Casquillo o rodamiento embebido: que gire el cojinete, no el plástico
Llega un momento en que el giro de plástico contra plástico ya no da más de sí. Un pivote impreso sobre su agujero impreso funciona, pero gira con un par de arranque que se nota en la mano, raspa, calienta y, sobre todo, se desgasta. Cada vuelta arranca unas micras de cordón: el agujero se abre y, al cabo de unas horas de servicio, el ajuste que calibraste con tanto cuidado ya no es el que dejaste. Para una bisagra que abres dos veces al día eso da igual. Para una rueda, una polea o un eje que gira miles de veces, no. Ahí dejas de pedirle al plástico que sea la superficie de rodadura y le das esa tarea a una pieza pensada para girar: un casquillo de bronce o PTFE, o un rodamiento de bolas, alojado dentro de la pieza impresa. La impresora deja de ser el cojinete y pasa a ser solo el soporte que lo sujeta. Todo el oficio se traslada entonces a un solo punto: cómo es ese alojamiento.
Por qué el plástico rueda mal
El contacto plástico contra plástico tiene tres problemas que se agravan entre sí. El primero es la fricción alta: el PLA o el PETG deslizando uno contra otro tienen un coeficiente de rozamiento que se nota como par de arranque, y ese par crece si el ajuste es algo apretado o si la superficie impresa es rugosa —y siempre lo es, escalonada capa a capa—. El segundo es el desgaste: la superficie de un cordón no es dura, así que el rozamiento repetido la pule y va retirando material. El tercero es la consecuencia directa del segundo: como el desgaste retira material, el ajuste cambia con el uso. Empiezas con una holgura deslizante y terminas con juego, vibración y un giro que ya no es ni preciso ni suave.
Un casquillo o un rodamiento ataca los tres a la vez, aunque cada uno con su propia física. Un casquillo de bronce sinterizado autolubricado o de PTFE desliza con una fricción muy inferior a la del plástico y resiste mucho mejor la abrasión; sigue siendo un deslizamiento, así que se desgasta, pero despacio, y su vida depende de la carga y la velocidad —del producto presión por velocidad— y de que conserve su lubricación. Un rodamiento de bolas juega en otra liga: sustituye el deslizamiento por rodadura, que casi no tiene par de arranque, y su vida se cuenta por fatiga de las pistas en millones de revoluciones, no en horas de roce. En ambos casos la superficie de trabajo es metal o un polímero técnico, así que el ajuste no migra como migraba el plástico. Cuando la calidad de la rotación importa de verdad, esta es la mejor opción que tienes, y con diferencia.
El alojamiento sujeta sin deformar
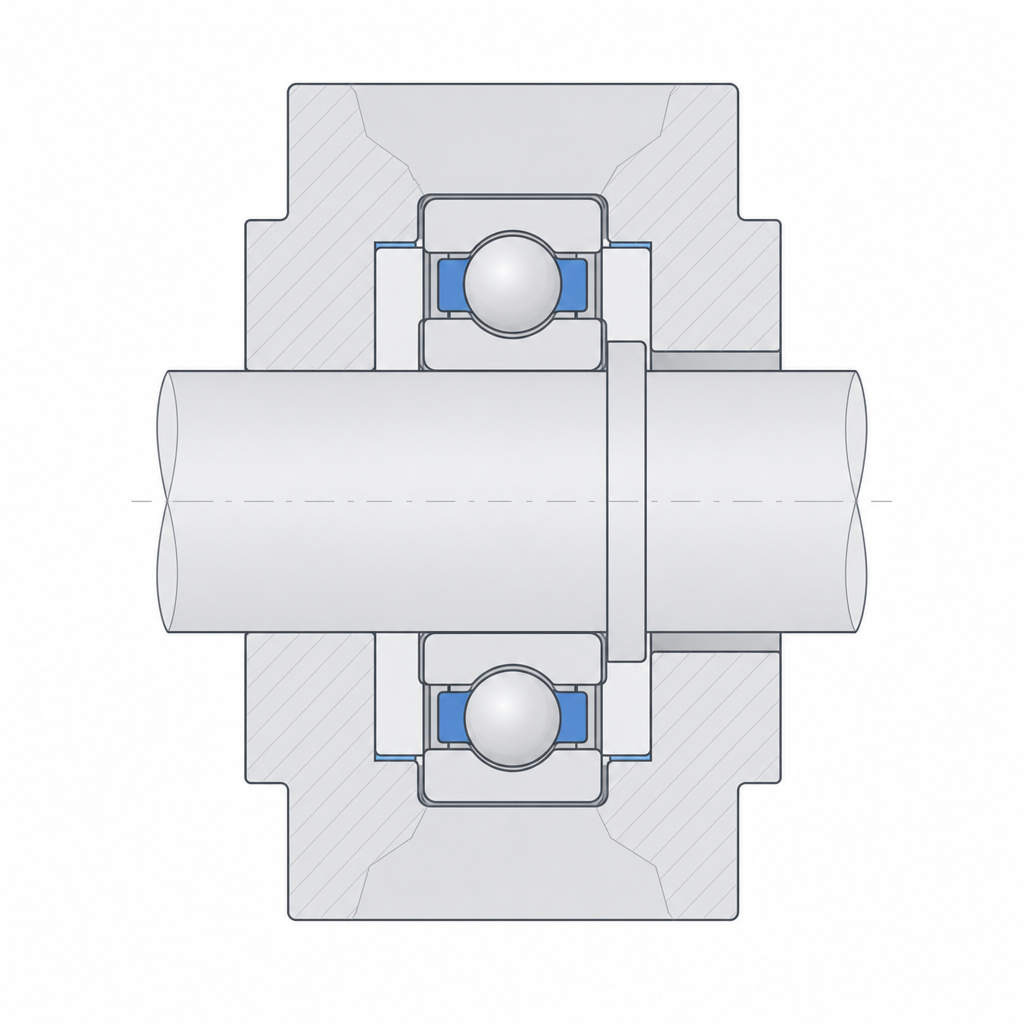
Aquí cambia la lógica. Cuando el plástico era la superficie de giro, dimensionabas el agujero para que el eje deslizara dentro: querías holgura. Ahora el plástico ya no gira nada; lo que tiene que hacer el alojamiento (el bolsillo, en la jerga de impresión) es sujetar el cojinete quieto. El aro exterior de un rodamiento no debe girar respecto a la pieza —si lo hace, frota y desgasta el plástico—, así que el bolsillo trabaja contra ese aro con un ajuste de transición o un ligero apriete, lo justo para que no se mueva.
La palabra clave es ligero. Un rodamiento de bolas es un componente de precisión cuya holgura interna —el hueco entre las bolas y las pistas— está calculada de fábrica. Si aprietas demasiado el aro exterior dentro del bolsillo, el plástico cierra sobre él y transmite esa presión a las pistas: el aro se deforma hacia dentro, la holgura interna se cierra, y el rodamiento que debía girar libre se precarga y se agarrota. Acabas con un giro más duro que el del plástico que querías evitar, y encima has metido el componente caro a presión para empeorarlo. Por eso el apriete es de décimas, no de medio milímetro: sujetar, no estrujar.
Y el alojamiento no es solo el diámetro. Un cojinete necesita soporte axial: un hombro, un resalte contra el que apoye una de sus caras, para que no se hunda más allá de su sitio cuando empujes el eje o cuando la carga de servicio tire de él hacia dentro. Coloca el hombro de modo que se oponga a la carga axial predominante, y deja el lado contrario abierto para poder empujar el cojinete a su sitio. Esto vale mientras la carga axial vaya casi siempre en un sentido; si tira en los dos —algo frecuente—, un solo hombro no basta y necesitas retención en ambos lados: un segundo resalte, una arandela o un anillo elástico que cierre por encima del cojinete una vez montado.
No confundas el aro exterior con el aro interior
Un rodamiento tiene dos ajustes, no uno, y van a piezas distintas. El error que arruina más rodamientos embebidos es tratarlos igual, porque la regla no es "apretar los dos": es apretar el aro que gira respecto a la carga y dejar más libre el que está quieto.
En el caso típico —aro exterior fijo al plástico, eje girando— el que gira bajo la carga es el aro interior. Ese sí va con apriete sobre el eje: si lo dejas holgado, el eje baila dentro del rodamiento y le metes el mismo juego y golpeteo que el rodamiento existía para eliminar. El aro exterior, en cambio, está quieto respecto a la carga; le basta con que no gire en el bolsillo, así que va con transición o apriete muy ligero, nunca con interferencia fuerte —esa es la que cierra la holgura interna—. Si invirtieras los papeles, con el aro exterior girando y el eje quieto, se invertirían también los ajustes.
Hay una excepción de montaje que conviene tener presente, y aparece justo con el método más limpio de captura. Si el rodamiento queda cautivo dentro del plástico para siempre, a menudo te interesa que el eje sea deslizante en el aro interior para poder montar y desmontar el eje sin desarmar la pieza: no puedes meter interferencia en los dos lados si ambos componentes ya están atrapados. En ese caso, el apriete que evita el golpeteo lo das por otra vía —un resalte, un pasador, una cara plana en el eje— y dejas que el aro interior reciba el eje con holgura controlada. La regla de fondo no cambia: el anillo que rota bajo carga es el que no debe deslizar; el que está quieto puede ir más libre, y a veces te conviene que lo vaya.
Imprime el bolsillo a tu cota calibrada
El diámetro nominal del aro exterior te lo da el fabricante del rodamiento con tolerancias de micras. El diámetro del bolsillo que sale de tu impresora, no: un agujero impreso en vertical sale más pequeño de lo dibujado —el ancho del cordón en una pared curva muerde el hueco hacia dentro— y el escalonado capa a capa deja una pared que no es un cilindro liso. Esas dos desviaciones juegan en tu contra justo donde el ajuste es crítico, así que el bolsillo no se diseña con la cota nominal del rodamiento: se diseña con tu cota calibrada, la que sabes que tu máquina convierte en el diámetro real que quieres. Mide, ajusta, y trátalo como cualquier otro ajuste fino; el método de Tolerancias para piezas que se mueven es exactamente el que necesitas, aplicado al aro exterior en lugar de a un eje.
La orientación del bolsillo importa tanto como su cota. Imprímelo con el eje del agujero vertical: así sale más cilíndrico, sin la ovalación que el voladizo provoca en un agujero tumbado. Pero esa misma orientación deja el hombro de soporte axial como un voladizo —el techo del rebaje— que en FDM sale basto y poco plano, y esa es justo la cara contra la que apoya el cojinete. Si la carga axial descansa sobre una cara impresa "hacia arriba", limpia y bien definida, mejor; si por geometría tiene que apoyar contra el voladizo rugoso, cuenta con interponer una arandela que reparta el contacto sobre una cara plana de verdad.
Para meter el cojinete tienes cuatro caminos. El primero, a presión, es el directo: bolsillo a su cota, empujas y entra; sirve si el apriete es de verdad ligero y la pared tiene perímetro suficiente para no abrirse. El segundo, con calor —un heat-set (inserto por calor)—, vale solo para casquillos: calientas el inserto, funde localmente la pared y se aloja con poca fuerza, y al enfriar el plástico cierra sobre él. Con casquillos, cuidado con cuánto cierra, porque la contracción puede dejarte más apriete del que pusiste. El tercero, el más limpio para producción seria, es capturarlo con una pausa de impresión: paras la impresora a la altura del hombro, colocas el cojinete en su sitio, y dejas que las capas siguientes cierren por encima atrapándolo sin ninguna fuerza de inserción ni riesgo de deformar el aro. El precio es que queda dentro para siempre; si algún día hay que cambiarlo, no sale. Y el cuarto, a menudo el más fiable en FDM, es bolsillo a holgura ligera más adhesivo retenedor (un anaeróbico tipo Loctite 603/638): rellena las irregularidades del agujero impreso y fija el aro exterior sin precargarlo, que es la salida elegante al dilema "holgado frota, apretado agarrota" cuando la geometría sola no llega.
| Interfaz | Ajuste buscado | Por qué |
|---|---|---|
| Aro exterior ↔ bolsillo (aro quieto) | Transición a apriete ligero (~+0,02 a −0,03 mm en Ø) | sujeta sin precargar las pistas |
| Aro interior ↔ eje (aro que gira bajo carga) | Apriete ligero (~0 a −0,03 mm en Ø) | el aro rotante no debe deslizar sobre el eje |
| Aro interior ↔ eje (rodamiento cautivo) | Deslizante controlado | permite montar y desmontar el eje |
| Soporte axial | Hombro contra una cara; arandela o anillo si la carga es bidireccional | encaja la carga axial sin fiarlo a la fricción |
| Diámetro de bolsillo | Cota calibrada, no nominal | el agujero impreso sale pequeño y escalonado |
Dónde compensa y cómo falla
El casquillo o el rodamiento embebido compensa allí donde el desgaste del plástico sería un problema acumulativo: ruedas, poleas, ejes de mecanismos que giran mucho o que tienen que ser suaves y precisos —un eje de transmisión, una polea de un sistema de correa, una rueda que carga peso y rueda durante horas—. Si el punto de giro va a dar muchas vueltas bajo carga, o si necesitas que el par de arranque sea bajo y repetible, el cojinete real compensa su coste de sobra. Para un pivote que se mueve poco y sin carga, en cambio, es complicarlo de más: ahí el plástico contra plástico basta, y te ahorras un componente y un ajuste delicado.
Cuando falla, falla de tres maneras conocidas, y las tres se previenen en el alojamiento. La primera es el cojinete que se afloja: bolsillo demasiado holgado, el aro exterior gira o se mueve dentro de la pieza, frota y desgasta el plástico hasta que el cojinete queda suelto y baila. La segunda es el agarrotamiento por apriete excesivo: bolsillo demasiado apretado, el aro se deforma hacia dentro, cierra la holgura interna y el rodamiento gira duro o se bloquea —el caso de la nota de arriba—. Y la tercera es el desgaste del plástico alrededor del bolsillo bajo carga repetida: aunque el ajuste sea correcto al montarlo, la carga cíclica trabaja la pared del bolsillo, y si esa pared es fina o es relleno en vez de perímetro continuo, se va abriendo con los ciclos y el cojinete acaba aflojándose por la vía lenta. Por eso la pared del alojamiento se diseña con perímetros, no con relleno, y con grosor para repartir la carga: el cojinete es bueno, pero solo rinde lo que le permita el plástico que lo sujeta.
El cojinete embebido es el ejemplo más exigente de meter una pieza fabricada dentro de una impresa, y comparte criterio con todo lo demás que se aloja en el plástico —imanes, insertos roscados, tuercas capturadas—: el ajuste por interfaz, el soporte axial, la captura por pausa. Si dominas el alojamiento de un rodamiento, el resto del hardware embebido es el mismo problema con menos décimas en juego; y el punto de partida de cualquiera de esos ajustes sigue siendo medir tu impresora, tal como lo plantea Tolerancias para piezas que se mueven.