Cota de malla y escamas: tejido rígido-flexible
Imprimes una placa rígida, le pones al lado otra, enlazada con holgura, y repites el motivo unos cuantos cientos de veces. Lo que sacas de la cama no es una placa ni un montón de placas sueltas: es tela. Una lámina que se dobla y cae sobre tu mano como un trozo de cuero, pero que si tiras de ella por los dos extremos estira un poco —apenas el juego que dejaste— y luego se traba en seco y no da más de sí. No has impreso un objeto, has impreso un material que no existía: una metasuperficie articulada con dos propiedades incompatibles en una pieza maciza: flexión libre y rigidez a tracción. Y todo el truco está en unas décimas de aire entre placa y placa.
Por qué fluye al doblar y se traba al estirar
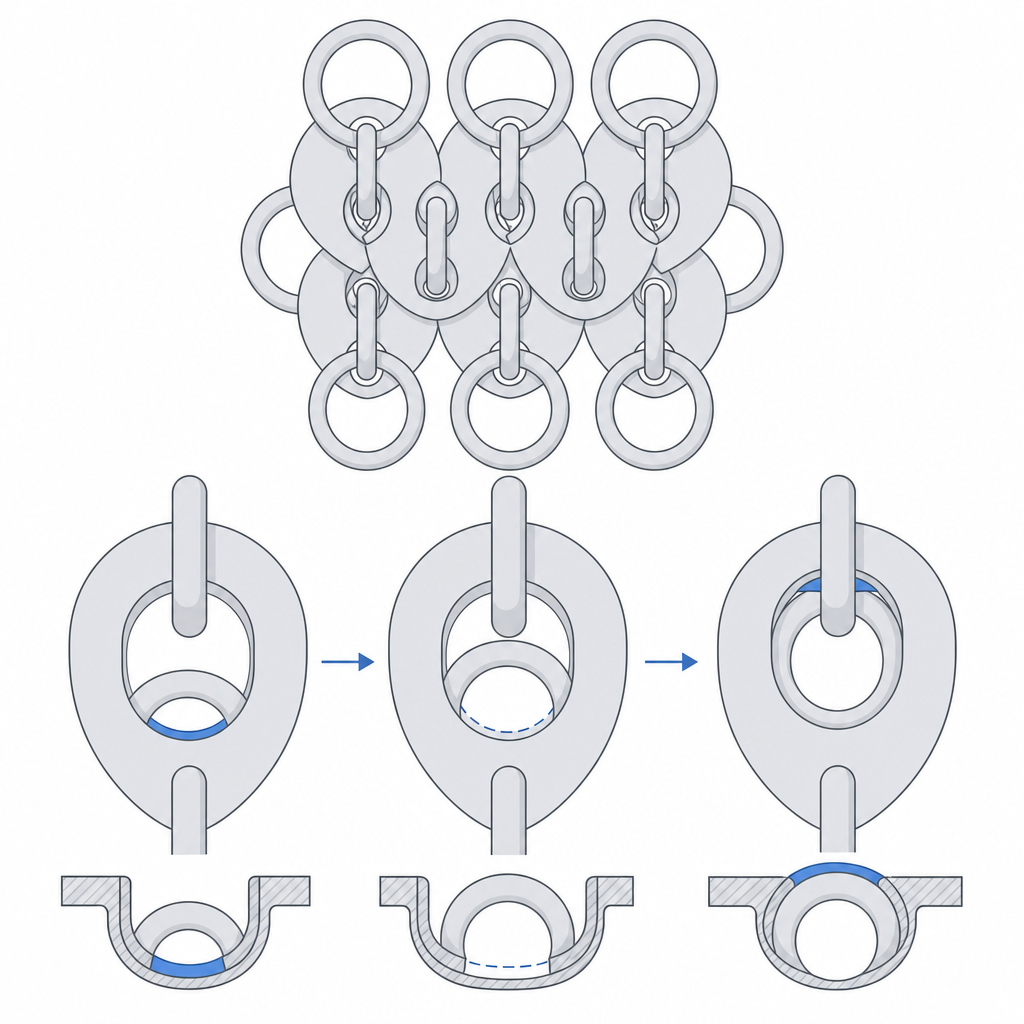
La cota de malla impresa no tiene bisagras ni ejes: tiene eslabones que se solapan con juego. Cada placa está enlazada a sus vecinas a través de un anillo o un saliente que pasa por la ventana de la de al lado, y entre las dos superficies que se tocan queda hueco. Ese hueco es el que da los dos comportamientos a la vez, según en qué dirección la cargues.
Cuando doblas la lámina, cada placa gira un poco respecto a su vecina alrededor del enlace. Como hay holgura, ese giro es casi libre: las placas se abren en abanico y el conjunto se curva sin que el material trabaje apenas. No estás flexionando plástico: estás gastando un juego que dejaste a propósito. Por eso una malla bien calibrada cae con un radio pequeño y se pliega por su propio peso, igual que un tejido cae porque cada hilo tiene poca rigidez a flexión y los cruces de trama y urdimbre deslizan unos sobre otros sin oponerse.
Cuando tiras de los extremos pasa lo contrario. Las placas no pueden separarse indefinidamente porque el enlace lo impide, y cuál es el tope depende del patrón. En una malla de anillos entrelazados, el anillo topa contra la pared de la ventana por la que pasa: ese es el tope de tracción. En un patrón de escamas solapadas, es el solape de una placa, que cabalga sobre la siguiente, el que choca y frena el estirado. En ambos casos hay primero una fase corta de captación: la lámina estira de forma blanda hasta agotar el juego, y solo entonces el tope entra en carga. En cuanto se agota la holgura, el conjunto deja de fluir y empieza a trabajar a tracción, y ahí ya no responde el aire, sino el plástico macizo de cada eslabón. La lámina se pone rígida de golpe. Es la cinemática del tejido real: la malla de acero de una cota medieval o las escamas de un pez se doblan sin esfuerzo y resisten el estirado por el mismo mecanismo, eslabones que giran libres hasta que solapan y topan. La rigidez a tracción no la pones tú con grosor: la pones con el tope, y ese tope vive en la geometría del enlace.
El hueco del enlace no perdona
Esto se imprime de una sola pieza, con todos los eslabones enlazados ya en su sitio, sin montaje posterior. La malla vive del mismo principio que una cadena print-in-place: entre cada par de superficies que tienen que moverse una respecto a la otra hay un hueco de aire que el laminador debe respetar, y que la impresora no debe rellenar ni soldar. Ese hueco es el parámetro que decide si lo que sale es tela o es un bloque.
El margen es estrecho por los dos lados. Si la holgura es demasiado pequeña, el contorno se come el hueco —recuerda que el cordón real es más ancho que el nominal y ensancha la pared por igual hacia ambos lados, y que la sobreextrusión y la pata de elefante de las primeras capas lo agravan— y dos placas contiguas acaban tocándose y soldándose en algún punto. Basta con que se fundan unos pocos enlaces para que la zona deje de articular: aparecen parches tiesos en medio de la tela, y a veces toda la lámina sale rígida porque la cadena de eslabones soldados recorre la pieza entera. Si la holgura es demasiado grande, el enlace queda tan suelto que los eslabones se desenganchan: la malla se desarma sola o queda floja y sin el tope que le daba la rigidez a tracción.
Hay dos huecos que calibrar, no uno. El hueco lateral (en el plano de la cama) lo fija el ancho de cordón; el hueco vertical importa siempre que el enlace cruce en Z —un anillo que pasa por encima de otro—, y ahí el suelo es la altura de capa: necesitas al menos una capa de aire entre las dos superficies, mejor dos, o se sueldan en Z aunque el lateral esté perfecto. No adivines ninguno de los dos. La holgura efectiva entre dos paredes impresas no es la que dibujas, porque el proceso ensancha los contornos y cierra el hueco. El criterio para fijarla por lado —no por diámetro— y el cupón que te dice cuál es tu hueco real con tu máquina y tu material están en Tolerancias para piezas que se mueven. Imprime ese cupón antes de lanzar una lámina de mil eslabones: cada enlace sueldo o libre de forma local e independiente, así que la probabilidad de que al menos uno salga fundido crece con el número de eslabones. Una pieza de mil te perdona mucho menos que un pivote suelto, y un error de hueco que en un solo eslabón sería marginal te puede dejar parches agarrotados repartidos por toda la lámina.
Las tres palancas del tejido: espesor, solape y patrón
Con el enlace ya articulando, tienes tres palancas para decidir qué clase de tela quieres, y cada una tira de una propiedad distinta.
El espesor de placa gobierna la rigidez de cada eslabón y, con ella, el blindaje. Placas finas pesan poco, se doblan con radios pequeños y dan un tejido suave que se amolda; placas gruesas apenas se deforman ellas mismas y dan una superficie más rígida y protectora, a costa de una caída más tosca y de un radio de doblado mayor. El solape —cuánto monta cada placa sobre la vecina— fija dos cosas de golpe: cuánto recorrido angular hay antes del tope (y por tanto el ángulo de caída, lo que puede girar una placa antes de chocar) y, en los patrones de escamas, la rigidez a tracción (cuánto agarra el tope cuando llega). Mucho solape con placa fina es tela suave que se frena pronto al estirar; poco solape deja girar más pero engancha menos.
El patrón de enlace decide la anisotropía del conjunto, y ese eje es independiente del tamaño de los eslabones. La isotropía la marca la topología, no la densidad: una malla de anillos entrelazados, donde cada anillo cose a sus vecinos en varias direcciones, cae parecido en todos los sentidos; un patrón de placas rectangulares solapadas como escamas de pez o tejas de un tejado cae de maravilla en el sentido en que las escamas se abren y resiste mucho más en el perpendicular, donde el solape no las deja girar. Hacer los eslabones más pequeños y numerosos cubre más y afina el grano, pero un patrón de escamas sigue siendo anisótropo por mucho que lo tupas. No hay un patrón mejor: hay el que reparte la flexibilidad por donde tu pieza tiene que doblarse y la rigidez por donde tiene que aguantar.
| Si subes… | El tejido se vuelve… | A costa de… |
|---|---|---|
| Espesor de placa (arranca en 1–2 mm) | Más rígido, más protector | Caída más tosca, radio de doblado mayor |
| Solape entre placas (≈25–40 % del ancho de placa) | Más duro a tracción, frena antes | Menos recorrido angular libre |
| Holgura lateral (≈0,3–0,5 mm) | Más fluido y suelto | Riesgo de desarme y de perder el tope |
| Hueco vertical en Z (≥1–2 alturas de capa) | Articula en Z sin soldarse | Eslabón más alto, más material |
| Densidad del patrón (eslabones más pequeños) | Con más cobertura, grano más fino | Más eslabones, más puntos de fallo de soldadura |
Trátalos como puntos de partida, no como recetas: el hueco real depende de tu máquina, y por eso el cupón manda sobre la tabla.
Imprímela plana, sin soportes entre placas
Toda esta familia se imprime tumbada sobre la cama, en una sola tirada, con el plano del tejido paralelo a la bandeja. No es una preferencia, es lo que hace posible el print-in-place. Con las placas planas, cada eslabón apila sus capas en horizontal, y conviene distinguir dos tipos de hueco: entre placas que solo conviven en el plano, el hueco es lateral y la boquilla lo bordea sin puentear; pero allí donde un eslabón cruza por encima de otro —cualquier enlace de verdad entrelazado— hay un hueco vertical que sí se puentea, y es justo el que da problemas de descuelgue. Es además la orientación que pone los cordones a favor del esfuerzo de la malla, el mismo razonamiento de orientación de capas que gobierna cualquier pieza que se mueve y que desarrolla Orientación de capas para el movimiento: las capas en el plano del tejido, no de canto.
La regla dura es no meter soportes entre placas. Un soporte en el hueco de enlace lo rellena de material, y al despegarlo —si es que lo despegas— te deja el enlace soldado o astillado; en cualquier caso, sin articular. Diseña la geometría para que se sostenga sola: los solapes y los anillos tienen que ser puenteables, con voladizos cortos que el cordón cruce sin caer. Donde una placa monta sobre otra hay un pequeño puente, y conviene que sea corto y que la primera capa que lo forma encuentre apoyo a ambos lados; un solape demasiado abierto puentea mal, descuelga el cordón y cierra el hueco que querías mantener.
Y luego está la cama. Una lámina de cota de malla es, por definición, una superficie grande y plana, justo la geometría que más se alabea. Si una esquina se levanta al enfriarse, no solo deformas el contorno: tiras de los eslabones de esa zona y abres o cierras los huecos de enlace, arruinando la calibración de holgura que tanto te costó fijar. Una placa que se despega a mitad de impresión puede soldar eslabones al recolocarse o, peor, hacer que la boquilla arrastre la pieza. Cama limpia, primera capa bien asentada, falda ancha (brim) generosa en las esquinas o balsa si el material se alabea, y Z-hop o combing activados para que la boquilla salte los eslabones sueltos en vez de arrastrarlos durante los desplazamientos. La adhesión a la cama no es aquí un detalle de acabado: es lo que mantiene constante el hueco entre placas a lo largo de toda la lámina.
Cuatro modos de fallo, y cuándo compensa el esfuerzo
Casi todo lo que sale mal en una cota de malla impresa cae en uno de cuatro modos, y los cuatro se diagnostican mirando la pieza.
El primero es placas soldadas por hueco corto o por sobreextrusión: aparecen parches tiesos que no doblan, o una lámina entera agarrotada. La causa es hueco insuficiente —lateral o vertical— o flujo de más; se corrige abriendo la holgura del enlace y calibrando el flujo, no bajando la temperatura a ciegas. El segundo es el inverso, tejido que se desarma: los eslabones se desenganchan porque el enlace quedó demasiado suelto, y la malla se cae a trozos o pierde el tope que le daba rigidez a tracción. Aquí cierras hueco o aumentas el solape para que el enlace vuelva a hacer tope. Los dos primeros son las dos caras del mismo número, y por eso la malla es tan sensible a la holgura: el rango entre «soldada» y «desarmada» es de pocas décimas, y lo recorres entero a lo ancho de una sola pieza grande.
El tercero es el alabeo (warping), que levanta esquinas, deforma el contorno y, de paso, descalibra el hueco de enlace en las zonas que se mueven; se ataca por adhesión a la cama y por gestión térmica, no por geometría del eslabón. El cuarto es el puenteo defectuoso en las zonas de solape: si el voladizo del solape es largo, el cordón se descuelga, cierra el hueco de abajo y suelda el enlace o deja un acabado sucio que roza y agarrota; se corrige acortando el voladizo o reorientando el solape para que puentee corto.
¿Cuándo merece la pena todo este cuidado? Cuando necesitas una superficie que sea flexible y resistente al estirado al mismo tiempo, algo que ninguna lámina maciza te da. Protecciones que tienen que amoldarse al cuerpo o a una pieza curva sin dejar de blindar; fundas y carcasas flexibles; manteles, ropa decorativa y atrezo que tengan que caer y plegarse como tela de verdad; cualquier superficie que tenga que doblarse libre y aun así no estirarse cuando la traccionas. Para todo eso, el tejido rígido-flexible impreso de una pieza es la respuesta. Y su calidad se decide, otra vez, en la holgura. Antes de la lámina grande, vuelve a Tolerancias para piezas que se mueven con tu número medido.