Etapa de husillo: tornillo a movimiento lineal con fuerza
Un husillo es la forma más honesta de mover algo recto con fuerza: un tornillo que al girar arrastra una tuerca a lo largo de su eje. Y mientras lo hace, multiplica tu par hasta convertirlo en un empuje que no esperarías de un motor pequeño. No hay magia, hay un plano inclinado enrollado en hélice. Pero esa misma hélice que te regala fuerza decide también si la etapa avanza rápido o lento, si retrocede sola bajo carga o se queda clavada donde la dejaste, y si la rosca impresa aguanta diez ciclos o se pela en el primero. Casi todo se juega en dos números —el paso y el ángulo de hélice— y en una decisión que muchos posponen: si la rosca de carga la imprimes o la compras.
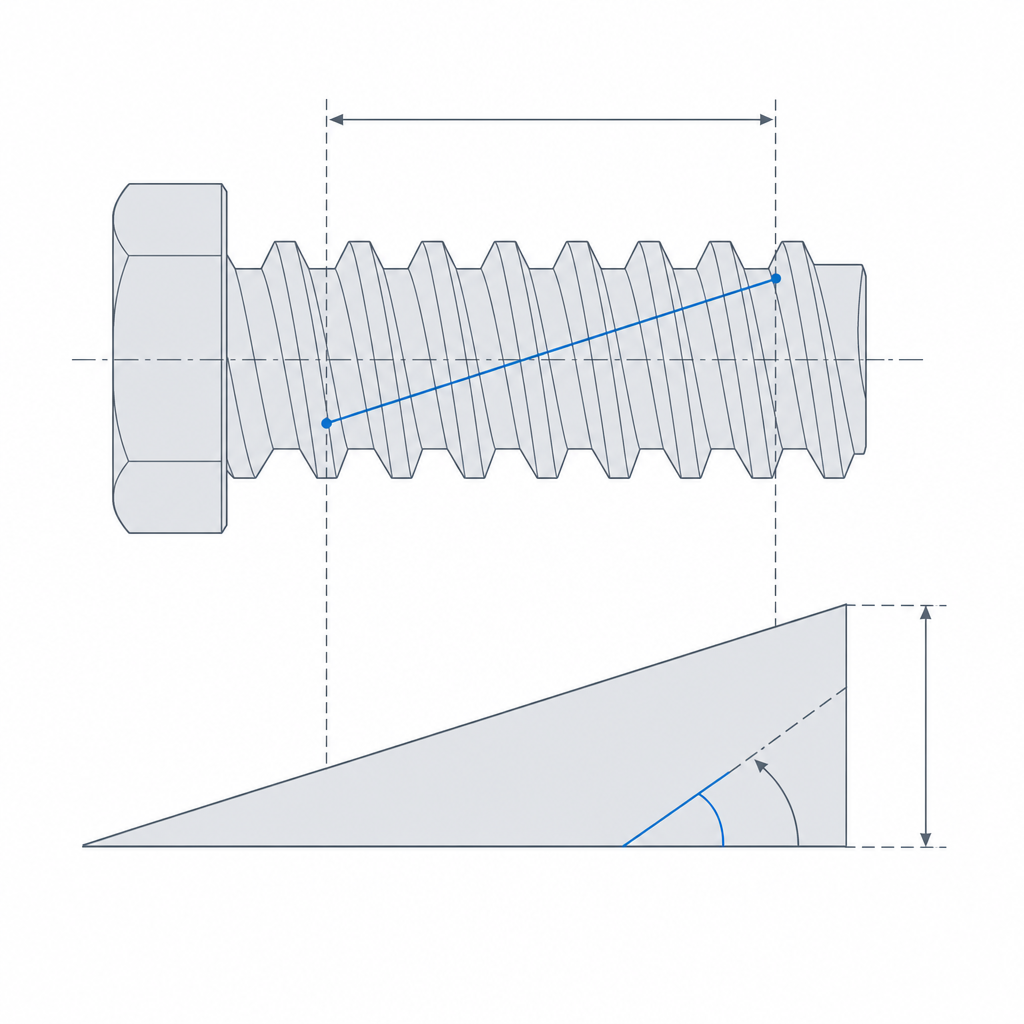
La hélice convierte vueltas en avance, y par en fuerza
La rosca es un plano inclinado enrollado alrededor de un cilindro. Cada vuelta completa del tornillo desplaza la tuerca exactamente lo que llamamos avance: el paso multiplicado por el número de entradas. Una rosca de una entrada con paso de 2 mm avanza 2 mm por vuelta; una de dos entradas con el mismo paso avanza 4. Ese número es la relación de transmisión de toda la etapa, y de él dependen el resto de decisiones.
La ventaja mecánica sale de la geometría de ese plano inclinado. El ángulo de hélice mide cuánto sube la rampa por cada vuelta: es el ángulo cuya tangente vale el avance dividido por el perímetro del diámetro medio de la rosca. Un avance pequeño da un ángulo de hélice pequeño —una rampa de poca pendiente— y por tanto recorres mucha distancia angular para ganar un milímetro lineal: ese reparto largo es lo que multiplica la fuerza. Un paso pequeño te da mucho empuje y poco avance —lo que quieres en una prensa o una mordaza, donde sobra recorrido y falta fuerza—. Un paso grande hace lo contrario: ángulo de hélice grande, rampa pronunciada, avanza deprisa con poco par, útil cuando quieres velocidad y la carga es ligera. No puedes tener las dos cosas; estás eligiendo en qué gastas las vueltas del motor, si en fuerza o en distancia.
El autobloqueo: sostener posición sin freno
Hay una propiedad de la hélice que vale oro en una etapa lineal: el autobloqueo. Si el ángulo de hélice es menor que el ángulo de fricción del par tornillo-tuerca, la tuerca no puede hacer girar el tornillo por mucho que empuje en sentido axial. Dicho de otro modo: tú giras el tornillo y la tuerca avanza, pero la carga axial sobre la tuerca no consigue devolver el giro. La etapa no retrocede sola bajo carga, y mantiene la posición sin necesitar energía continua ni un freno.
La física es la del plano inclinado otra vez. Empujar la tuerca contra la hélice equivale a empujar un peso ladera arriba por una rampa: si la pendiente es suave y el rozamiento alto, el peso no desliza, se agarra. Por eso un paso pequeño tiende al autobloqueo —su ángulo de hélice es pequeño, la pendiente cae por debajo del cono de fricción— y un paso grande, con su rampa pronunciada, tiende a dejarse retroceder. Si tu mordaza debe mantener el apriete con el motor apagado, o tu elevador no puede caer cuando sueltas la manivela, quieres estar del lado autobloqueante.
Aquí es donde el perfil de rosca importa más que en ningún otro sitio. Las roscas Acme y trapezoidales —flancos a 29° o 30°, filete grueso y de cresta plana— se usan precisamente en husillos de potencia por dos razones que se refuerzan: su sección robusta resiste la carga axial sin pelarse, y su geometría de paso amplio y bajo ángulo de hélice cae con naturalidad del lado del autobloqueo. La rosca triangular fina de un tornillo de métrica está pensada para apretar, no para transmitir movimiento bajo carga repetida.
Imprimir la rosca o comprarla: cuándo deja de salir impresa
Aquí la realidad del FDM pone su condición, y es dura. Una rosca se imprime bien solo cuando es gruesa y de paso amplio. Conviene separar dos usos que la gente mezcla: para un tornillo de sujeción impreso, que solo aprieta y no traslada carga repetida, M8 o mayor sale razonable; para un husillo de movimiento bajo carga, en cambio, las métricas finas no son husillos de potencia —su filete bajo y sus flancos a 30° se redondean y no agarran—. El suelo práctico ahí es un perfil trapezoidal tipo Tr8, y mejor aún Tr10 o Tr12. Las roscas finas no salen: el filete es más pequeño que lo que tu boquilla puede resolver con dos cordones, las crestas quedan redondeadas y los valles rellenos, y el perfil que sostiene la carga se desdibuja hasta no agarrar.
La orientación manda sobre el resultado. Imprime el tornillo en vertical, con el eje perpendicular a la cama: así cada vuelta de la hélice se reparte capa a capa de forma continua y el perfil sale limpio y simétrico. Tumbado, la rosca cruza voladizos por su cara inferior, sale colapsada y asimétrica, y un flanco no se parece al otro, fatal para un par que debe deslizar suave. Esto es la misma lógica de Orientación de capas para el movimiento aplicada a una hélice: la dirección de las capas decide hacia dónde apunta la debilidad y cómo de fiel queda la geometría que de verdad transmite la fuerza.
En vertical, el perfil del flanco lo resuelve la altura de capa, no el ancho de cordón: el filete necesita varias capas para tener un perfil de verdad —un paso de 1,5 mm con capa de 0,2 mm son unas siete capas por paso—, y eso solo lo cumplen los pasos amplios. Y hay un detalle propio del impreso vertical que cuesta caro olvidar: la costura Z. La línea por donde el laminador cierra cada vuelta deja una cicatriz que el flanco de la rosca cruza paso a paso, y eso se traduce en un punto duro periódico en el avance y en una debilidad alineada. Manda la costura al núcleo del tornillo, no al flanco, o úsala aleatoria para repartirla. Aun así, la unión entre capas es el plano débil de la pieza, y el pelado de la rosca impresa es siempre una cizalla entre capas: el impreso vertical mejora el perfil, no elimina la anisotropía.
Y luego está la decisión que toca afrontar: para cualquier etapa que mueva carga real, el tornillo impreso es el eslabón débil. La opción robusta es una varilla roscada o un husillo trapezoidal metálico comprado, con la tuerca impresa —o una tuerca de latón embebida—. El metal aporta la rosca que aguanta el desgaste; el plástico aporta la forma alrededor, que es lo barato de iterar. Reserva el tornillo impreso para etapas de poca carga, prototipos y movimiento ligero; en cuanto la carga sea real, el husillo lo compras.
Holgura y backlash: el juego al invertir el sentido
El ajuste entre tornillo y tuerca define el backlash axial (el juego de inversión): el huelgo entre flancos de rosca que se manifiesta como desplazamiento perdido cuando inviertes el sentido de giro. Aprietas en un sentido y la tuerca empuja contra un flanco del filete; inviertes, y el tornillo gira en vacío hasta que la tuerca cae contra el flanco opuesto. Todo ese hueco entre flancos es desplazamiento perdido, posición que ordenas y no llega a producirse. Demasiado holgado y la etapa tiene un juego perceptible cada vez que cambias de dirección; demasiado apretado y el par agarrota —el rozamiento se dispara, el avance se vuelve duro y la rosca impresa empieza a desgastarse a cada pasada—.
La holgura correcta se decide igual que cualquier otro ajuste impreso: el agujero —aquí, la rosca interior de la tuerca— sale más cerrado que el nominal, y hay que abrirlo a propósito contando con que la impresora se llevará una parte. Es exactamente el razonamiento de Tolerancias para piezas que se mueven, solo que aplicado a un perfil helicoidal en vez de a un cilindro liso: necesitas que la tuerca deslice sin juego, ni floja ni clavada, y ese punto lo encuentras midiendo, no adivinando.
Cuando la precisión de posicionamiento importa de verdad —un eje de máquina, una etapa que va y viene— la solución es una tuerca antibacklash: dos medias tuercas precargadas por un muelle que empujan en sentidos opuestos, de modo que cada una se apoya contra un flanco y entre las dos no dejan hueco muerto. Pagas algo más de rozamiento a cambio de matar el juego al invertir. Pero ojo con imprimirla: la precarga del muelle carga permanentemente el flanco de plástico, y una antibacklash impresa se desgasta deprisa y reabre justo el juego que pretendía cerrar. Es precisamente donde la tuerca comprada de latón o POM se vuelve casi obligada. Para una mordaza que solo aprieta en un sentido no necesitas ninguna; para un carro que posiciona en los dos, es lo que separa una etapa útil de una que baila.
Para qué sirve, y por dónde se rompe
La etapa de husillo es la herramienta cuando quieres mover algo recto con fuerza y posición controlada: prensas, mordazas, ejes de máquina, mecanismos de elevación, cualquier sitio donde sobre la ventaja mecánica y quieras además mantener la posición sin gastar energía continua. Es lenta por naturaleza —ese es el precio de la fuerza— y eso la hace previsible: un giro, un avance medido, y no se mueve hasta que vuelves a girar el tornillo, si la diseñaste autobloqueante y la carga no vibra.
Conviene nombrar los modos de fallo antes de que te los enseñe la pieza rota. El primero y más común es el pelado de la rosca impresa bajo carga: los filetes de plástico se desgastan y arrancan capa a capa hasta que la tuerca patina sobre el tornillo; esa es la razón de fondo para preferir husillo metálico en cuanto la carga sea real. El segundo es el backlash al invertir, el juego muerto que arruina el posicionamiento si el ajuste quedó flojo o si no montaste tuerca antibacklash donde hacía falta. El tercero es el agarrotamiento: un ajuste demasiado apretado, o suciedad y virutas en la rosca, que disparan el rozamiento hasta que el avance se vuelve durísimo o se bloquea del todo. Y en ese punto, si insistes con el motor, vuelves al primer fallo: el par extra se come los filetes. Hay un cuarto modo que el plástico añade de su cosecha: el rozamiento alto a velocidad genera calor que ablanda el PLA o el PETG, y la tuerca fluye y se deforma de forma permanente antes incluso de pelarse mecánicamente. Es el fallo silencioso de los husillos impresos rápidos, y el PLA es el más expuesto.
Si vas a embeber una tuerca metálica o a roscar la pieza para recibir el husillo, el cómo lo tienes en Roscas, insertos y tuercas: es la pieza que convierte esta etapa de un prototipo impreso en un mecanismo que aguanta carga de verdad.