Snap-fit reversible: el clic que se monta y se suelta
La mayoría de los snap-fits que diseñas no los quieres para siempre. Quieres abrir la tapa para cambiar la pila, sacar la placa para repararla, separar el módulo para guardarlo. Necesitas la unión que entra con un clic firme y vuelve a salir con los dedos, una y otra vez, sin que pierda agarre por el camino. Ese es el snap-fit reversible de cantilever con rampa de liberación, y es la elección de partida cuando lo que buscas es un montaje sin herramientas. Es el mismo brazo en voladizo que el encaje permanente, con una diferencia que cabe en un ángulo: la cara de vuelta es una rampa, no un muro. Y de ese ángulo, de la longitud del brazo y de un par de décimas de holgura depende que el clic dure cien montajes o se rompa al tercero.
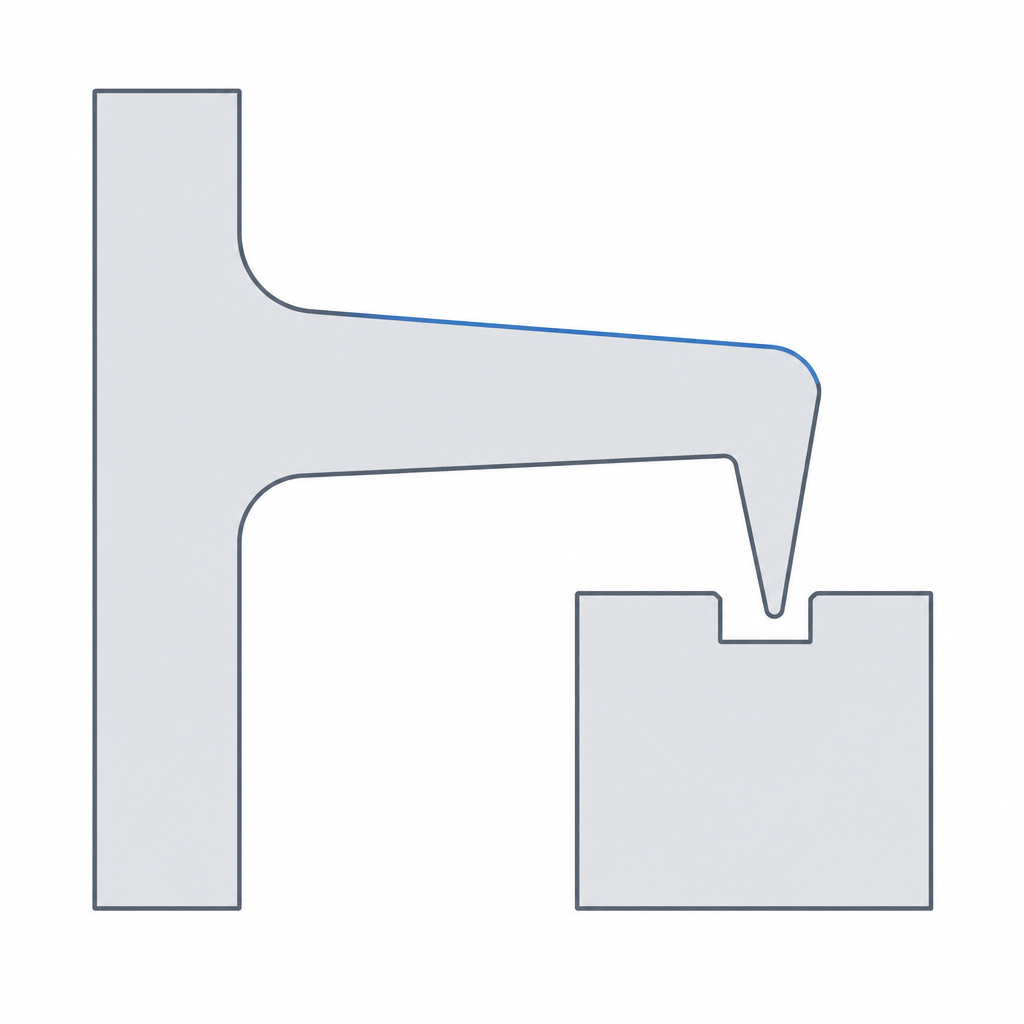
El gancho que monta y el que suelta son el mismo
Un cantilever es una viga en voladizo con un diente en la punta. Toda su mecánica es la de esa viga: al montar, la rampa frontal del diente choca contra el borde de la ventana de enganche, y el empuje axial que tú haces se descompone en una componente que dobla el brazo a flexión. El brazo flexa, el diente salva el resalte, y al pasarlo el brazo recupera su sitio y el diente cae dentro de la ventana. Hasta aquí, todo snap-fit hace lo mismo.
Lo que separa el reversible del permanente es la cara de retención, la cara trasera del diente, la que topa con el borde cuando intentas separar las piezas. Conviene fijar una convención y no soltarla: medimos el ángulo de cada cara respecto a la dirección de extracción, de modo que 0° es una rampa totalmente tendida y 90° es un muro perpendicular. Si la cara de retención es una contra-rampa tendida —del orden de 30° a 45°—, al tirar se comporta igual que la rampa de entrada: descompone tu fuerza axial en una componente que vuelve a flexar el brazo. El diente se retira solo, sube su propia rampa de salida y la unión se abre. La cinemática es simétrica a propósito: lo que entra por una cuña sale por la otra.
La regla que gobierna esto es sencilla con esa convención en la mano: cuanto más tendida la contra-rampa, más fácil suelta; cuanto más cerca la llevas de la perpendicular, más retiene, hasta que en torno a 80°–90° deja de soltar y se vuelve permanente. Un reversible vive en la zona tendida, y por eso su cara de retención es bastante menos empinada que la de un encaje permanente. A 45° tienes el equilibrio clásico: como la cuña de salida es simétrica a la de entrada, la fuerza que abre la unión es del mismo orden que la que la montó. Eso es lo que quieres de un reversible —no que retenga contra cualquier carga, sino que retenga contra cargas menores que el empuje de montaje y ceda limpio cuando empujas a propósito en la dirección de extracción—. Esa frontera entre liberable y permanente la desarrolla Snap-fits que no se sueltan; aquí nos quedamos en el lado que sí abre.
| Cara | Ángulo desde la extracción | Qué controla |
|---|---|---|
| Entrada (rampa frontal) | 25°–35° | Fuerza de montaje: tendida = clic suave |
| Retención (contra-rampa) | 40°–50° | Fuerza de extracción: a 45° suelta a mano, no por accidente |
| Saliente del diente | 0,4–0,8× el grosor del brazo | Cuánto debe flexar el brazo para montar |
La raíz decide si dura cien clics o tres
El error que más cantilevers parte es intuitivo y equivocado: hacer el brazo corto y grueso pensando que así es más robusto. Es justo al revés, y la física de la viga en voladizo lo explica sin ambigüedad. Para un recorrido de punta dado —que es exactamente el saliente del diente, lo que debe apartarse el brazo para que el diente pase—, la deformación máxima aparece en la fibra exterior de la raíz, donde el brazo se une a la pieza. Y esa deformación crece de forma lineal con el grosor del brazo y disminuye con el cuadrado de su longitud.
Esa asimetría es toda la estrategia de diseño. Duplicar la longitud del brazo divide la deformación por cuatro; reducir el grosor a la mitad solo la divide por dos. Alargar paga el doble que afinar. Así que cuando una lengüeta no aguanta, casi nunca es que sea "demasiado débil": es que es demasiado corta para el saliente que le estás pidiendo salvar. La palanca correcta es alargar el brazo y, si puedes, bajar la altura del diente, porque las dos cosas tiran del pico de deformación hacia abajo y lo alejan del límite del material. En un reversible esto importa el doble que en un permanente: el brazo no flexa una vez en su vida, flexa en cada montaje y en cada desmontaje, así que cada ciclo vuelve a llevar la raíz a su deformación máxima. Trabajar cerca del límite del material en cada clic es comprar rotura a plazos.
Y conviene poner número a ese límite, porque sin él "deja margen" no es accionable. La cifra que gobierna el diseño no es la tensión, es la deformación máxima admisible del material: cuánto puede estirarse la fibra exterior sin agrietar. El PLA, frágil, da poco margen —del orden de un 2–4% de pico de diseño, bastante por debajo de su alargamiento a rotura—; el PETG, el ABS o el PP, más dúctiles, toleran bastante más antes de fallar y por eso aguantan brazos más cortos o salientes mayores con la misma seguridad. Dimensiona el brazo para que la deformación de cada clic quede holgadamente por debajo de esa cifra, no rozándola.
Imprímelo tumbado, no de canto
Toda la mecánica anterior valdría para cualquier proceso de fabricación. El FDM añade una trampa que es suya: la pieza es anisótropa, fuerte a lo largo de los cordones y débil entre capas, donde solo la sujeta la soldadura de una capa con la siguiente. Y un cantilever está dominado por la flexión en su raíz, justo el sitio donde esa debilidad hace más daño.
Si imprimes el brazo de canto —con las capas apiladas en la misma dirección en la que el brazo va a doblarse—, cada flexión tira directamente de la unión entre capas. La fibra exterior de la raíz, donde la tensión es máxima, coincide entonces con el plano más débil de toda la pieza. El resultado no es que el brazo se rompa por flexión del material: delamina, se abre entre dos capas como una grieta limpia, a menudo en el primer clic. La regla, dicha sin ambigüedad: las líneas de capa deben correr paralelas al eje del brazo y perpendiculares al plano en que flexa, de modo que ninguna interfaz entre capas quede sometida a la tracción de la flexión. En el caso común, donde el brazo dobla perpendicular a la cama, eso significa tumbarlo sobre la cama siempre que la geometría del ensamblaje te deje. El porqué de esta anisotropía y cómo orientar cada pieza móvil lo desarrolla Orientación de capas para el movimiento.
A veces el ensamblaje fija la dirección de flexión perpendicular a la cama y no hay forma de tumbar el brazo. Cuando ocurra, refuerza la adhesión entre capas justo en la raíz: sube unos grados la temperatura de extrusión, baja la velocidad en esa zona y considera un cordón algo más ancho o más alto para engrosar la soldadura entre capas. No iguala a un brazo tumbado, pero retrasa el fallo: de delaminar al tercer montaje a hacerlo al trigésimo.
La holgura: el clic suave se juega en unas décimas
El diente tiene que entrar en su ventana de enganche sin rozar de lado, y aquí el FDM vuelve a empujar en tu contra. Una ventana modelada con cotas nominales sale más estrecha de lo que dibujaste: el ancho de extrusión engorda las paredes hacia dentro y el pie de elefante cierra las primeras capas. Conviene separar dos holguras que no son la misma cosa. La holgura lateral, entre los flancos del diente y los costados de la ventana, es anti-roce y puede ser generosa: si falta, el diente entra forzado, raspa contra los flancos en cada montaje y la fricción te sube la fuerza de inserción y abrasiona el diente —en el peor caso, agarrota—. La holgura en la cara de retención, en cambio, debe ser mínima o nula: ahí es donde el diente apoya para sujetar, y cada décima que dejes de más es retención que pierdes.
Para la holgura lateral, deja del orden de 0,2 a 0,4 mm por lado según lo que te diga tu calibración; para la cara de retención, lo apretado que la calibración te permita sin que el encaje agarrote al montar. Ese rango no es un número de catálogo: sale de medir tu propia máquina, porque el material, la boquilla, la velocidad y el flujo lo mueven con facilidad varias décimas. La forma honesta de fijarlo es la misma que para cualquier otro ajuste impreso, y la tienes en Tolerancias para piezas que se mueven: imprimes el cupón, pruebas qué luz entra limpia sin juego y guardas ese número. Pasarte por el otro lado tampoco sale gratis —demasiada holgura y el diente baila en su ventana, pierde retención efectiva y traquetea—, pero entre el clic que agarrota de lado y el que baila, el roce lateral es el que castiga la raíz.
Para qué sirve y por qué se rompe
Un cantilever reversible a 45° es la opción natural para lo que abres con cierta frecuencia pero quieres que quede firme entre tanto: tapas, carcasas que se separan para reparar, módulos que se sacan y se vuelven a poner. Lo que no es es un cierre estanco ni una unión para servicio en caliente. Si necesitas sellado, este no es tu encaje. Y vigila el material aunque la pieza no se caliente: el PLA fluye despacio bajo tensión sostenida (creep) incluso a temperatura ambiente, así que un diente que viva pretensado en su ventana puede relajarse con los meses y perder retención justo donde lo querías firme —y si además va a calentarse, recuerda que cerca de la Tg eso se dispara—. Diséñalo para que en reposo, montado, el diente no quede pretensado: que apoye en su cara de retención sin forzar el brazo.
Conviene nombrar los tres modos de fallo, porque cada uno tiene su antídoto y los has visto ya repartidos por el artículo. El primero es la rotura por delaminación en la raíz, y se cura con orientación: brazo tumbado, líneas de capa a lo largo del eje de flexión. El segundo es la pérdida de retención por creep, tras muchos ciclos o con el tiempo bajo carga, y se cura no pretensando el gancho en reposo y eligiendo el material por su comportamiento a fluencia, no solo por su servicio térmico. El tercero, a las pocas decenas o centenas de montajes que vive un reversible, no es fatiga clásica de alto número de ciclos sino rotura por superar la deformación admisible en un clic, agravada por la relajación entre ciclos: se cura con margen, alargando el brazo hasta que la deformación de cada clic quede holgadamente por debajo del límite del material. Los tres se reducen al mismo principio: en un snap que monta y desmonta muchas veces, el lujo no es la fuerza de retención, es el margen. Diseña con holgura al límite de deformación y el clic durará lo que tenga que durar.
Si la respuesta a "¿debe poder abrirse?" es que no, que esto no se separa nunca, entonces este no es el encaje: lleva la cara de retención cerca de los 90° y quítale la rampa de salida, como explica Snap-fits que no se sueltan. Todo lo demás —la raíz redondeada, el brazo tumbado, la holgura medida— es idéntico. La frontera entera entre la unión que vuelve a abrirse y la que cierra para siempre cabe, como has visto, en un solo ángulo.