Engranaje recto: la base de todo
Dos ruedas dentadas que se empujan diente contra diente y convierten el giro de un eje en el giro de otro: eso es un engranaje recto, y es la pieza con la que se construyen todos los demás. Antes de meterte en helicoidales, planetarios o tornillos sin fin, este es el caso que tienes que dominar: su cinemática es la más limpia, y sus modos de fallo reaparecen en cualquier tren más complejo. La buena noticia es que un engranaje recto bien parametrizado e impreso en la orientación correcta es de lo más robusto que sale de una FDM. La mala es que basta equivocarse en un número —el módulo, el ángulo de presión, las décimas de holgura entre dientes— para que dos ruedas que en pantalla engranan de maravilla, en la pieza se agarroten o patinen.
La relación de transmisión es un cociente de dientes
Lo primero que hace un par de engranajes es cambiar la velocidad de giro, y la regla es de una sencillez engañosa: la relación de transmisión es el cociente entre los números de dientes. Una rueda de 40 dientes moviendo a otra de 20 hace que la pequeña gire al doble de vueltas y con la mitad del par; el factor es exactamente 40/20 = 2, y nada más. Da igual que lo razones por dientes o por diámetros primitivos, porque ambos son proporcionales: el diámetro primitivo es el del círculo imaginario donde dos engranajes ruedan sin deslizar, y es en esa circunferencia donde de verdad casa el engrane. Los dientes no son más que la forma de impedir que esos dos círculos resbalen.
Conviene un matiz que volverás a necesitar al hablar de desgaste: el rodar puro solo ocurre en el punto primitivo, el punto exacto donde se tocan las dos circunferencias. Fuera de él, según el contacto avanza por el flanco del diente, los flancos sí deslizan uno sobre otro. Por eso un engranaje, aunque transmita con precisión, va limando sus propios flancos: el deslizamiento es inherente a la forma del diente, no un defecto de fabricación.
Esa circunferencia primitiva es la referencia que todo lo demás respeta. La distancia entre los centros de dos engranajes que engranan es la suma de sus radios primitivos, ni más ni menos —que es lo mismo que la semisuma de sus diámetros—: si te equivocas al colocar los ejes, los círculos primitivos dejan de ser tangentes y el engrane se descompone: aprieta de más o queda flojo. Por eso, cuando dimensiones el alojamiento de un reductor, la cota que importa no es el diámetro exterior de las ruedas, sino esa distancia entre centros.
El módulo es la moneda común y tiene que coincidir
Para que dos engranajes engranen no basta con que sus diámetros casen: sus dientes tienen que ser del mismo tamaño, y ese tamaño lo fija el módulo. El módulo son los milímetros de diámetro primitivo que corresponden a cada diente (diámetro primitivo dividido entre el número de dientes), y funciona como la unidad de cambio del sistema. Dos ruedas con el mismo módulo tienen dientes del mismo paso y encajan; dos ruedas con módulos distintos sencillamente no pueden engranar, por mucho que sus diámetros parezcan compatibles, porque sus dientes no caen en el mismo sitio. Un módulo grande son dientes grandes y gruesos, que aguantan más carga pero hacen la rueda más tosca; un módulo pequeño afina el movimiento pero da dientes más finos y frágiles, justo lo que peor lleva la FDM.
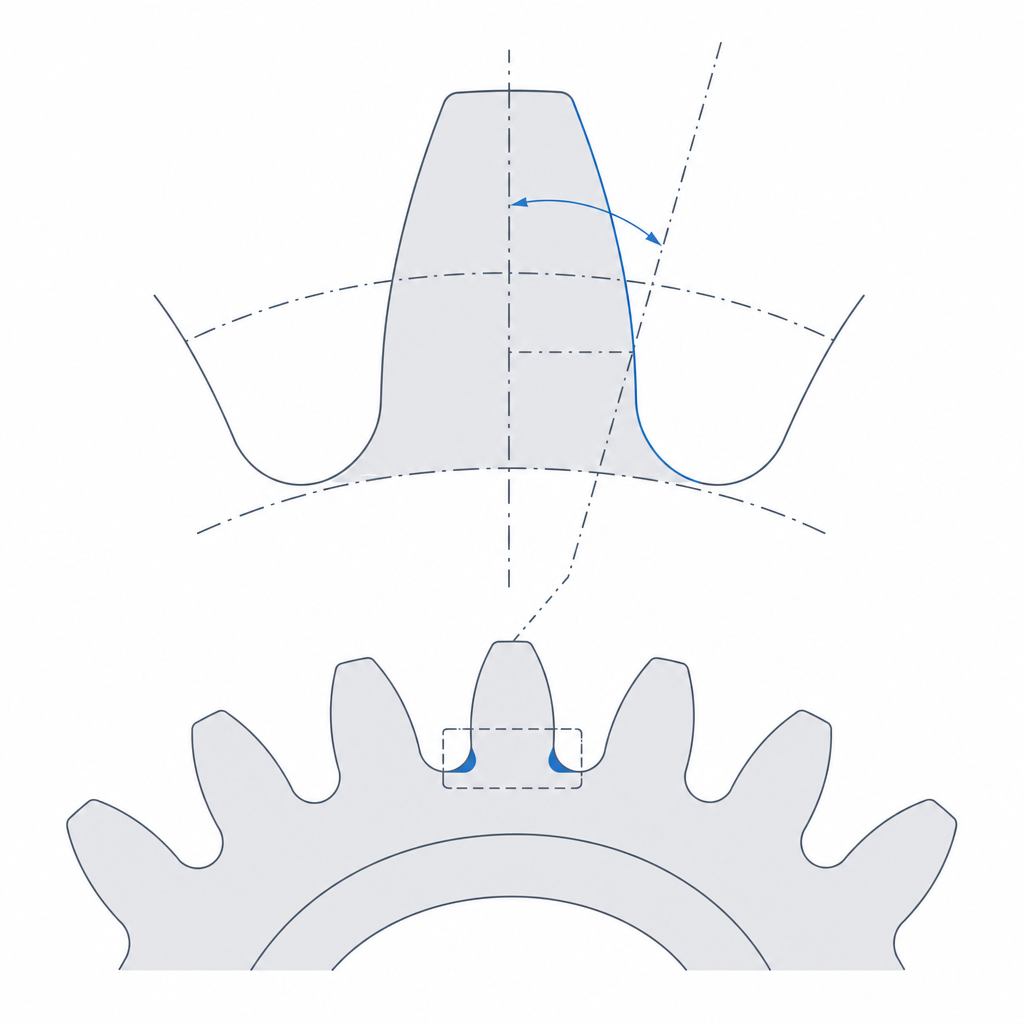
El segundo número que tiene que coincidir es el ángulo de presión, casi siempre 20°. Es la inclinación del flanco del diente en el punto de contacto, y marca la dirección en la que un diente empuja al siguiente: una parte de la fuerza hace girar la otra rueda y otra la separa de su eje. A 20° ese reparto es el estándar de la industria, un equilibrio razonable entre suavidad de engrane y robustez del diente en la raíz. Lo importante para ti es que es otro parámetro de compatibilidad: dos engranajes con el mismo módulo pero distinto ángulo de presión tampoco casan. El flanco tiene esa forma curva concreta —la evolvente— por una razón que no es estética: es el único perfil que mantiene la relación de velocidad rigurosamente constante a lo largo de todo el contacto, de modo que la rueda conducida no acelera y frena en cada diente. Un perfil mal trazado transmite el giro a tirones; la evolvente lo transmite uniforme.
Esa componente separadora —la parte de la fuerza que aleja una rueda de su eje— no es un detalle académico cuando imprimes la caja. Empuja los ejes y los rodamientos hacia fuera y, en un alojamiento impreso de paredes flexibles, tiende a abrir la distancia entre centros bajo carga. Y abrir centros aumenta el backlash justo cuando más par estás transmitiendo. Por eso una caja de reductor impresa pide paredes gruesas y nervios entre los apoyos de los ejes: no es para sujetar peso, es para no ceder a la fuerza separadora.
| Parámetro | Qué es | Regla |
|---|---|---|
| Módulo (m) | mm de Ø primitivo por diente | Idéntico en ambas ruedas |
| Ángulo de presión | Inclinación del flanco (evolvente) | Idéntico, típicamente 20° |
| Nº de dientes (z) | Cuántos dientes tiene la rueda | Su cociente da la relación |
| Ø primitivo | m · z | Donde ruedan sin deslizar |
| Distancia entre centros | (Ø₁ + Ø₂) / 2 | Fija dónde van los ejes |
El piñón pequeño tiene un suelo: no bajes de 17 dientes
La tentación, cuando buscas una reducción grande, es hacer el piñón conductor lo más pequeño posible. Pero el número de dientes tiene un suelo físico que no puedes ignorar. A 20° de ángulo de presión, por debajo de unos 17 dientes la herramienta —o la evolvente teórica— invade la raíz del diente y aparece el socavado (undercut): la base del diente queda recortada hacia dentro, adelgazada justo en la sección que más tensión soporta. Es decir, el piñón pequeño no solo tiene dientes finos por el módulo: encima la geometría le come la raíz, que es el sitio por donde rompen los engranajes.
Un piñón de 20 dientes moviendo otro de 40 está perfectamente: 20 está por encima del suelo. Si necesitas bajar de 17, tienes dos salidas limpias: aplicar corrección de perfil (desplazar el dentado hacia fuera para reconstruir la raíz, lo que tu generador de engranajes suele llamar profile shift) o subir el ángulo de presión a 25°, que adelanta el socavado a un número de dientes menor. En FDM, donde un diente socavado es además difícil de imprimir limpio, la regla práctica es no bajar de 17 sin corregir el perfil.
Imprímelo plano sobre la cama
Aquí es donde un engranaje que es correcto sobre el papel se gana o se pierde en la impresora. Un engranaje recto se imprime plano, con el eje vertical, apoyado sobre una de sus caras. Hay dos razones y las dos pesan.
La primera es la consistencia del perfil. Impreso plano, cada diente se construye repitiendo el mismo contorno de evolvente capa sobre capa a lo largo de toda su altura, así que el flanco sale igual de arriba abajo y los dos engranajes contactan de forma uniforme. Tumbado, el perfil del diente quedaría descrito por el escalonado de las capas y por los voladizos, lo que deformaría justo la curva de la que depende que el engrane sea suave.
La segunda, y más importante, es en qué dirección actúa la carga. Cuando un diente empuja a otro, la fuerza es tangencial: actúa en el plano de la rueda, el plano XY. Con la rueda apoyada sobre la cama, esa fuerza viaja a lo largo de los cordones, en la dirección fuerte del FDM, y la raíz del diente —que es donde se concentra toda la tensión, como en cualquier viga en voladizo— queda atravesada por capas que trabajan a favor de fibra. Si imprimieras la rueda de canto, esa misma fuerza tiraría de separar capa de capa en la base del diente, el plano débil entre capas, y los dientes se desprenderían en cadena. Es exactamente el razonamiento de Orientación de capas para el movimiento aplicado al punto más solicitado de la pieza: orienta para que la carga siga los cordones, nunca para que los despegue.
Una vez plano, la palanca de resistencia no es el relleno: es el perímetro. La carga tangencial en la raíz la toman los contornos concéntricos que rodean cada diente, no la malla de hilos del interior. Antes de subir el relleno, sube el número de paredes: tres o cuatro perímetros dan a la raíz una sección continua de material que de verdad trabaja contra la fuerza, mientras que el relleno disperso apenas cuenta ahí.
El backlash: deja respirar a los dientes
Si modelas dos engranajes con sus dientes perfectamente complementarios y los imprimes, no girarán: se agarrotarán. La razón es la misma que arruina cualquier ajuste impreso: el ancho de cordón engorda las paredes y la contracción cierra los huecos. Aquí, el hueco que se cierra es el que debería quedar entre el flanco de un diente y el del vano que lo recibe. Sin holgura, los dientes entran a presión unos contra otros y el par se gasta en fricción en vez de en mover la carga.
Ese juego deliberado entre flancos se llama backlash, y se consigue de dos maneras: adelgazando un poco el diente respecto a su grueso nominal, o separando ligeramente los centros de las dos ruedas más allá de la distancia teórica. No son del todo equivalentes, y conviene saber por qué. Adelgazar el diente abre el hueco entre flancos sin tocar nada más: el perfil de evolvente queda intacto y el contacto sigue pasando por el punto primitivo. Separar los centros, en cambio, desplaza el contacto fuera del punto primitivo y reduce la relación de contacto (cuántos dientes engranan a la vez), lo que empeora la suavidad y aumenta el deslizamiento y el desgaste. Así que prefiere modelar el backlash adelgazando el diente; deja la separación de centros como recurso secundario, para cuando ya tienes las ruedas hechas y solo puedes mover los ejes.
El backlash es a un engranaje lo que la holgura por lado es a un pivote: un número que no heredas de la teoría, sino que diseñas contando con que la impresora se va a quedar con una parte. Es el mismo razonamiento de Tolerancias para piezas que se mueven, trasladado del par eje-agujero al par diente-vano. Como allí, el valor exacto depende de tu impresora y se calibra; un punto de partida razonable es del orden de 0,1–0,3 mm de holgura entre flancos, y desde ahí ajustas.
El material importa: el PLA fluye bajo par sostenido
Antes de listar los modos de fallo, una decisión que está por encima de todos ellos: de qué imprimes la rueda. El PLA es perfecto para prototipar el engrane y para movimientos suaves o intermitentes, pero es mala elección para par sostenido. Su temperatura de transición vítrea ronda los 55–60 °C, y un engranaje que transmite par real se calienta por la fricción de los flancos hasta acercarse a ese umbral. Cuando lo cruza, el plástico fluye (creep): los dientes ceden poco a poco bajo carga, se redondean en la punta y la rueda pierde forma sin que se haya roto nada. Para par continuo, sube a PETG, ABS, ASA o, si quieres durabilidad de verdad, una poliamida (nylon), con o sin refuerzo de fibra. La regla mental: si el engranaje va a empujar contra algo durante minutos seguidos, el PLA no es tu material.
Cuándo es el engranaje adecuado y cómo se rompe
El engranaje recto es la elección por defecto siempre que quieras transmitir giro entre dos ejes paralelos con una relación definida: la base de un reductor, un tren de varias etapas, un movimiento sincronizado entre dos partes. Es el más simple de modelar, el más fácil de imprimir bien y el más tolerante con una impresora corriente. Solo merece la pena complicarse cuando topas con sus límites: pasas a un helicoidal cuando necesites un engrane más silencioso y suave a alta velocidad, y a un planetario cuando quieras una reducción grande en poco volumen con los ejes alineados. Ten presente que el helicoidal no es gratis: su dentado inclinado genera un empuje axial que carga el eje en su propia dirección y exige un tope o un rodamiento axial que una caja impresa raramente tiene. Antes de eso, el recto resuelve la inmensa mayoría de los casos.
Cuando falla, lo hace de cuatro maneras que conviene saber nombrar. La primera y más aparatosa es la rotura del diente en la raíz: o porque lo imprimiste en la orientación equivocada y la base del diente delaminó bajo la carga tangencial, o porque el diente no tiene sección suficiente para soportar el par —por un módulo demasiado pequeño, por socavado, o por una rueda demasiado estrecha—. Si rompes dientes, comprueba primero la orientación; si está bien, la palanca más directa y barata en FDM es ensanchar la rueda: aumentar el ancho de cara reparte la misma fuerza sobre más longitud de diente sin tocar la cinemática. Subir el módulo también da sección, pero a igualdad de diámetro reduce el número de dientes (m·z = Ø) y puede meterte en socavado, así que úsalo como segunda opción.
La segunda es el agarrotamiento por backlash insuficiente, que ya hemos visto: la rueda no gira o lo hace a tirones recalentando el motor, y se cura abriendo el hueco entre flancos. La tercera es el desgaste del flanco, lento y silencioso: el deslizamiento inevitable entre flancos, agravado por un acabado pobre —escalonado por las capas, con rebabas o con sobreextrusión—, va limando material en cada engrane hasta que el backlash crece solo y el par pierde precisión. Y la cuarta, que conviene no confundir con la anterior, es el salto de dientes (tooth skipping): un evento de sobrecarga puntual en el que un par excesivo, o unos ejes que han flexado y se han separado, hacen que un diente resbale por encima del siguiente en vez de empujarlo. El desgaste es gradual y se mide en pérdida de precisión; el salto es brusco y avisa de que el par supera lo que el engrane aguanta o de que la caja está cediendo. Un perfil limpio y bien calibrado no solo engrana más suave: dura mucho más.
Con estos parámetros cuadrando, la rueda plana sobre la cama y el material elegido para la carga, tienes el engranaje resuelto. El siguiente paso es asegurarte de que la orientación elegida para los dientes encaja con el resto del mecanismo: Orientación de capas para el movimiento lo lleva del diente a la pieza entera.