Engranaje helicoidal y en espiga (herringbone): dientes inclinados, suaves y silenciosos
Un engranaje recto transmite a tirones. Cada diente entra en contacto de golpe, con todo su flanco a la vez, suelta su carga y sale; el siguiente repite el ciclo, y esa sucesión de impactos es lo que oyes zumbar y lo que martillea la raíz del diente vuelta tras vuelta. El diente inclinado cambia esa entrada brusca por una que arranca en una esquina y barre en diagonal hasta cubrir todo el flanco. Engrana progresivamente, y de ese único cambio salen sus tres ventajas: más suavidad, menos ruido y más carga. Y también el problema que vienes a resolver: una fuerza nueva que empuja a lo largo del eje y que, si no la prevés, te desmonta el mecanismo.
El diente entra en diagonal, no de golpe
En un engranaje recto la línea de contacto es paralela al eje: el diente engrana por toda su anchura al mismo tiempo. La relación de contacto —cuántos pares de dientes están transmitiendo a la vez— sube y baja en escalones, y en el instante en que un par entra o sale hay un cambio brusco de rigidez que se traduce en vibración y ruido. Esa es la firma sonora del engranaje recto: un zumbido a la frecuencia de paso de diente.
Al inclinar el diente un ángulo de hélice, la línea de contacto deja de ser paralela al eje y cruza el flanco en diagonal. El engrane ya no empieza de golpe: arranca en un extremo del diente y avanza progresivamente hacia el otro a medida que gira. Eso significa que un diente todavía está entrando cuando el anterior aún no ha salido, así que en todo momento hay más longitud de contacto repartiendo la carga. La relación de contacto sube y, sobre todo, varía de forma continua en vez de discontinua. Menos saltos de rigidez es menos excitación vibratoria: de ahí la marcha fina y silenciosa. Y de ahí también que el mismo módulo aguante más par, porque ese par se reparte entre más dientes en contacto simultáneo y a lo largo de una línea de contacto inclinada más larga, en vez de descargarse de golpe sobre el flanco de un solo diente que entra en seco.
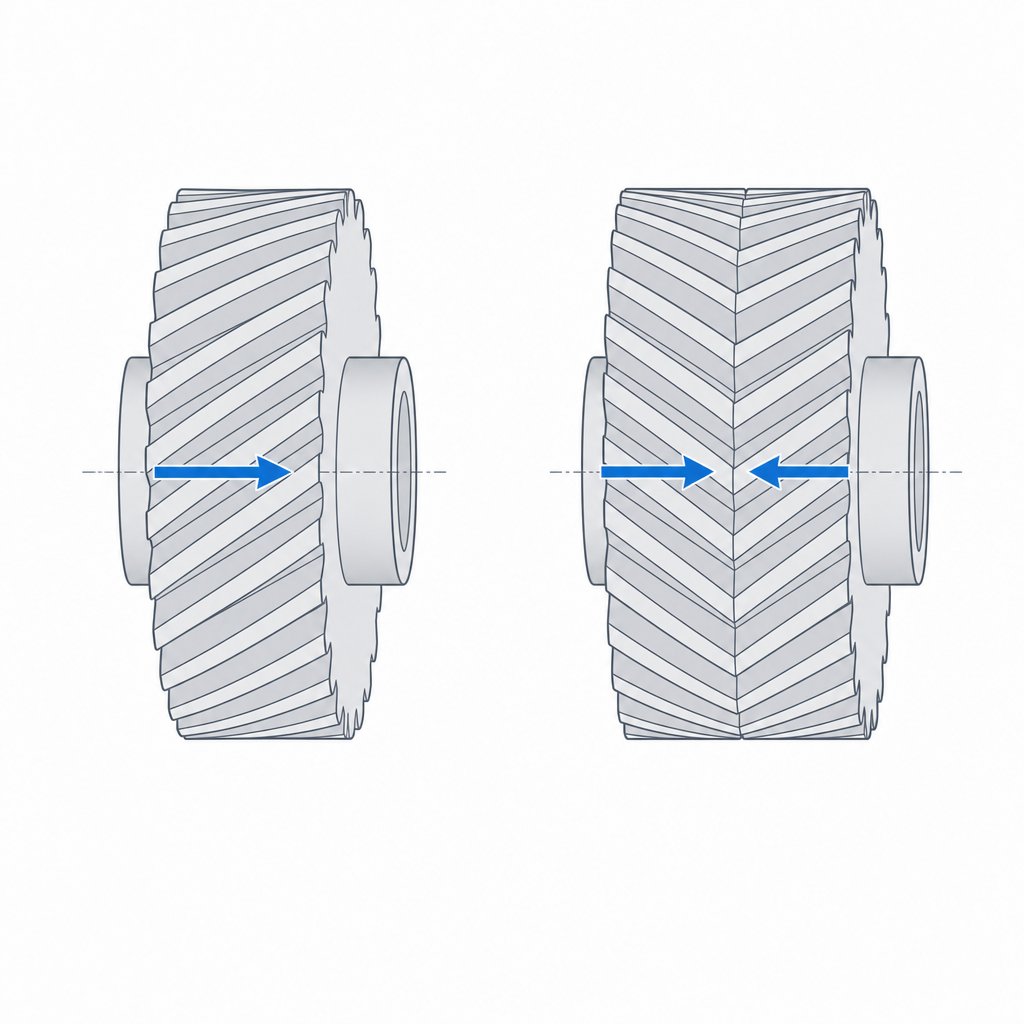
La contrapartida es física y no se esquiva: inclinar menos reduce el empuje, pero también el efecto que buscabas. Esa misma diagonal que reparte la carga también la descompone en dos. La fuerza entre dientes ahora tiene una componente tangencial, la que mueve la rueda, y una componente axial, que empuja la rueda a lo largo de su propio eje. Cuanto mayor el ángulo de hélice, más suave el engrane, y mayor el empuje axial. Un helicoidal simple tira siempre hacia el mismo lado del eje mientras transmite.
El empuje axial es el modo de fallo que no ves venir
Ese empuje no es una sutileza académica. En una transmisión metálica se absorbe con un rodamiento axial o un resalte (hombro) contra el que la rueda apoya. En una pieza impresa que no lo previó, la rueda helicoidal simplemente se desplaza por su eje hasta que algo la frena: la pared de un alojamiento, un tope que no estaba pensado para carga continua, o el final del propio eje. Y mientras tanto el contacto entre dientes se descentra, el engrane pierde la relación de contacto que tanto te interesaba y la marcha se vuelve áspera, justo lo contrario de lo que buscabas.
Por eso, si imprimes un helicoidal simple, tienes que diseñar el tope axial como parte del mecanismo, no como un añadido. Necesitas una superficie contra la que la rueda apoye de plano, idealmente una arandela de fricción baja o un hombro generoso, sabiendo que ese contacto va a rozar de forma permanente y va a desgastarse. El plástico contra plástico bajo carga axial continua es exactamente la combinación que peor envejece: fluencia, desgaste y holgura creciente.
La espiga cancela el empuje combinando dos hélices opuestas
El herringbone —doble hélice, dos mitades en V— resuelve el empuje axial por geometría, sin pagarlo con un rodamiento. La idea es directa: si una hélice a derechas empuja la rueda hacia un lado, una hélice a izquierdas de igual ángulo en la misma rueda empuja hacia el otro con la misma fuerza. Colocas ambas en la misma rueda, una junto a otra formando una V, y las dos componentes axiales se anulan en la resultante sobre el eje. Te quedas con toda la suavidad del engrane progresivo y con cero empuje neto a lo largo del eje.
Conviene ser preciso con ese "se anulan": no desaparecen localmente. En cada mitad la fuerza axial sigue existiendo y viaja por el cuerpo del diente hacia el centro; lo que se cancela es la resultante sobre la rueda. La consecuencia práctica es que el vértice central queda cargado: las dos mitades se empujan la una contra la otra y allí se concentra una tensión interna que en metal no preocupa, pero que en una pieza impresa apunta justo a su plano débil. Volveremos sobre ello al hablar de cómo falla.
Esto es lo que hace del herringbone una pieza tan adecuada para FDM. En metal la doble hélice es cara de mecanizar —hay que tallar dos hélices opuestas y dejar a veces una garganta central para la salida de la herramienta—, y por eso históricamente fue una solución de transmisión reservada a aplicaciones exigentes. Impreso, la complejidad geométrica no te cuesta nada extra: la máquina deposita la V con la misma facilidad que una hélice simple, y como no hay herramienta que evacuar, no necesitas la garganta central. Puedes hacer la V continua, sin ranura, lo que de paso evita el concentrador de tensión que esa garganta introduciría. Eliminas el empuje axial sin ningún rodamiento, sin tope que roce y sin una superficie de desgaste que vigilar. Para una transmisión impresa que tiene que durar, esa ausencia de carga axial neta es una preocupación menos.
Por qué la V se imprime limpia
Esto presupone una orientación, y conviene decirla antes de seguir: la rueda se imprime de pie, con su eje vertical sobre la cama. Todo lo que viene a continuación —la hélice como giro acumulado, el plano fuerte, la dirección de la carga— solo es cierto en esa orientación. Tumbada, con el eje horizontal, las capas cortan el diente de través y la raíz queda débil entre capas, que es justo el modo de fallo que más quieres evitar en un engranaje.
De pie, la inclinación del diente no es un voladizo que haya que soportar: es un giro suave del perfil capa a capa. Cada capa deposita el contorno del diente ligeramente rotado respecto a la anterior, y esa rotación acumulada a lo largo de la altura es la hélice. Como el ángulo típico es modesto, la rotación por capa es mínima y el flanco rara vez plantea un problema de voladizo. El resultado es una superficie de flanco continua y, lo que importa más en FDM, el diente trabaja en el plano fuerte XY: la carga de engrane corre a lo largo de los cordones, no entre capas. La debilidad intercapa, que es la trampa de tantas piezas funcionales impresas, aquí queda alineada en la dirección buena —lo desarrolla el artículo Orientación de capas para el movimiento.
Tanto el helicoidal simple como la espiga imprimen bien de pie, y en ninguno de los dos el voladizo del flanco suele ser el factor limitante. La diferencia real no está en un autosostén mágico del vértice, sino en lo que la continuidad del giro exige: si las capas se desalinean —por mala adhesión, por una velocidad excesiva en las esquinas, por temperatura inestable—, la hélice deja de ser continua, el contacto progresivo se rompe y pierdes la suavidad que era todo el motivo de inclinar el diente. Esa continuidad es lo que tienes que proteger, y es la misma en ambos perfiles.
Holguras: backlash y ángulo de hélice tienen que casar
Un engranaje helicoidal o de espiga necesita el mismo backlash que uno recto: un hueco deliberado entre el flanco que empuja y el flanco contrario del diente que engrana, para que las dos ruedas no se agarroten cuando la impresora deje los dientes algo más gruesos de lo dibujado. Recuerda que un agujero impreso sale estrecho y un saliente sale grueso; un diente es un saliente, y dos dientes engranando suman el sobreespesor de ambos flancos. En un perfil inclinado ese huelgo se mide en el plano normal al diente, no en el frontal, pero el principio no cambia. Sin backlash, la transmisión entra apretada, roza de continuo y se calienta; el método para fijar ese hueco a partir de tu impresora real es el mismo de cualquier ajuste y lo tienes en Tolerancias para piezas que se mueven.
Pero aquí hay una condición que el recto no te impone con tanto filo. Para que dos ruedas engranen tienen que compartir tres cosas: el módulo normal, el ángulo de presión normal y el ángulo de hélice. El módulo y el ángulo de presión los das casi siempre por hechos al usar el mismo perfil de diente; el ángulo de hélice es el que se cuela. Un piñón a 20° engrana con una corona a 20°, no a 15°: si los ángulos no coinciden, el contacto en diagonal que prometía repartir la carga se reduce a una línea o a un punto, y en lugar de un engrane suave tienes uno que muerde en una esquina y castiga esa zona.
Y junto al ángulo va el sentido. En un par de ejes paralelos, las dos ruedas deben llevar hélices de mano opuesta: una a derechas engrana con una a izquierdas. (En ejes cruzados a 90° la relación de manos cambia y ambas suelen ir de la misma mano; ese es otro montaje.) En herringbone la exigencia se duplica: las dos mitades en V de cada rueda tienen que ser imágenes especulares exactas para que la cancelación del empuje axial sea limpia. Si una mitad sale con un ángulo distinto de la otra, el empuje no se anula del todo y reaparece una fuerza residual a lo largo del eje, justo la que la geometría debía eliminar.
| Aspecto | Helicoidal simple | Herringbone (doble hélice) |
|---|---|---|
| Empuje axial neto | Sí, continuo; necesita tope axial | Anulado por las dos hélices opuestas |
| Carga interna | Baja | Alta en el vértice; vigila la deslaminación |
| Suavidad y silencio | Alta | Alta |
| Complejidad geométrica | Media | Mayor, pero gratis al imprimir |
| Garganta central | No aplica | Innecesaria en FDM: V continua |
| Exigencia de montaje | Tope o rodamiento axial | Solo apoyo radial |
La consistencia capa a capa del ángulo es, en la práctica, tan crítica como el backlash: el engrane progresivo solo existe si la hélice es continua de la primera capa a la última. Una calibración floja que en un engranaje recto solo te daría algo de holgura, en uno inclinado te degrada el contacto en diagonal y, en herringbone, te reintroduce el empuje axial que la geometría debía cancelar.
Cuándo vale la pena y cómo falla
Pasa de recto a helicoidal o de espiga cuando el ruido te molesta, cuando necesitas más capacidad de carga del mismo módulo, o cuando quieres eliminar el golpeteo de entrada de diente en una transmisión que debe ir suave. Entre los dos, elige herringbone siempre que no quieras lidiar con el empuje axial —que en una pieza impresa es casi siempre el caso—: te da la marcha fina sin obligarte a diseñar y mantener una superficie de tope que se desgasta. Reserva el helicoidal simple para cuando el espacio en anchura sea tan justo que no quepa la V, o cuando ya tengas un apoyo axial robusto por otra razón.
Los modos de fallo son cuatro y conviene tenerlos identificados. El primero es el empuje axial no soportado en el helicoidal simple, que ya hemos visto: sin tope, la rueda deriva y el engrane se descentra. El segundo es propio de la fabricación: capas mal alineadas que rompen la continuidad del diente inclinado, convirtiendo la hélice prometida en una escalera y echando a perder el contacto progresivo —y, en herringbone, el equilibrio de empujes—. El tercero es el de cualquier engranaje impreso, inclinado o no: la rotura del diente por la raíz si el módulo es escaso. Inclinar el diente reparte mejor la carga, pero no fabrica resistencia donde no la hay; un módulo demasiado pequeño para el par que pides parte el diente igual, solo que más silenciosamente.
El cuarto es el específico del herringbone impreso, y nace de aquella carga interna del vértice. Las componentes axiales de las dos mitades convergen en la línea central y la cargan de forma permanente; impresa de pie, esa zona coincide con un plano de unión entre capas. Bajo par alto y con el tiempo, el vértice puede deslaminar, abrirse entre capas justo donde las dos mitades se empujan. Es el fallo más propio de "espiga más FDM" y se combate igual que cualquier debilidad intercapa: subir unos grados la extrusión, bajar la velocidad en esa banda central y no exigirle a un vértice continuo más par del que su soldadura entre capas puede sostener.
Antes de inclinar nada, entonces, asegúrate de que el diente recto equivalente ya tendría módulo de sobra para la carga, y trata la hélice como lo que es: una mejora de suavidad y reparto, no un sustituto de la sección que el par exige. La orientación que hace fuerte al diente es la misma que protege el vértice, y la desarrolla Orientación de capas para el movimiento.