Muelle de lámina y voladizo: el resorte FDM más fiable
Cuando necesitas que una pieza empuje, agarre o vuelva a su sitio, el primer impulso es imprimir un muelle de espiras. Es casi siempre el camino equivocado. Una bobina impresa apila sus capas en la peor dirección posible, se delamina al tercer ciclo y pierde fuerza sin avisar. El resorte que de verdad aguanta en FDM no tiene espiras: es una simple viga en voladizo, una lámina que se flexiona y recupera. Es la geometría más robusta que puedes pedirle a una impresora, y es la que late por debajo de cada snap-fit, cada pulsador y cada clip elástico que funciona. Todo el oficio está en entender qué gobierna su fuerza y en orientar bien la sección y las capas.
La fuerza la pone la geometría, no el material
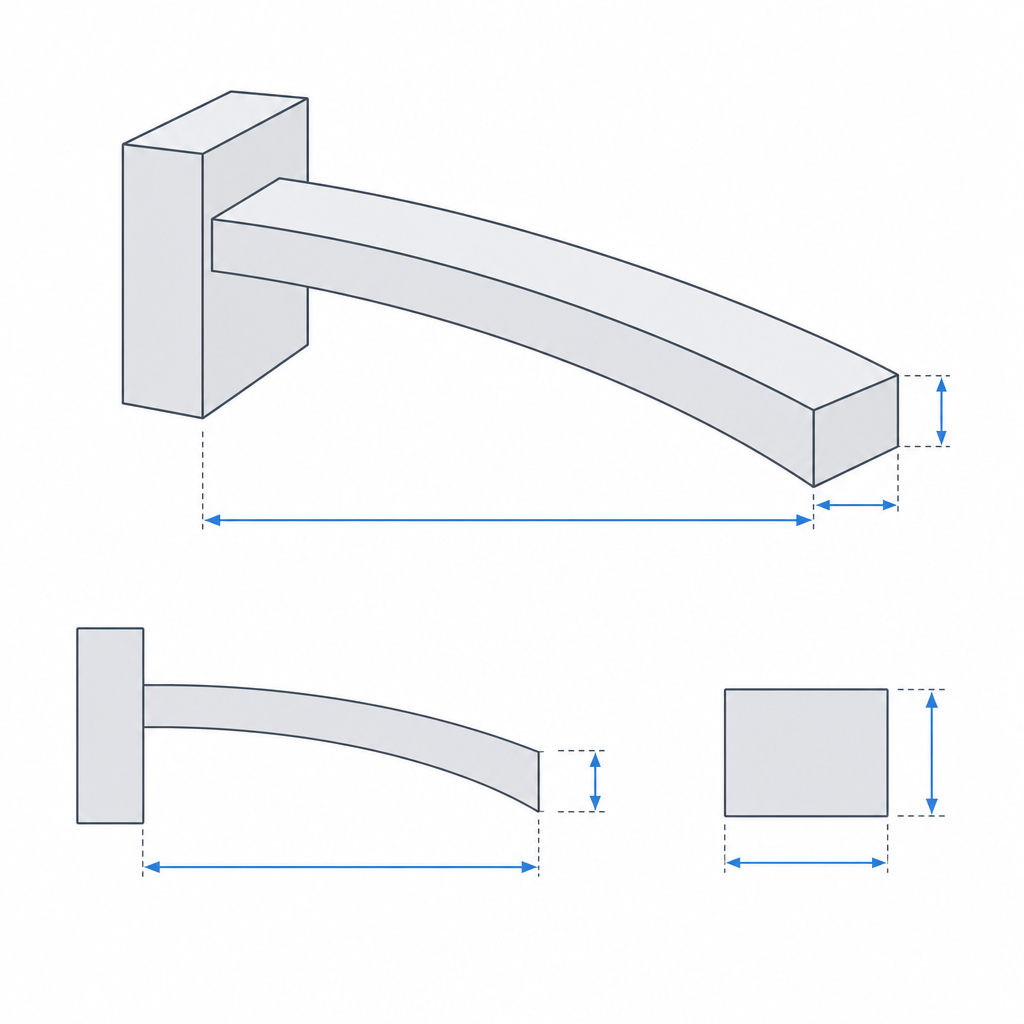
Una viga en voladizo se comporta, dentro de su rango elástico, como un muelle lineal: la fuerza que devuelve es proporcional a cuánto la desvías. La relación es F = 3EI·δ / L³, y conviene leerla término a término porque cada uno es una palanca de diseño distinta. δ es la deflexión, lo que apartas la punta; E es el módulo del material, su rigidez intrínseca; L es la longitud del brazo; e I es el momento de inercia de la sección. Para una lámina rectangular, I = b·h³/12, donde h es la dimensión de la sección medida en la dirección en que la lámina se flexiona y b es el ancho perpendicular a esa flexión. La distinción no es un tecnicismo: h es el espesor que el brazo recorre al doblarse, no necesariamente la dimensión más fina de la pieza.
Esos exponentes son todo el comportamiento elástico que necesitas. El espesor h entra al cubo a través de I: doblarlo multiplica la rigidez por ocho. La longitud entra al cubo en el denominador: doblar el largo divide la fuerza por ocho. El ancho b, en cambio, escala la fuerza solo de forma lineal: duplicarlo duplica la fuerza, sin más. Tienes así tres manivelas de muy distinto carácter, y las dos cúbicas son brutales —una décima de más en el espesor endurece el brazo mucho más de lo que esperas—.
El material es otra historia. Cambiar de PLA a PETG sí mueve E de forma significativa —el PLA ronda 3,0–3,5 GPa, el PETG 1,7–2,1 GPa, casi la mitad—, pero lo mueve solo de forma lineal: la fuerza cae en esa misma proporción y para de cambiar. La geometría escala al cubo; el material, no. Por eso la geometría es la palanca dominante y la regla es clara: ajusta la fuerza con la longitud, el espesor y el ancho, no eligiendo otro material. El material lo eliges por cómo falla, no por cuánto empuja.
Reparte la tensión: sección variable y arco
Una lámina recta de sección constante que flexiona tiene un problema de reparto. Con la carga en la punta, el momento flector vale M(x) = F·(L−x): crece linealmente hacia el empotramiento y es máximo en la raíz. Toda la fibra exterior del empotramiento trabaja al límite mientras la punta apenas trabaja. La pieza alcanza su tensión de rotura en un solo punto —la raíz— mucho antes de que el resto del material esté aprovechado, y ahí es donde se parte.
La forma de corregirlo de verdad es variar la sección a lo largo del brazo: más ancho o más grueso en la raíz, afinándose hacia la punta. Si la sección sigue al momento, la tensión se iguala a lo largo de todo el brazo y ningún punto queda como cuello de botella. Es el principio de la viga de igual resistencia, y es por lo que una ballesta de coche es un paquete de hojas de longitud decreciente y no una sola barra: la forma escalonada reparte la tensión. Cuando necesites un recorrido grande o una fuerza alta en poco espacio, ensancha la raíz antes que engrosar todo el brazo.
El arco es una herramienta distinta y conviene no confundirla. Curvar el eje de la lámina no reparte por sí solo el momento flector —ese sigue siendo máximo en la raíz, sea recto o curvo el eje—. Lo que el arco aporta es geometría para acomodar un desplazamiento grande: un clip en C o un anillo abierto que se deforma mucho aprovecha la curvatura para repartir ese desplazamiento sobre más longitud de material y rebajar la tensión pico en aplicaciones concretas, no como ley universal. Usa el arco cuando la cinemática pida mucho recorrido; usa la sección variable cuando lo que pidas sea aprovechar el material.
Cuándo elegir la lámina
El muelle de lámina ofrece el retorno y el agarre elástico más fiables que vas a conseguir en FDM, y conviene tenerlo como opción por defecto. El brazo de cualquier snap-fit es exactamente esta viga en voladizo: la rampa empuja, el brazo se flexiona, el gancho salva el resalte y el brazo recupera su posición —la mecánica de Snap-fits que no se sueltan obedece a esta misma ecuación—. Un pulsador es una lámina que cede bajo el dedo y recupera al soltar. Un clip que abraza un tubo es un par de voladizos que se abren y vuelven a cerrar. El retorno de un gatillo se apoya en este mismo principio.
La heurística práctica es esta: siempre que un voladizo plano pueda sustituir a un muelle de bobina, sustitúyelo. La bobina impresa es tentadora porque copia el muelle metálico que tienes en la cabeza, pero arrastra a la vez todas las debilidades del FDM —espiras finas, voladizos, capas mal orientadas— y rinde mucho menos de lo que su forma promete. La lámina hace el mismo trabajo con una geometría que la impresora sí sabe construir bien.
Imprímela tumbada, con las capas a lo largo del brazo
Aquí se decide si el resorte vive mucho o se parte en el primer ciclo, y es puro FDM. La pieza es anisótropa: fuerte a lo largo de los cordones, débil entre capas, donde solo la sujeta la adhesión de una capa con la siguiente. La lámina tiene que imprimirse tumbada en el plano XY, con las capas alineadas a lo largo del brazo, de modo que cuando se flexione la fibra exterior trabaje a tracción y compresión dentro de cada capa, siguiendo los cordones, y no tirando de la unión entre ellas.
Si la imprimes de canto —con las capas apiladas en la dirección en que el brazo va a doblarse—, cada flexión tira directamente de la soldadura intercapa. La fibra exterior de la raíz, justo donde la tensión es máxima, coincide entonces con el plano más débil de la pieza, y el brazo no se rompe por flexión del material: delamina, se abre entre dos capas como una grieta limpia, muchas veces al primer montaje. Es la misma trampa de orientación que gobierna cualquier pieza que se mueve, y la desarrolla Orientación de capas para el movimiento: el plano de capa decide hacia dónde apunta la debilidad.
Los tres modos de fallo y cómo evitarlos
Un muelle de lámina falla de tres formas, y las tres tienen su contramedida exacta. La primera es la fractura o la fatiga en la raíz por tensión excesiva. Aparece cuando pides demasiada deflexión, cuando el brazo es demasiado corto o demasiado grueso para ese recorrido, o cuando hay una esquina viva concentrando la carga. La defensa es mantener la deformación de la fibra exterior holgadamente dentro del rango elástico. La deformación máxima en la raíz de un voladizo recto vale aproximadamente ε ≈ 1,5·h·δ / L², y un objetivo práctico razonable es quedarse por debajo de ~1 % para PLA y permitirse algo más con PETG o nylon, que estiran bastante más antes de ceder. Mete tu espesor, tu deflexión y tu longitud en esa expresión antes de imprimir: si el número se acerca al límite del material, alarga el brazo o adelgázalo. El PLA es el más expuesto aquí —rígido pero frágil, con poco alargamiento antes de partir—, así que su margen tiene que ser más conservador. Trabajar al límite es jugársela a que el cordón más tensionado no tenga ni un solo defecto.
La segunda es la delaminación, ya tratada: capas perpendiculares a la flexión, brazo que se descose entre cordones. No es cuestión de fuerza sino de orientación; un brazo bien dimensionado pero impreso de canto falla igual.
La tercera es la más traicionera: la fluencia. Si la lámina queda deflectada de forma permanente —pretensada en reposo, montada bajo carga constante—, el plástico cargado fluye despacio y libera la tensión que lo mantenía tenso, y con las semanas el muelle pierde fuerza sin romperse. El PETG y el nylon, más viscoelásticos, son los más propensos a la fluencia; el PLA aguanta mejor la posición, pero solo a temperatura ambiente moderada —su Tg ronda los 55–60 °C, así que un muelle de PLA pretensado cerca de una fuente de calor, en un coche al sol o en pleno verano se relaja igual—. La defensa de diseño, cuando la función lo permita, es que en reposo el muelle no quede pretensado: que su forma libre sea su forma sin carga, de modo que solo trabaje cuando de verdad lo accionas. Hay funciones donde eso no es posible: un clip que abraza un tubo o un snap permanente viven por definición bajo carga sostenida. Ahí la contramedida es otra —elegir un material menos viscoelástico, bajar la interferencia y con ella la tensión sostenida, o aceptar y dimensionar la relajación—. Es la misma fluencia que afloja un encaje a presión meses después de montarlo, que detalla Interferencia sin agrietar.
| Quieres… | Toca… | Por qué |
|---|---|---|
| Más / menos fuerza | Longitud (al cubo) | escala fuerte y baja la tensión en la raíz al alargar |
| Ajuste fuerte de fuerza | Espesor h (al cubo) |
escala igual de fuerte, pero afinar sube la tensión |
| Ajuste limpio de fuerza | Ancho b (lineal) |
escala suave sin tocar tensión en la raíz ni recorrido |
| Aprovechar el material | Sección variable (raíz ancha) | iguala la tensión a lo largo del brazo |
| Acomodar mucho recorrido | Arquear la lámina | reparte el desplazamiento, rebaja la tensión pico |
| Que no delamine | Capas en XY a lo largo del brazo | la flexión trabaja dentro del cordón, no entre capas |
| Que no se parta en la raíz | Radio ≈ medio espesor | elimina el concentrador de tensión |
| Que no afloje con el tiempo | Forma libre sin pretensar | evita la fluencia bajo carga sostenida |
Es un mecanismo de referencia por una sola razón: fiabilidad. Ante la duda entre una bobina impresa y un voladizo, elige el voladizo, ajusta la fuerza con la geometría y valida la vida a fatiga con ciclado real —acciónalo o móntalo y desmóntalo tantas veces como vaya a sufrir en servicio—. Para un snap de un solo uso bastan unas pocas operaciones; para un pulsador o un clip de uso repetido tienes que llegar a las decenas o cientos de miles de ciclos que verá de verdad, porque ahí es donde aparece la fatiga en la raíz. Un ensayo a los ciclos reales te dice más que cualquier cálculo. Y cuando ese voladizo lleve un gancho en la punta y tengas que decidir si la unión debe abrirse otra vez o cerrarse para siempre, la geometría del gancho la resuelve Snap-fits que no se sueltan.