Bisagra de fricción: se queda en cualquier ángulo
La pantalla de un portátil se queda donde la sueltas: a 100°, a 130°, a donde sea, y aguanta ahí el peso de la tapa sin un tope que la frene ni un resorte que la sostenga. Eso es una bisagra de fricción, y su única misión es generar un par resistente que supere al par que el peso intenta imponerle. No hay detentes, no hay posiciones marcadas: hay retención continua en todo el recorrido. Imprimir una que funcione es fácil. Imprimir una que siga funcionando dentro de seis meses es el problema real, porque la fricción plástico contra plástico es justo lo que peor envejece en una pieza FDM.
El par de fricción tiene que ganar al par del peso
Una bisagra de fricción es un balance de momentos, y conviene plantearlo así antes de tocar ningún diámetro. La parte móvil —la tapa, el brazo, el atril— cuelga del pivote con su centro de masa a cierta distancia del eje. Esa masa, multiplicada por su brazo de palanca horizontal, genera un par que tiende a girar la bisagra hacia abajo. Para que la pieza se quede quieta, el par de fricción en la interfaz del pivote tiene que ser igual o mayor que ese par del peso en la posición más desfavorable.
Y la posición más desfavorable no es la que intuyes. El par del peso no es constante a lo largo del giro: depende del seno del ángulo que forma el vector que va del eje al centro de masa con la vertical. Es máximo cuando ese vector eje→centro de masa queda horizontal —la masa justo de canto sobre el eje— y se anula cuando queda directamente encima o debajo. Ojo: ese ángulo no es el ángulo de la tapa. Una tapa abierta a 120° puede tener el centro de masa todavía lejos de la horizontal, según dónde repartas la masa; el caso peor es el del brazo horizontal, y a qué apertura de tapa cae eso lo decide tu geometría, no es genéricamente 90°.
Dimensiona siempre para ese caso peor si tu rango de uso lo atraviesa. Si la bisagra recorre la posición de brazo horizontal, calíbrala ahí y aguantará en todo el resto con margen de sobra. Pero si el rango útil nunca pone el brazo horizontal —una tapa que solo opera entre 95° y 135°, con el centro de masa ya pasado de la vertical—, calibrar para el máximo teórico sobredimensiona y agarrota sin necesidad. Dimensiona para el momento máximo dentro del recorrido que de verdad usas.
El par de fricción, por su parte, sale del producto de tres cosas: la fuerza normal con la que las superficies se aprietan entre sí, el coeficiente de rozamiento del par de materiales en contacto, y el radio en el que actúa esa fricción. Las tres son palancas de diseño. La que controlas con más finura es la fuerza normal, y la generas de una de dos formas.
Dos maneras de generar la fuerza normal
La primera es un ajuste de interferencia entre eje y agujero: haces el eje un pelo más grueso que el alojamiento, de modo que la pared del agujero queda permanentemente tensada hacia fuera y aprieta el eje en todo su contorno. Esa tensión circunferencial es la fuerza normal, y el rozamiento que genera al girar es el par resistente. Aquí la fricción es radial, repartida sobre la superficie cilíndrica del eje, así que su brazo de palanca es el radio del eje. Es la solución más simple —no hay piezas extra— pero también la menos ajustable: una vez impresa, el par es el que es y depende por completo de que clavaras la interferencia al imprimir.
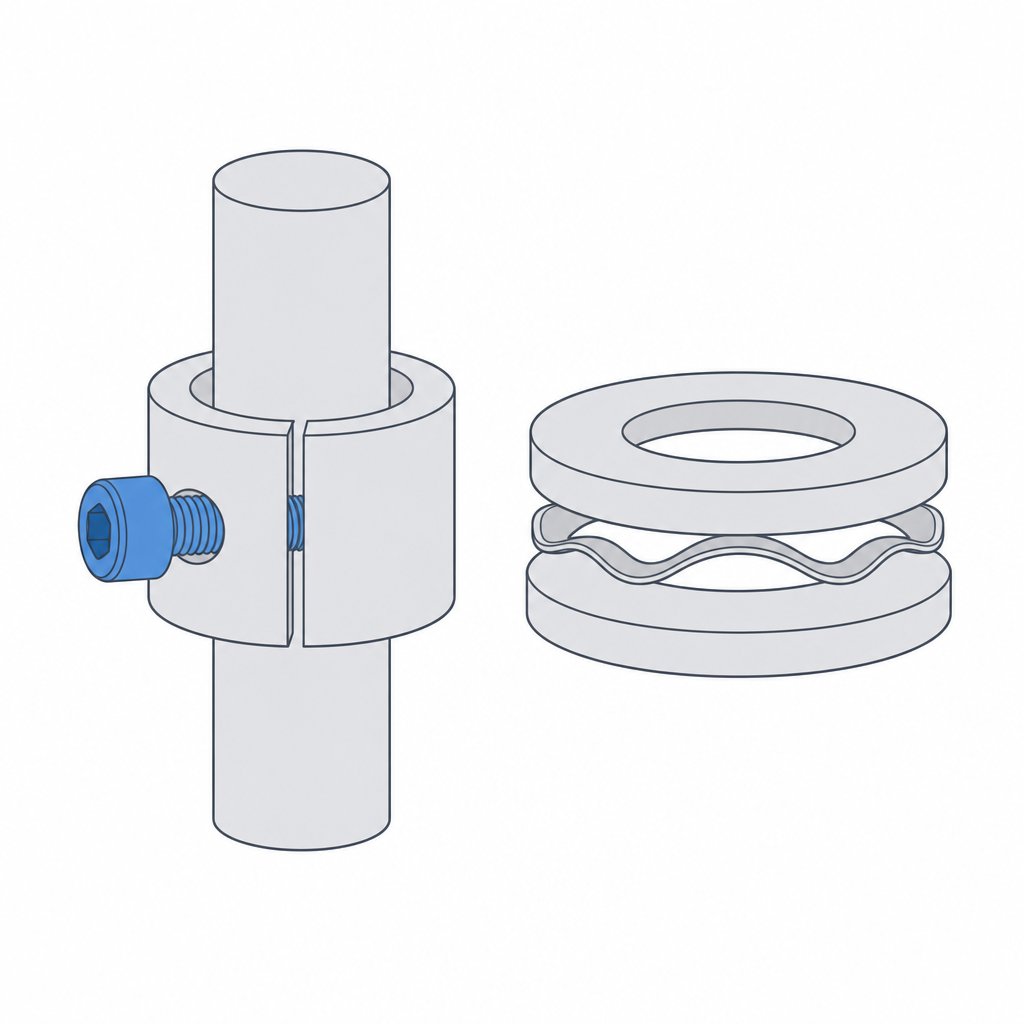
La segunda es apretar un casquillo partido contra el eje con un tornillo, o intercalar una arandela ondulada que empuje axialmente las caras de la articulación. Aquí la fuerza normal no la fija la geometría impresa sino el apriete, y eso lo cambia todo: puedes ajustar el par girando un tornillo hasta que la bisagra quede a tu gusto, y reapretarlo cuando el desgaste lo afloje. Un casquillo elástico ranurado se cierra sobre el eje a medida que el tornillo lo comprime, y su fricción sigue siendo radial sobre el eje. La arandela ondulada trabaja distinto: aprieta dos caras planas anulares una contra otra, así que su fricción es axial y su brazo de palanca no es el radio del eje sino el radio medio de la corona de contacto, normalmente bastante mayor. Eso le da más par por unidad de fuerza normal, pero obedece a otra ley —la de un embrague de disco, no la de un casquillo—, conviene no mezclarlas en la cabeza. Es más pieza y más montaje, pero es la diferencia entre una bisagra que nace calibrada y una que recalibras a mano.
La fricción que retiene no es la que mueve
Hay un matiz que decide si una bisagra "que aguanta" aguanta de verdad: la fricción estática es mayor que la cinética. Cuesta más arrancar el movimiento que mantenerlo. Una bisagra calibrada justo en el límite puede quedarse clavada mientras está parada y, sin embargo, deslizarse sola una vez que algo la pone en marcha —un golpe en la mesa, un empujón al cerrar la tapa de al lado—, porque al pasar de estática a cinética el par de fricción baja un escalón y de repente ya no le gana al peso. Calibra contra el caso dinámico, no contra el estático: que la bisagra retenga incluso después de que la hayas movido, no solo cuando lleva un rato quieta.
La holgura va al revés que en una articulación libre
Aquí está el giro mental que cuesta más, sobre todo si vienes de diseñar pivotes que tienen que girar suaves. En una articulación normal buscas hueco: dejas el agujero más grande que el eje para que gire libre sin agarrotarse. En una bisagra de fricción persigues exactamente lo contrario: quieres que rocen, y rocen con una fuerza concreta. La cota que en otro mecanismo sería un defecto —que el eje no entre con holgura— aquí es la especificación.
El ajuste que buscas vive en la frontera entre la transición y la ligera interferencia: ni el hueco deslizante de un gozne ni la interferencia franca de un encaje a presión, sino el punto justo en el que las superficies se tocan apretando lo necesario para frenar, pero no tanto como para bloquearse. Como valor de partida en PLA o PETG, busca un ajuste de transición a interferencia ligera sobre el diámetro nominal: del orden de cero a 0,15 mm de interferencia diametral, calibrado para el par que necesitas y no para que el eje entre cómodo. Barre ese rango en pasos de unas 0,05 mm —tres o cuatro cupones bastan para acotar el punto—, porque la ventana útil entera cabe en un par de décimas y un paso más grueso te la salta.
Y como cualquier ajuste apretado en FDM, hay que presupuestarlo sobre la pieza medida, no sobre la cota nominal. Un agujero impreso sale más estrecho de lo que dibujaste y un eje sale más grueso, así que la interferencia real ya es mayor que la que dibujaste, antes incluso de añadir apriete extra. Esa misma física es la que gobierna cualquier encaje a presión y la tienes desarrollada en Interferencia sin agrietar; el método para medir tu holgura real y convertirla en cotas fiables está en Tolerancias para piezas que se mueven. Una bisagra de fricción no es más que un ajuste de interferencia que has decidido dejar girar.
| Palanca | Efecto sobre el par | Nota |
|---|---|---|
| Interferencia eje/agujero | Sube el par con el apriete | Fija al imprimir; 0–0,15 mm al Ø, presupuesta sobre la cota medida |
| Casquillo partido + tornillo | Par radial, regulable y reapretable | Compensa el desgaste girando el tornillo |
| Arandela ondulada (precarga axial) | Par axial sobre el radio medio de la cara | Brazo mayor que el del eje; ley de embrague, no de casquillo |
| Radio del eje | Más radio, más par para la misma fuerza | Brazo de palanca de la fricción radial |
| Longitud de contacto | Sube el par y reparte la presión | Con la misma interferencia, más área tensada: más par y menos desgaste local |
El desgaste es el fallo que no perdona
Una bisagra de fricción de plástico contra plástico funciona el primer día y se va muriendo con cada giro. La fricción que te da el par es la misma que arranca material de las superficies en contacto: cada ciclo pule un poco el eje y el agujero, el ajuste se afloja, la fuerza normal baja y el par cae. Lo que el primer día se quedaba fijo a 120°, al cabo de unos cientos de ciclos empieza a deslizarse solo. Por eso el plástico desnudo solo sirve para bisagras de fricción de vida corta o de pocos ciclos; si la pieza va a abrirse y cerrarse a diario durante años, el plástico contra plástico no es la solución.
A esto se suma un asentamiento más rápido y más bruto al principio: las primeras decenas de ciclos aplanan las crestas de las capas en la superficie de contacto, y una bisagra recién calibrada pierde par de forma desproporcionada en los primeros usos antes de estabilizarse. Es práctica corriente "rodar" la bisagra unas cuantas veces y reapretar entonces, cuando ese asentamiento inicial ya ha pasado y el par se ha asentado en su valor de régimen.
La salida de fondo es no fiar la interfaz de fricción a dos plásticos impresos. Embeber un componente pensado para rozar —un casquillo metálico, una arandela de fricción, un buje de bronce o de nailon— traslada el contacto a materiales que aguantan el rozamiento sin pulirse y deja el plástico impreso como mera estructura de soporte. Pero elige el material del buje sabiendo qué pides: un casquillo metálico o de bronce aporta durabilidad de superficie sin perder rozamiento, mientras que el nailon desliza muy suave y dura, pero tiene bajo coeficiente de fricción —justo lo contrario de lo que necesitas para retener—, así que con un buje de baja fricción tendrás que subir la fuerza normal para recuperar el par que el material te quita. El procedimiento para alojar esos componentes con la presión justa, sin agrietar la pieza al insertarlos, es el de cualquier inserto y lo tienes en Interferencia sin agrietar. Un casquillo bien elegido convierte una bisagra de vida corta en una de vida larga sin cambiar la geometría que la rodea.
A esto se suma un segundo ladrón de par, más lento pero igual de seguro: la fluencia. El plástico cargado de forma sostenida fluye despacio para liberar la tensión que lo aprieta, así que la interferencia que generaba la fuerza normal se relaja con los meses aunque la bisagra no se haya movido. El PLA es el más rígido y el que mejor mantiene la posición a corto plazo, pero todos los termoplásticos fluyen en algún grado. Una arandela ondulada defiende contra esto mejor que una interferencia rígida, porque su precarga elástica tiene recorrido para seguir apretando aunque la cota ceda unas décimas: no entrega todo el par de una vez y por eso tampoco lo pierde de golpe. Eso sí, ese recorrido elástico es modesto —fracciones de milímetro—, así que compensa la fluencia de unas décimas, no un asentamiento severo de milímetros; pasado su recorrido, la arandela también se queda sin apriete.
Calíbrala como cualquier ajuste apretado
No hay tabla que te dé el diámetro exacto para tu par, porque depende de tu material, tu boquilla, tu calibración de flujo y del peso concreto que cuelga del pivote. El camino serio es el mismo que para cualquier ajuste de interferencia: imprime una serie de ejes con interferencias escalonadas en el mismo agujero —o de alojamientos sobre el mismo eje—, en pasos de unas 0,05 mm, móntalos y prueba a mano cuál se queda clavado en la posición más exigente sin que cueste un esfuerzo molesto girarlo. Ese es tu diámetro. Anótalo y reutilízalo mientras no cambies de material ni de boquilla.
Dos condiciones para que el número valga. Orienta el cupón como vaya a ir la pieza final: un eje impreso de pie sobre la cama tiene su costura recorriendo el contorno, y el contacto de fricción se reparte distinto que en uno tumbado. Un agujero impreso en vertical sale más cilíndrico que uno tumbado —se ahorra el ovalado y el colgado del voladizo—, pero a cambio sale algo subdimensionado y ligeramente facetado por la resolución de capa, y ese subdimensionado es justo lo que descalibra una cota de fricción si no lo mides. Y reutiliza el número solo en diámetros parecidos, porque el peso relativo del error de cordón cambia con el tamaño del pivote. Dentro de eso, el número transfiere.
Si lo que necesitas no es retención continua sino que la bisagra se quede en posiciones marcadas y concretas —cerrada, a 90°, abierta del todo— el mecanismo es otro: ahí quieres detentes que encajen en cada parada, no fricción uniforme en todo el recorrido. Pero para "suéltala donde quieras y que se quede", el balance de momentos de este artículo es todo lo que hay: par de fricción contra par de peso, calibrado en su posición más exigente y defendido del desgaste. Cuando ese par lo generas con un eje a presión en su alojamiento, te conviene tener bien interiorizada la física del apriete que detalla Interferencia sin agrietar.