Disco Belleville: mucha fuerza en poco recorrido
Un disco Belleville es un cono muy plano —una arandela tronco-cónica— que hace lo que casi ningún muelle se atreve: dar una fuerza enorme moviéndose apenas unas décimas de milímetro. No se comprime como un resorte helicoidal ni flexa como una lengüeta; se aplana. Aprietas en el eje, el cono se va tumbando hacia el plano y devuelve una fuerza altísima en un recorrido ridículo. Esa es toda su gracia, y también todo su problema: la fuerza que entrega depende de un espesor que tienes que clavar a la décima, y eso es justo lo que una impresora FDM hace peor.
El cono se aplana y la curva se dobla
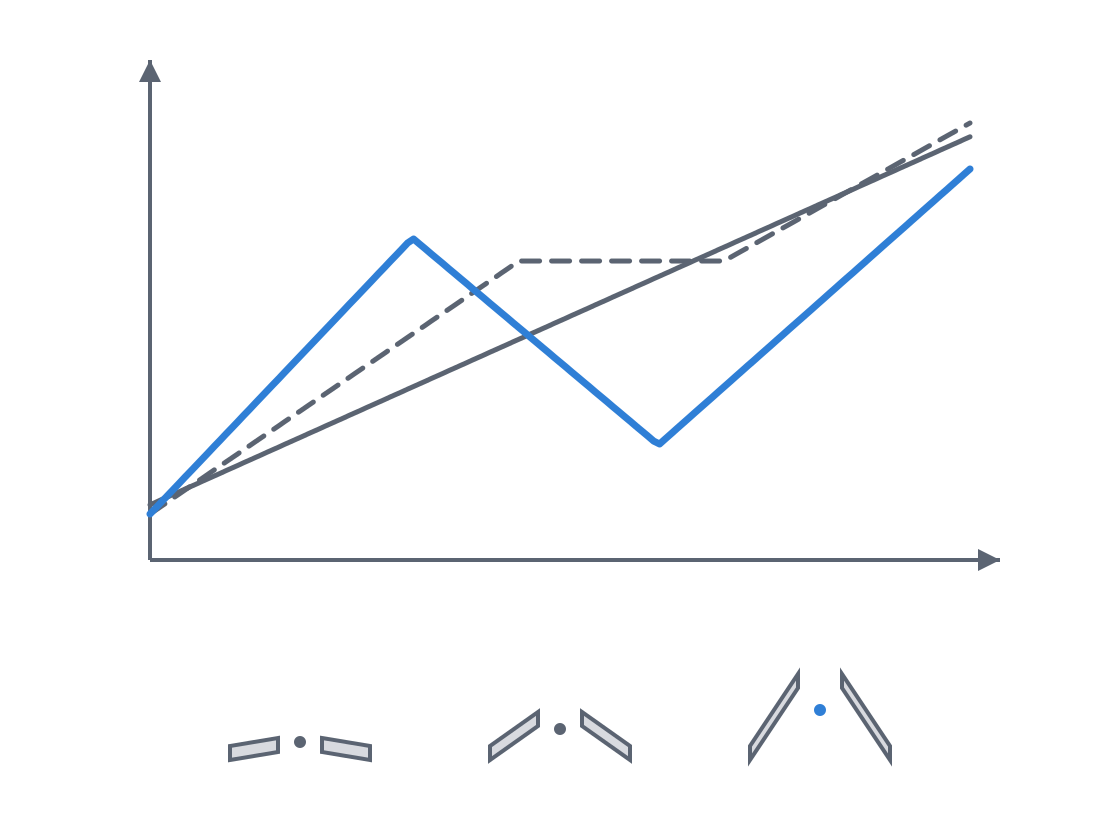
La clave de un Belleville es que no obedece a Hooke. Un muelle normal devuelve fuerza en proporción al recorrido —tira el doble cuando lo comprimes el doble— y su curva fuerza-recorrido es una recta. El disco cónico no: a medida que el cono se tumba, la geometría que resiste el aplanamiento va cambiando, y la curva se dobla. Lo que la dobla, y en qué sentido, lo gobierna una sola relación geométrica: la altura del cono frente al espesor del disco (h/t).
Razónalo desde la pieza. Cuando empujas el borde interior contra el exterior, el material no se comprime como una columna: se ve obligado a girar alrededor de su propio anillo, y ese giro pone una cara en tracción y la otra en compresión, repartido por todo el contorno. Con un cono poco peraltado —h/t bajo, por debajo de 0,4 o 0,5, casi una arandela plana— el disco se comporta de forma casi lineal y con rigidez positiva: cuanto más lo aplanas, más fuerza te opone, igual que esperarías. Pero al subir el peralte la respuesta cambia. En torno a h/t ≈ 1,4 aparece un tramo en mitad del recorrido donde la fuerza apenas cambia: el disco entrega una fuerza casi constante mientras se hunde, que es una rareza muy útil. Y si peraltas aún más, pasado h/t = √2 ≈ 1,41 la curva llega a tener pendiente negativa: a partir de cierto punto el disco empuja menos cuanto más lo hundes, se vuelve inestable y salta de golpe al otro lado. Eso es el snap-through, la misma inversión que sientes al pulsar la tapa de un bote o un pulsador de membrana.
Apílalos para ajustar fuerza o recorrido
Un disco suelto te da una curva fija. La ventaja industrial del Belleville es que se apila, y según cómo lo orientes sumas una cosa u otra. Es aritmética de conos y conviene tenerla clara antes de imprimir nada.
Si pones varios discos en el mismo sentido, anidados como una pila de vasos, trabajan en paralelo: todos resisten a la vez el mismo aplanamiento, así que las fuerzas se suman y el recorrido sigue siendo el de uno solo. Dos discos iguales en paralelo dan, idealmente, el doble de fuerza en el mismo hundimiento. Si en cambio inviertes la orientación de cada disco respecto al anterior —cara cóncava contra cóncava, convexa contra convexa, de modo que se tocan borde interior con borde interior y luego borde exterior con borde exterior—, trabajan en serie: cada uno aporta su recorrido y la fuerza es la de uno solo, de modo que sumas carrera sin sumar carga. Combinando los dos montajes —grupos de paralelo apilados en serie— afinas la fuerza y el recorrido por separado a partir de un único disco repetido. Es un kit de precarga compacto: el mismo elemento, multiplicado y orientado, te cubre un abanico de respuestas sin rediseñar la pieza.
Ten presente el precio mecánico del apilado, y que cada montaje paga el suyo. En paralelo, los discos rozan unos contra otros al deslizarse en cada ciclo: esa fricción interfacial introduce histéresis —la fuerza de subida no es la de bajada—, desgasta las caras de contacto y, por eso mismo, el "doble" de fuerza nunca es exacto; pierdes un porcentaje que crece con el número de discos. En serie el contacto es de cantos —los bordes de un disco apoyan contra los del siguiente—, y ahí el desgaste se concentra y se vuelve radial y localizado. En plástico, los dos modos de desgaste son mucho más acusados que en acero, otra razón para no abusar de pilas largas en FDM.
Para qué sirve: precarga en un milímetro
El Belleville se gana su sitio donde necesitas mucha fuerza axial en muy poco espacio y muy poco recorrido. Ese es su nicho, uno que el muelle helicoidal no cubre: para dar esa fuerza en esa carrera, un helicoidal necesitaría una constante altísima —alambre grueso y diámetro pequeño—, y aun así no alcanza la densidad de fuerza axial del Belleville en el mismo espesor.
El caso típico es la precarga: mantener una unión bajo una tensión constante que no se afloje sola. Una junta atornillada se asienta con el tiempo —las superficies se acomodan, el material fluye un poco bajo el par— y el tornillo pierde apriete; un Belleville bajo la cabeza del tornillo absorbe ese asentamiento aplanándose unas décimas y mantiene la carga. Lo mismo con la dilatación térmica: si dos piezas de materiales distintos se expanden de forma diferente al calentarse, el disco se hunde o se recupera para que el contacto no se pierda ni se sobrecargue. Y donde más luce su rareza es cuando lo diseñas para trabajar en la zona plana de su curva: ahí se comporta como un elemento de fuerza casi constante, que mantiene una presión estable —en un embrague, en un contacto, en un cierre— aunque el recorrido varíe un poco por desgaste o tolerancias. Eso un muelle lineal no lo da: el lineal cambia su fuerza con cada décima de recorrido.
Imprimirlo en FDM: el espesor es el enemigo
Aquí llega la mala noticia, y conviene decirla sin rodeos. La fuerza de un Belleville depende del espesor de forma drástica: en la física del problema, la rigidez de flexión escala aproximadamente con el cubo del espesor (t³). Eso significa que un error del 10 % en t se traduce en cerca de un 33 % de error en fuerza. Y "controlar el espesor a la décima en una pieza fina y de revolución" es precisamente lo que el FDM hace con más dispersión.
Imprime el disco con su eje de revolución vertical, apoyando la cara de mayor diámetro sobre la cama y construyendo el peralte hacia arriba. Así las capas quedan perpendiculares al eje, paralelas a la cama, y la tracción y compresión que genera el aplanamiento actúan dentro del plano de cada capa —la dirección fuerte del material—, no tirando de la unión entre dos capas. Como en cualquier flexor impreso, la orientación decide hacia dónde apunta la debilidad del material —es la misma lógica de Orientación de capas para el movimiento—, y un disco impreso de canto delaminaría por el borde al primer ciclo de carga.
Pero ni con la orientación correcta resuelves el fondo del asunto, y el límite real es la cuantización. Un disco fino se imprime en muy pocas capas —a 0,2 mm de altura, un disco de 0,6 mm son tres capas— y no puedes pedirle "t = 0,55 mm" sin forzar una altura de capa fina: el espesor solo existe en múltiplos de la altura de capa. Esa cuantización, sumada a la variación de aplastado de la primera capa y de flujo, va directa a la fuerza a través del término cúbico. Cuanto más fino lo necesites, peor lo controlas.
Cómo falla: el borde se agrieta, pero la fluencia manda
Dos modos de fallo; el segundo es el que importa en plástico.
El primero es el agrietamiento por fatiga en el borde más tensionado. Al aplanarse, el disco concentra la tracción en un anillo —según el peralte, en el borde interior o en el exterior—, y ahí es donde, ciclo tras ciclo, nace y crece la grieta. Es el fallo clásico de cualquier flexor que trabaja muchas veces: la deformación admisible de diseño se toma muy por debajo de la rotura, y si aprietas el disco a su carrera máxima en cada ciclo, lo estás condenando a romper por ese borde.
Pero en FDM el modo dominante no es ese, sino la fluencia (creep). El plástico bajo una deformación impuesta no mantiene la tensión: se relaja despacio y la libera. Un disco que el día de montaje da la fuerza justa, semanas después da bastante menos, porque el material se ha acomodado a la posición aplanada y ya no empuja por volver. El acero no hace esto —por eso un Belleville metálico mantiene la precarga durante años—; el plástico sí, y el calor de servicio lo acelera. Esa es la razón de fondo por la que un Belleville impreso es mal guardián de una precarga permanente: no es que se rompa: es que se rinde.
Por lo demás, el Belleville comparte su física con la cúpula de clic —las dos invierten al aplanarse—, y conviene tener clara la frontera: usa el Belleville cuando buscas fuerza por recorrido, precarga y empuje en poco espacio, y reserva la cúpula para cuando lo que buscas es el tacto de la inversión, el clic. Y si lo que está en juego es mantener una fuerza durante mucho tiempo, no le pidas al plástico lo que no sabe hacer: embebe el metal y deja que el disco impreso se quede para lo que sí domina, el prototipo y la fuerza modesta. El siguiente paso, alojar ese disco metálico para que trabaje recto en su eje, lo tienes en Hardware embebido: imanes, rodamientos e insertos.