Botón de cúpula con chasquido
Aprietas el centro de una cúpula delgada, notas que resiste, sigues empujando y de repente cede con un clic seco que sientes en el dedo; sueltas, y vuelve sola a su sitio, lista para el siguiente pulso. Ese es el tacto de un teclado de membrana, y se puede imprimir en FDM sin contactos metálicos ni domos de acero: basta una cúpula poco profunda con el espesor correcto. Pero ese "de repente" no es un adorno del tacto, es el corazón del mecanismo: todo el diseño consiste en conseguir que la cúpula colapse de un salto, en lugar de hundirse, y que después tenga elasticidad para volver. Acierta con tres números —radio, flecha y espesor— y tendrás un clic firme y repetible; fállalos y tendrás un botón que se hunde sin avisar o que se queda hundido y no vuelve.
El clic es un pandeo controlado
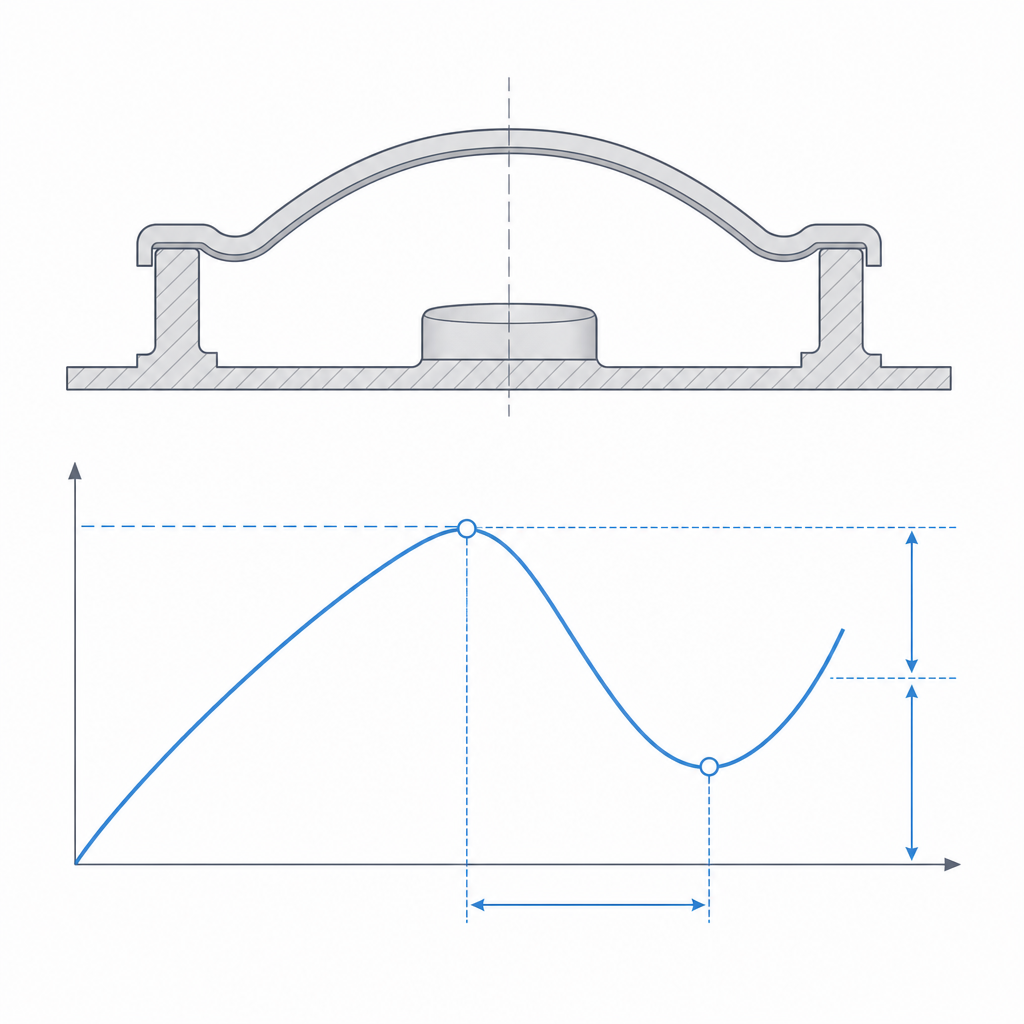
Una cúpula poco profunda es una estructura bistable a medias: tiene una forma de reposo estable, la cúpula hacia fuera, y bajo carga puede llegar a una segunda configuración, la cúpula invertida hacia dentro. Lo que ocurre entre una y otra es la clave del tacto. Mientras empujas en el centro, la cúpula trabaja a compresión en su plano y resiste con una rigidez que crece: cada décima de hundimiento te pide más fuerza, y notas un muro que se endurece. Esa es la rama estable. Hasta que llegas a la carga crítica de pandeo, el punto en que la geometría no puede seguir absorbiendo carga manteniéndose convexa, y la estructura pierde la estabilidad de manera súbita.
En ese instante se produce el snap-through o pandeo por inversión: la cúpula salta a su forma invertida atravesando un tramo en el que su rigidez es negativa, se hunde sola y te pide menos fuerza para seguir, no más. La energía elástica que habías ido cargando en la rama estable se libera de un tirón y acelera el centro hacia dentro. Eso es el clic: no es un tope que golpeas, es la estructura entera descargándose en milisegundos. Y por eso el tacto es tan limpio y tan reconocible, porque hay un pico de fuerza nítido seguido de una caída brusca, exactamente el perfil que tu dedo interpreta como «ha pulsado».
Esa caída tiene nombre y es la métrica que de verdad diseñas: el snap ratio, la proporción entre la fuerza que se desploma en el salto y el pico que la precede. Un snap ratio alto es un clic rotundo; uno bajo es un hundimiento blando que apenas se nota. Y aquí está la palanca: una cúpula más profunda almacena más energía antes de pandear y la descarga de golpe, así que sube el snap ratio. Por eso "subir la flecha marca más el salto" y "el clic se vuelve más rotundo" son la misma frase dicha de dos maneras.
El retorno es el mismo proceso a la inversa, pero con una asimetría que hay que tener clara. Si la cúpula no es demasiado profunda, la forma invertida no es un segundo estado estable sino una posición que solo se sostiene mientras la mantienes apretada; al soltar, la elasticidad del material la empuja de vuelta a través de un segundo salto. Y aquí está la trampa: el snap-back no es simétrico al snap-through, hay histéresis. La fuerza que devuelve la cúpula es siempre menor que la que costó invertirla, y en una cúpula cercana a la frontera de la biestabilidad puede acercarse a cero. Esto importa porque convierte el "vuelve / no vuelve" en una zona gris: una cúpula geométricamente monoestable que retorna con una fuerza ridícula se quedará dentro en cuanto su asiento roce un poco. El retorno no lo decide solo la geometría de la cúpula; lo decide también la holgura de su alojamiento.
La fuerza la deciden radio, flecha y espesor
El umbral de clic —la fuerza a la que la cúpula colapsa— no sale de un único parámetro, sino de la relación entre los tres, y conviene entender cómo influye cada uno antes de tocar el modelo.
La flecha, la altura de la cúpula sobre su base, gobierna si hay clic y cómo de pronunciado. Una cúpula muy plana apenas almacena energía antes de pandear: cede temprano, con poco salto, y el tacto se queda en un hundimiento blando sin clic. Subir la flecha hace el pico más alto y la caída posterior más marcada —sube el snap ratio—, hasta que te pasas: la cúpula se vuelve tan profunda que la forma invertida es estable por sí sola y deja de ser un botón para convertirse en un interruptor que se queda enganchado. El espesor de pared marca la dureza: la rigidez a flexión de una cáscara crece con el cubo del espesor, así que una cúpula más gruesa exige mucha más fuerza para llegar a la carga crítica. Y el radio fija la escala: una cúpula ancha y de poca flecha es más blanda, una pequeña y abombada es más dura.
La consecuencia práctica es incómoda y hay que tenerla presente desde el principio: la fuerza de clic es muy sensible al espesor, mucho más que a las otras cotas, porque la rigidez de la cáscara va con el cubo y la carga crítica escala cerca de t². Unas pocas centésimas de pared de más o de menos te cambian el tacto de "clic firme" a "muro que no cede" o a "se hunde sin gracia". Y en FDM el espesor real de una pared fina no es el que dibujas: lo fijan el ancho de cordón, el aplastado de la primera capa y, sobre todo, la calibración del flujo. Una cúpula de pared nominal de 0,8 mm impresa con el flujo un 5 % por encima de lo calibrado resulta apreciablemente más rígida que la misma con el flujo a su sitio. Por eso este es un mecanismo que no transfiere de una impresora a otra sin recalibrar: el número que te da el clic perfecto está atado a tu flujo y a tu primera capa.
| Si subes… | La fuerza de clic | El riesgo que aparece |
|---|---|---|
| Espesor de pared | Sube mucho (rigidez ∝ t³, carga crítica ≈ t²) | Botón duro; sensible a la calibración de flujo; no se afina en pasos finos |
| Flecha (altura de la cúpula) | Sube el pico y marca más el salto (más snap ratio) | Si te pasas, la cúpula no retorna (biestable estable) |
| Radio | Baja (cúpula más blanda) | Demasiado plana: hundimiento sin clic |
Punto de partida: con qué números empezar
Antes de afinar conviene saber de qué tamaño hablamos, porque la física del retorno y de la fluencia cambia con la escala. Un botón de panel típico vive en una cúpula de diámetro 14–20 mm, con una flecha de 1,5 a 3 mm y una pared de dos perímetros (del orden de 0,8–0,9 mm con boquilla de 0,4 mm). Por debajo de un perímetro la cáscara no cierra de forma fiable, así que dos cordones es el espesor mínimo viable, no una elección de rigidez. Cúpulas mucho más anchas se vuelven blandas y piden subir la flecha para conservar el clic; mucho más estrechas se endurecen deprisa y se acercan al límite imprimible.
El parámetro que de verdad decide si la cúpula retorna o se queda invertida no es ninguna de las tres cotas por separado, sino su razón flecha/espesor. Una cúpula monoestable —que vuelve sola— vive con la flecha por debajo de unas tres o cuatro veces el espesor; cuando la flecha supera con holgura ese múltiplo, la forma invertida se vuelve estable y el botón deja de retornar. Esa es la regla de dedo que te permite "quedarte del lado plano" sin ir a ciegas: si tu pared real son 0,85 mm, una flecha de 2 mm está cómodamente en zona de retorno, y una de 4 mm ya coquetea con la biestabilidad permanente. La frontera es difusa y depende también del radio, así que cuando quieras retorno garantizado, deja margen por debajo de ella.
Imprímela para que la cúpula no sea su propia línea de rotura
La cúpula es la pieza, y la orientación de impresión decide si sobrevive a los ciclos o se parte por una capa. El problema de fondo es el de siempre en FDM: la pieza es fuerte a lo largo de los cordones y débil entre capas, y una cúpula que pandea pone su material a flexión justo donde no quieres una soldadura intercapa que se abra. Lo desarrolla en detalle Orientación de capas para el movimiento; aquí basta con la consecuencia práctica.
Imprime la cúpula con su concavidad hacia abajo, apoyada sobre el borde, de modo que la superficie curva crezca como una bóveda. Pero ojo con la promesa fácil de "sin soportes": una cúpula poco profunda —que es justo la que recomendamos para que retorne— tiene la cima muy tendida, casi horizontal, y esa zona supera el ángulo crítico de voladizo. Arranca casi vertical en el borde y se va tumbando hasta colgar en el centro, donde puede combarse o salir rugosa aunque "crezca como bóveda". Aquí hay una tensión real entre las dos cosas que quieres: la flecha baja favorece el retorno, pero empeora la imprimibilidad de la cima. Cuanto más plana la cúpula, más vigila la cima: a veces basta bajar la velocidad y reforzar la refrigeración en esas capas tendidas, y solo si la cosa cuelga de verdad, aceptar un soporte ligero sabiendo lo que cuesta.
Porque poner soportes sobre la superficie curva es el peor escenario: dejan una cara rugosa y mellada, y cada mella concentra tensión sobre una pared que ya es delgada y que se flexiona miles de veces. Si los necesitas, sé consciente de que estás sembrando concentradores justo en la cara que trabaja. Y haz la pared continua, de varios perímetros y sin relleno: una cúpula de 0,8 mm con boquilla de 0,4 mm se resuelve en dos perímetros, ajustando el ancho de cordón para que cierren sin hueco central —ese hueco es precisamente el defecto del que huyes—, sin malla de relleno por dentro que no aporta nada a flexión y sí introduce huecos por donde nace la grieta. Quieres una cáscara maciza de perímetro puro, porque es el cordón continuo el que aguanta el snap-through repetido; el relleno disperso aquí solo estorba.
Ten presente que las líneas de capa en la cúpula son planos de fractura potenciales. Si la orientación deja esas líneas atravesando la zona de máxima flexión, la cúpula no fallará por fatiga del plástico sino por delaminación: se abrirá entre dos capas como una grieta limpia, a menudo mucho antes de lo que predice la mecánica del material. Una cáscara de perímetro continuo, impresa con buena adhesión intercapa —temperatura de extrusión holgada, refrigeración no excesiva en esa zona—, es lo que convierte un botón de unos pocos cientos de pulsaciones en uno de varios miles. No esperes cifras de teclado: un domo de acero hace millones de ciclos, y un plástico impreso a flexión grande cerca del pandeo está limitado por la fatiga del polímero, no solo por la delaminación. Orientar bien las capas te quita el fallo prematuro; el techo de vida lo pone el material, y solo un nylon o un PP te acercan al orden de las decenas de miles.
El modo de fallo: la cúpula se queda invertida
El fallo que define este mecanismo es que la cúpula se queda invertida y no retorna. Sucede por dos caminos, y conviene distinguirlos porque uno es de diseño y el otro lo trae el paso del tiempo.
El primero es geométrico: si la flecha es demasiado grande para el radio y el espesor —si cruzas esa razón flecha/espesor de la que hablábamos—, la forma invertida no es una posición transitoria sino un segundo estado estable. Entonces la cúpula entra en biestabilidad permanente y se comporta como un enclavamiento —empuja y se queda dentro, empuja otra vez y sale—, que es un mecanismo legítimo pero no el que buscas en un pulsador. La frontera es difusa, así que cuando quieras retorno garantizado, quédate del lado plano: prefiere una cúpula que claramente vuelva, aunque el clic sea un punto menos rotundo, antes que rozar el umbral donde un lote sale bien y el siguiente se queda enganchado. Y recuerda la histéresis: cerca de la frontera la cúpula aún es monoestable sobre el papel, pero su fuerza de retorno es tan baja que un asiento apretado basta para impedir el regreso. Un fallo de retorno no siempre es de la cúpula; a veces es de su alojamiento.
El segundo camino es la fluencia (creep), y es el más traicionero. Una cúpula que retorna perfecta el primer día puede dejar de hacerlo semanas después si el material, bajo la tensión de los ciclos o de una pulsación mantenida, fluye despacio y disipa la energía elástica que la empujaba de vuelta. Aquí el material manda: el PLA pierde el retorno por fluencia antes que plásticos más elásticos y resistentes, y el calor de servicio lo acelera —un botón de PLA junto a una fuente de calor es una cúpula que se aplana sola con los meses—. Para un pulsador que tenga que sobrevivir muchos ciclos o ambientes templados, un PETG o un nylon mantienen la elasticidad de retorno mucho mejor, a cambio de exigir su propia calibración de espesor. Diséñalo además para que en reposo la cúpula no quede pretensada: si su geometría nominal ya la deja ligeramente cargada, la fluencia tiene margen para actuar desde el primer día. Y cuenta con que en FDM el pretensado dominante no suele ser de diseño sino residual de la impresión: la cima enfría a distinta velocidad que el borde y deja tensiones congeladas en la cáscara. Un recocido suave alivia esas tensiones, pero puede deformar la flecha que tanto te costó afinar, así que es una palanca que se usa midiendo después, no a ciegas.
Para qué sirve y dónde encaja
Un botón de cúpula con chasquido es la pieza que pones cuando el clic confirma el accionamiento: interfaces de panel donde el usuario necesita notar que ha pulsado sin mirar, juguetes, mandos donde la retroalimentación táctil es buena parte del valor del producto. La cúpula no necesita electrónica para tener sentido —el tacto es valioso por sí mismo—, pero su uso natural es como pieza de tacto sobre un contacto eléctrico externo: la cúpula da el clic y el recorrido, y, al invertirse, cierra el circuito contra una pista o un pulsador de membrana situado debajo. Es exactamente la arquitectura de un teclado de membrana, con el domo de acero sustituido por uno impreso.
Cuando lo montes sobre algo, recuerda que el recorrido de la cúpula y su asiento sobre el borde son ajustes como cualquier otro, sujetos a la holgura real de tu impresora —y, como vimos, un asiento apretado puede matar el retorno de una cúpula que sobre el papel es monoestable—. Tolerancias para piezas que se mueven te da el criterio para que el botón asiente sin agarrotarse ni bailar en su alojamiento.
Un apunte de parentesco mecánico para cerrar: la cúpula bistable comparte física con la arandela Belleville bistable. Es el mismo snap-through de una cáscara poco profunda, pero con el objetivo invertido. Aquí persigues el retorno —que la cúpula vuelva sola y esté lista para el siguiente pulso— y huyes de la biestabilidad estable como de un fallo; allí, a menudo, lo que buscas es justo el enclavamiento, que la pieza se quede en su segundo estado y haga de retén. Misma mecánica, decisión de diseño opuesta: lo que en un botón es el modo de fallo a evitar, en un retén bistable es la función que persigues.