, no a un contacto entre espiras —que no llegan a tocarse bajo par normal—, y esa sección resistente es la que mantiene el desfase entre entrada y salida casi a cero. A la flexión y al desplazamiento lateral, en cambio, responde blanda: la hélice se comporta como un muelle, cada espira cede un poco y el conjunto absorbe que los dos ejes no estén alineados sin devolver esa carga a los rodamientos. Conviene saber que la rigidez a giro no es del todo simétrica: en un sentido el corte tiende a cerrarse y en el otro a abrirse, así que el acoplamiento es algo más rígido girando hacia un lado que hacia el otro.
El cero juego muerto —cero backlash, que es justo lo que quieres si vas a invertir el sentido de giro— no lo regala la hélice: lo regala ser una sola pieza. Cualquier acoplamiento monolítico impreso ya montado lo tiene, y ahí está su ventaja frente a un acoplamiento de mordazas o un Oldham, que sí arrastran juego en sus contactos. Lo que sí aporta la hélice es separar las dos rigideces: dura a par, blanda a desalineación.
La cinemática es la de un muelle torsional con eje propio. La rigidez a giro la fijan el ancho del hilo de material que dejas entre corte y corte y el paso de la hélice: hilo ancho y paso corto, más rígido y con más capacidad de par, pero menos tolerante a desalineación; hilo fino y muchas vueltas, más flexible y capaz de absorber más desalineación angular total —se reparte entre más espiras—, pero con menos par antes de que el hilo fluya. No es una elección libre: es el compromiso central de la pieza, y separa dos límites distintos —el par que transmite y la desalineación máxima que aguanta sin deformar el hilo de forma permanente—. Lo resuelves según cuánta desalineación esperas frente a cuánto par tienes que pasar.
La ventaja de imprimirlo es que sale de una sola pieza, ya montado (print-in-place), sin ensamblar nada, porque el corte helicoidal es el único hueco y no hay dos cuerpos que separar. La trampa es la orientación. Si imprimes el cilindro de pie, los cortes helicoidales quedan repartidos capa a capa y el hilo de material que hace de muelle cruza decenas de líneas de capa; cada espira es entonces una soldadura entre capas trabajando a tracción cuando el acoplamiento flexa, y ese es exactamente el plano débil de una pieza FDM. El acoplamiento no se rompe por el plástico: delamina por uno de los cortes finos y se descose la hélice. La defensa es la misma que gobierna cualquier mecanismo impreso —orientar para que la carga siga los cordones y no los despegue—, y se desarrolla en Orientación de capas para el movimiento.
El fuelle (bellows) resuelve la misma necesidad con otra geometría: en vez de una hélice cortada, una pared corrugada en acordeón que se pliega y despliega. Al absorber desalineación es aún más flexible que la viga porque cada onda cede como un pliegue, pero esa misma flexibilidad lo hace más blando a par y sus paredes finas son las más propensas a delaminar de toda la familia. En FDM es, de hecho, el peor candidato de la lista: una corruga de uno o dos perímetros casi no aguanta par y las ondas inferiores piden soporte que luego ensucia la cara funcional. Sirve cuando la desalineación es grande y el par bajo; para par alto y desalineación pequeña, la viga responde mejor.
El embrague de fricción: transmitir par dejando resbalar
Un embrague de fricción transmite par por el rozamiento entre dos superficies que aprietas una contra otra. La forma cónica encaja un cono macho en uno hembra y la presión axial los aprieta uno contra otro; la de discos apila varias superficies alternas y las comprime. En ambos casos el par que pueden pasar es el producto de la fuerza con que aprietas, el coeficiente de rozamiento de las superficies y el radio efectivo de la corona de fricción —ese punto intermedio entre el interior y el exterior del anillo donde de verdad ocurre el contacto, no un único radio—. Sube cualquiera de los tres y pasa más par.
Las dos formas no son equivalentes para la misma fuerza axial. El cono multiplica el par porque la fuerza normal sobre las caras no es la axial: es la axial dividida por el seno del semiángulo del cono, así que cuanto más cerrado el cono, más normal por la misma presión y más par. Esa es su razón de ser frente a un disco plano. El de discos multiplica de otra forma: cada par de caras en contacto añade su propia interfaz de fricción, así que con varios discos el par escala con el número de interfaces, no con el área —el área no entra en la fricción de Coulomb—. Apilar discos es meter muchas interfaces en poco espacio axial.
Lo que hace útil a un embrague de fricción —y lo distingue de un acoplamiento rígido— es que admite acoplar dos lados que giran a velocidades distintas. Mientras las superficies resbalan una sobre otra, el embrague transmite par pero deja que la diferencia de velocidad se vaya consumiendo, hasta que ambos lados se sincronizan y dejan de resbalar. Esa fase de resbalamiento es la que permite arrancar suave una carga pesada sin un tirón brusco, y es también la que modula: aflojando la presión, el embrague patina antes y pasa menos par.
El problema en FDM es esa misma fase. Una pista de fricción impresa no está hecha para rozar, y el fallo dominante no es siempre el que parece. El calor del rozamiento degrada la superficie de forma poco predecible —a veces la pule y cambia el agarre, a veces provoca un stick-slip a tirones—, pero el mecanismo que de verdad mata una pista de PLA es térmico: con una temperatura de transición vítrea de apenas 55-60 °C, el calor de patinaje ablanda el plástico mucho antes de fundirlo, y la pista fluye y se deforma bajo presión a temperatura baja. A eso se suma el desgaste abrasivo, que lima la geometría del contacto. Un embrague de fricción impreso es por tanto una buena demostración del principio y un limitador de par decente, pero un mal embrague de servicio continuo: cada ciclo de resbalamiento se come un poco de su capacidad. Si necesitas que dure, la pista quiere un material resistente al desgaste o, mejor, una pareja de fricción donde al menos una de las dos caras no sea plástico impreso.
El embrague centrífugo: acoplar al subir las vueltas
El centrífugo se acciona de otra manera. No lo accionas tú apretando: lo acciona la velocidad de giro. Unas zapatas montadas sobre el eje de entrada están retenidas hacia dentro por un muelle. Al subir las revoluciones, la fuerza centrífuga sobre la masa de cada zapata crece con el cuadrado de la velocidad, y en cuanto vence al muelle, las zapatas se abren hacia fuera y agarran por fricción la cara interior de una campana solidaria al eje de salida. Por debajo de ese régimen el motor gira prácticamente en vacío; por encima, queda acoplada. Por eso lo llevan las motosierras y los karts: el motor puede ralentizar sin calar porque a ralentí el embrague está suelto, y acopla solo al acelerar.
Ese paso no es un on/off limpio. Justo por debajo del régimen de enganche hay una franja de patinaje parcial en la que las zapatas ya rozan ligeramente antes de agarrar del todo, y ahí es donde un centrífugo impreso genera el calor que vidria y deforma su pista —el mismo problema de fricción de antes—. Y hay histéresis: el embrague engancha a un régimen pero desengancha a uno más bajo, porque una vez abiertas las zapatas el brazo del momento centrífugo cambia y el propio rozamiento ayuda a mantenerlas fuera. Cuéntalo al diseñar, o el embrague puede quedarse pegado a ralentí.
La cinemática deja el régimen de enganche en manos de dos números: la masa de las zapatas y la constante del muelle de retorno. Más masa o muelle más blando: engancha a menos vueltas. Menos masa o muelle más duro: engancha a más vueltas. Ese par de valores es el que diseñas, y es también donde FDM mete su cuña: una zapata impresa pesa lo que pesa el plástico, que es poco. Como la fuerza centrífuga es masa por velocidad al cuadrado por radio, antes que añadir masa a una zapata con poco hueco suele rendir más alejar la masa del centro: empujar el radio es la palanca que más usan los centrífugos reales. Y aquí el muelle metálico real embebido, en lugar de uno impreso, vale su peso en fiabilidad, porque un muelle de plástico relaja su fuerza con el tiempo y desplaza el umbral solo. El criterio de cuándo embeber hardware en lugar de imprimirlo queda cubierto en Hardware embebido: imanes, rodamientos e insertos.
El limitador de par: patinar a propósito para proteger el mecanismo
El limitador (slip clutch) usa la misma física de fricción que el embrague cónico, pero con la intención invertida. No quieres que transmita siempre: quieres que transmita hasta un par máximo y que a partir de ahí patine. Mientras el par de trabajo está por debajo del umbral, el limitador se comporta como una unión rígida y pasa todo el giro; en cuanto algo se atasca y el par sube de golpe, las superficies resbalan y el exceso de par no llega a la parte frágil del mecanismo. Es el fusible mecánico de un tren de engranajes impresos: ante un bloqueo, prefieres que patine una pista de fricción a que reviente un diente de PLA.
Hay dos maneras de fijar ese umbral. Una es fricción precargada por muelle: aprietas dos caras con una fuerza axial calibrada, y el par de patinaje es esa fuerza por el rozamiento por el radio, igual que en el embrague cónico. La otra son los resaltes elásticos (detents) —unos dientes que encajan en sus huecos y que, al superar el par, saltan fuera de su asiento con un clic y dejan girar—; aquí el umbral lo marca sobre todo el ángulo de la rampa del diente: un flanco a 45° salta a un par muy distinto que uno a 30° con la misma precarga, y por eso ese ángulo es la variable de diseño principal del detent, junto con la fuerza que lo mantiene asentado. La versión de muelle patina de forma continua y silenciosa; la de detents avisa con un castañeteo, lo que a veces es una ventaja porque oyes que el mecanismo ha llegado a su límite.
En FDM el limitador es de los embragues que mejor encajan, precisamente porque patinar es su función y no un accidente: no le pides servicio continuo, solo que actúe en el momento del atasco. Aun así, comparte el talón de Aquiles de todo lo que rueda por fricción impresa: cada vez que patina, vidria y desgasta la pista o lima el detent, y el umbral deriva —normalmente a la baja—. Esa deriva no se mide en meses sino en eventos de patinaje: un limitador que nunca se dispara no deriva, y uno que salta cien veces al día se descalibra en una semana. A modo ilustrativo, una pista que hoy salta a 2 N·m puede caer a 1,5 N·m tras unos cuantos miles de disparos. Si la precarga la da un muelle metálico y la pista un material resistente, esa deriva se ralentiza mucho.
| Pieza | Qué hace | Variable de diseño | Modo de fallo en FDM |
|---|---|---|---|
| Acoplamiento de viga | Absorbe desalineación sin backlash | Ancho del hilo y paso de la hélice | Delaminación de los cortes finos |
| Fuelle | Absorbe desalineación grande, par bajo | Número y espesor de corrugas | Rotura de la pared delgada |
| Embrague cónico | Transmite par, admite resbalar | Fuerza de apriete, semiángulo, radio | Vidriado y pérdida de par |
| Embrague de discos | Transmite par en poco espacio axial | Número de interfaces, fuerza de apriete | Alabeo de los discos finos, reparto de presión |
| Embrague centrífugo | Acopla al superar un régimen | Masa y radio de zapatas, muelle de retorno | Muelle plástico que relaja el umbral |
| Limitador de par | Patina sobre un par máximo | Precarga del muelle o ángulo de rampa del detent | Deriva del umbral por desgaste |
Las tres limitaciones de FDM, en conjunto
Si miras la familia entera, los modos de fallo se reducen a tres, y conviene tenerlos a la vista a la vez porque casi cualquier diseño choca con más de uno.
El primero es la delaminación de los cortes finos en los acoplamientos elásticos. La hélice de una viga y la pared de un fuelle son finas porque tienen que ser flexibles, y esa misma finura las deja a merced de la unión entre capas si la orientación es mala. La cura es de orientación, no de grosor: que la sección que flexa trabaje a lo largo de los cordones. Cuando la geometría te obliga a una orientación comprometida, el ajuste que más adhesión entre capas compra es bajar el ventilador de capa en esa zona; subir unos grados la temperatura de extrusión y reducir la velocidad ayudan también, pero el enfriamiento es la palanca de mayor efecto.
El segundo es el vidriado y la pérdida de par en cualquier pista de fricción impresa. El plástico no es un buen material de fricción seca: roza, se calienta y se degrada, y en el caso del PLA su transición vítrea tan baja —55-60 °C— hace que la pista se ablande y fluya con el calor del patinaje mucho antes de fundirse. Por eso los embragues de fricción de servicio continuo son los peores candidatos a imprimir tal cual, y por eso el limitador —que solo roza en el instante del atasco— es el mejor. Donde la fricción sea esencial y continua, la respuesta honesta es no fiarlo todo al plástico: una cara metálica, un material cargado resistente al desgaste, o aceptar que la pieza es solo una demostración.
El tercero es la deriva del umbral. Todo lo que dependa de un punto de enganche o de patinaje —el régimen del centrífugo, el par del limitador— está calibrado contra una geometría y una fuerza que el desgaste mueve. Las superficies se liman, los muelles de plástico fluyen y relajan su fuerza, y el valor de diseño se desplaza con el uso. Embeber un muelle metálico real congela la parte de ese valor que depende del muelle; un material de pista resistente al desgaste congela la otra mitad. Y como cada décima de holgura en las pistas y los detents cambia tanto el par de enganche como el desgaste, todo esto descansa sobre acertar primero con los ajustes: cuánto hueco dejas entre las piezas que rozan y encajan es la base de que cualquiera de estos umbrales sea repetible, y eso lo gobierna Tolerancias para piezas que se mueven.