Cadena flexible print-in-place
Es la pieza que todo el mundo imprime el primer mes: una cadena de eslabones que sale de la cama ya articulada, eslabón con eslabón, sin que nadie haya montado nada. Parece magia, pero no hay truco de software detrás: hay un hueco de aire. Los eslabones se imprimen entrelazados, uno dentro del otro, y entre las superficies que comparten queda un espacio que la boquilla nunca llega a rellenar. Ese hueco vacío es la articulación. Todo el oficio de una cadena impresa ya montada (print-in-place) cabe en una sola decisión: cuánto separas dos caras que tienen que tocarse sin soldarse. Acierta ese número, y la cadena cae blanda de la bandeja; fállalo por una décima, y tienes un bloque rígido o un montón de eslabones sueltos.
El hueco de aire es la articulación
Una impresora no sabe imprimir "dos piezas separadas en el mismo sitio". Solo deposita plástico capa a capa, y si dos paredes quedan lo bastante cerca, el material de una se funde con el de la otra y las dos paredes salen pegadas. La cadena print-in-place explota justamente el límite de esa fusión: dejas entre las dos caras enfrentadas un hueco mayor de lo que el proceso es capaz de cerrar, pero menor de lo que necesitarías para que la unión bailara. Dentro de esa ventana, los dos eslabones nacen tocándose geométricamente pero sin un solo puente de plástico entre ellos. Se rozan, no se sueldan.
La cinemática es la de un par de revolución hecho a propósito con holgura. En reposo, el hueco está libre: los dos eslabones no se tocan, y por eso cada par gira casi sin resistencia. El contacto solo aparece cuando tiras de la cadena, y entonces las dos caras enfrentadas se topan y transmiten fuerza —la tracción—, no movimiento. Cada par tiene además un eje preferente, el que definen los dos arcos internos al apoyarse: un eslabón flexiona mejor en un plano que en los demás. La libertad multidireccional de una cadena no nace de que un par no tenga eje, sino de encadenar muchos pares con ejes alternos: uno gira en un plano, el siguiente en el ortogonal, y la suma de todos esos ejes pequeños es lo que deja a la cadena doblar, retorcerse y abrirse como si fuera continua. El precio es que ese mismo juego que le da libertad es el que, pasado de rosca, la vuelve floja y la hace traquetear.
La holgura print-in-place: el número que manda
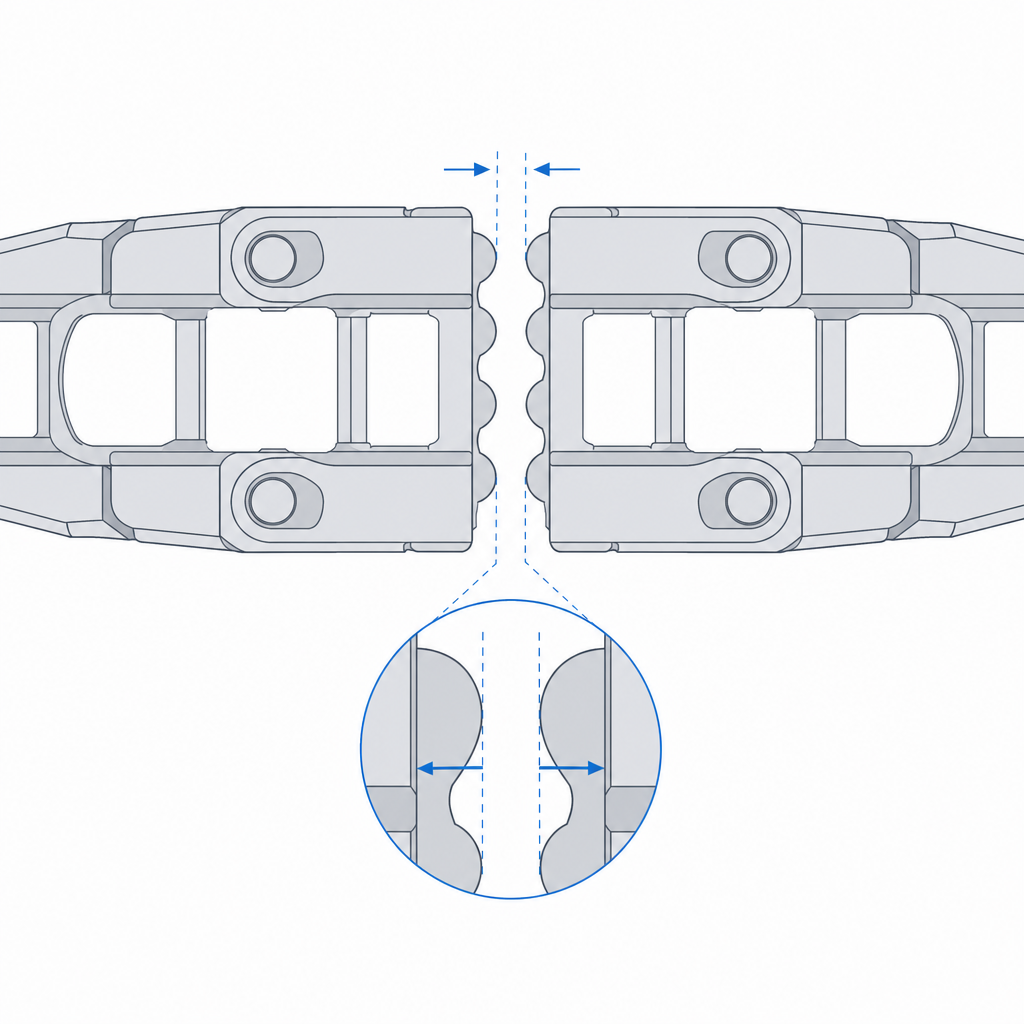
Si solo afinas un número en toda la pieza, que sea este. La separación entre cada par de caras enfrentadas es la luz que decide si articula. Pero ojo con la métrica: lo que cierra esa luz no es la altura de capa, es el ancho de cordón. Cada pared deposita su cordón hacia el hueco, y es la mitad de ese cordón —no la capa— la que avanza sobre la separación que dibujaste. Por eso una holgura realista arranca en torno a 0,2 mm por cara, casi independientemente de si imprimes a 0,12 o a 0,28 mm, porque con un cordón típico de 0,4–0,45 mm cada cara se come del orden de 0,1 mm de luz por lado antes de que la cadena salga de la bandeja.
La altura de capa sí manda, pero en otro sitio: en las caras horizontales enfrentadas, las que se apilan en Z, donde un hueco por debajo de una capa le pide a la máquina una resolución vertical que no tiene. Conviene pensar este hueco por cara enfrentada, no por el conjunto, igual que la holgura de un pivote se calcula por lado y no por diámetro: es la misma contabilidad que desarrolla Tolerancias para piezas que se mueven. Y, como en cualquier ajuste impreso, el número en pantalla no es el número en la pieza: el cordón engorda las dos caras hacia el hueco y se come parte de tu separación. Por eso una holgura "de cero" no es articulación, es un bloque macizo.
| Material | Hueco por cara | Notas |
|---|---|---|
| PLA | 0,20–0,30 mm | ventana ancha y tolerante; el caso fácil |
| PETG | 0,30–0,40 mm | más pegajoso y propenso a soldar; abre y baja flujo |
| TPU (flexible) | 0,30–0,45 mm | hilos y deformación; ventana estrecha, prueba probeta |
Túmbala: que la articulación quede en el plano XY
La orientación decide la calidad de cada cara de la articulación, porque la impresora no resuelve igual un contorno horizontal que uno vertical. Una superficie definida por el perímetro en el plano XY —el contorno que la boquilla dibuja sobre cada capa— sale limpia y a cota: el control que tienes sobre el camino de la boquilla es muy fino en el plano. Una superficie horizontal enfrentada, en cambio, depende del puenteo: el plástico tiene que cruzar el hueco en el aire sin nada debajo, y si el cordón cuelga, baja y cierra el espacio que era toda la gracia.
Por eso la regla es tumbar la cadena de modo que las caras de articulación queden definidas por contornos en XY siempre que la geometría lo permita, y reservar las caras horizontales enfrentadas para tramos cortos que la máquina pueda puentear sin descolgarse. Hay además una razón estructural para tumbarla, y es la misma anisotropía que gobierna cualquier pieza que se mueve: las capas se adhieren mal entre sí, y la zona fina de un eslabón —el punto donde la sección se estrecha para entrelazarse— es justo donde no quieres un plano de capa alineado con el esfuerzo. Orientación de capas para el movimiento desarrolla por qué esa fibra débil hay que orientarla a favor de la carga; en la cadena se traduce en que el eslabón debe flexar a lo largo de los cordones, no despegándolos.
Sin soportes, por diseño
Una cadena print-in-place no lleva soportes, y no es una preferencia: es un requisito. Un soporte es plástico que la máquina deposita dentro de un voladizo para sostenerlo, y luego pretendes arrancarlo. Si ese soporte cae dentro de la articulación, pasa lo peor en cualquiera de los dos casos: o suelda los eslabones porque el soporte toca las dos caras a la vez, o deja un residuo rugoso atrapado en un hueco al que no llegas con ninguna herramienta, y la cadena nace atascada. No hay forma de limpiar el interior de un enganche cerrado.
La consecuencia es que la geometría se piensa para sostenerse sola, y conviene separar dos límites que no son el mismo. Los voladizos de las paredes inclinadas se mantienen dentro del ángulo que el material aguanta sin descolgarse —del orden de 45° respecto a la vertical en PLA—. El techo del hueco de articulación, en cambio, no es un voladizo: es un puente, un tramo horizontal sin apoyo que la boquilla cruza de pared a pared, y su límite no es un ángulo sino una longitud puenteable, del orden de unos pocos milímetros con buena refrigeración. Diseña ese techo corto y deja que el laminador lo puentee; no lo conviertas en un voladizo abierto que pida soporte. Una cadena bien dibujada es, en realidad, un ejercicio de eliminar todo voladizo que pidiera soporte, porque el laminador no distingue entre un soporte útil y uno que arruina la pieza: deposita plástico donde ve aire, y aquí el aire es la función.
Primera capa, flujo y enfriamiento: la calibración es parte del diseño
Puedes tener la holgura perfecta en pantalla y arruinarla en la primera capa. El aplastado del primer cordón contra la cama (el squish) y el flujo general deciden cuánto plástico real sale por la boquilla, y los dos empujan en la dirección que cierra los huecos finos. Un exceso de aplastado ensancha las primeras capas hacia los lados y estrecha la separación justo en la base de la cadena, donde las caras enfrentadas arrancan; una sobreextrusión respecto al cordón nominal —esté el flujo marcado en 100 o en 105— engorda todos los cordones y se come la luz a lo largo de todo el enganche. En una pieza normal eso es un acabado feo. En una cadena print-in-place es la diferencia entre que articule y que salga maciza.
Falta el tercer control, y en PLA es casi el más decisivo: el enfriamiento de capa. El ventilador es lo que solidifica el cordón del puente antes de que cuelgue y cierre el techo del hueco, y lo que evita que el calor acumulado en una zona estrecha reblandezca la cara de enfrente y la suelde. Con poca refrigeración, una holgura correcta sobre el papel sale soldada por puro calor retenido. Por eso calibrar flujo, primera capa y ventilador no es un paso opcional previo, es parte del diseño de la cadena. Una décima de sobreextrusión que en un cubo no notarías aquí suelda dos eslabones. Si vienes de imprimir piezas tolerantes y das el flujo por bueno, esta es la pieza que te dirá la verdad sobre tu calibración: si la cadena sale rígida y la holgura era la correcta, no es la holgura, es que estás sacando más plástico del que crees.
Tres modos de fallo, y qué hacer con cada uno
Una cadena print-in-place falla de tres maneras, y las tres se leen al despegarla de la bandeja. La primera es que los eslabones salgan soldados: la cadena es un bloque rígido o cruje y se parte cuando intentas doblarla. La causa es holgura insuficiente, sobreextrusión o enfriamiento pobre —los tres cierran el hueco—, y se corrige abriendo la separación, bajando el flujo o subiendo el ventilador, casi nunca tocando otra cosa. La segunda es que la articulación se parta al primer movimiento: el eslabón cede en su zona fina, limpio y de golpe, porque ahí las capas estaban mal adheridas y la flexión las despegó. Es delaminación, y se ataca con orientación —tumbarla— y reforzando la adhesión por diseño: más perímetros o más sección en la zona estrecha, y una temperatura de extrusión algo más alta de forma global. Cuidado con bajar la velocidad o subir el calor solo junto al hueco para "soldar mejor" esa zona: ese mismo calor local reblandece la cara de enfrente y te lleva derecho al primer modo de fallo. La tercera es la contraria: que la cadena se desarme, con eslabones que se salen del enganche porque la holgura era excesiva y la articulación traquetea hasta desencajarse.
Saber cuál de los tres tienes te dice exactamente qué número mover, y casi siempre es uno solo. Soldada, abre el hueco, baja el flujo o sube el ventilador. Partida, cámbiala de orientación y refuerza la sección fina. Suelta, cierra el hueco. No los toques todos a la vez o no aprenderás nada de la siguiente impresión.
En cuanto a para qué sirve más allá del efecto: la cadena print-in-place es la mejor demostración que existe del control de tolerancias de una impresora —si te sale articulada, tu máquina está calibrada—, y de ahí salen aplicaciones reales: cadenas portacables para guiar mangueras y mazos, pulseras y correas flexibles, transmisiones decorativas, cualquier cosa que tenga que doblar en muchas direcciones sin un eje físico. Todas viven o mueren por el mismo número, así que antes de imprimir la cadena conviene cerrar tu hueco real con una probeta, igual que cualquier otro ajuste impreso, como se explica en Tolerancias para piezas que se mueven.