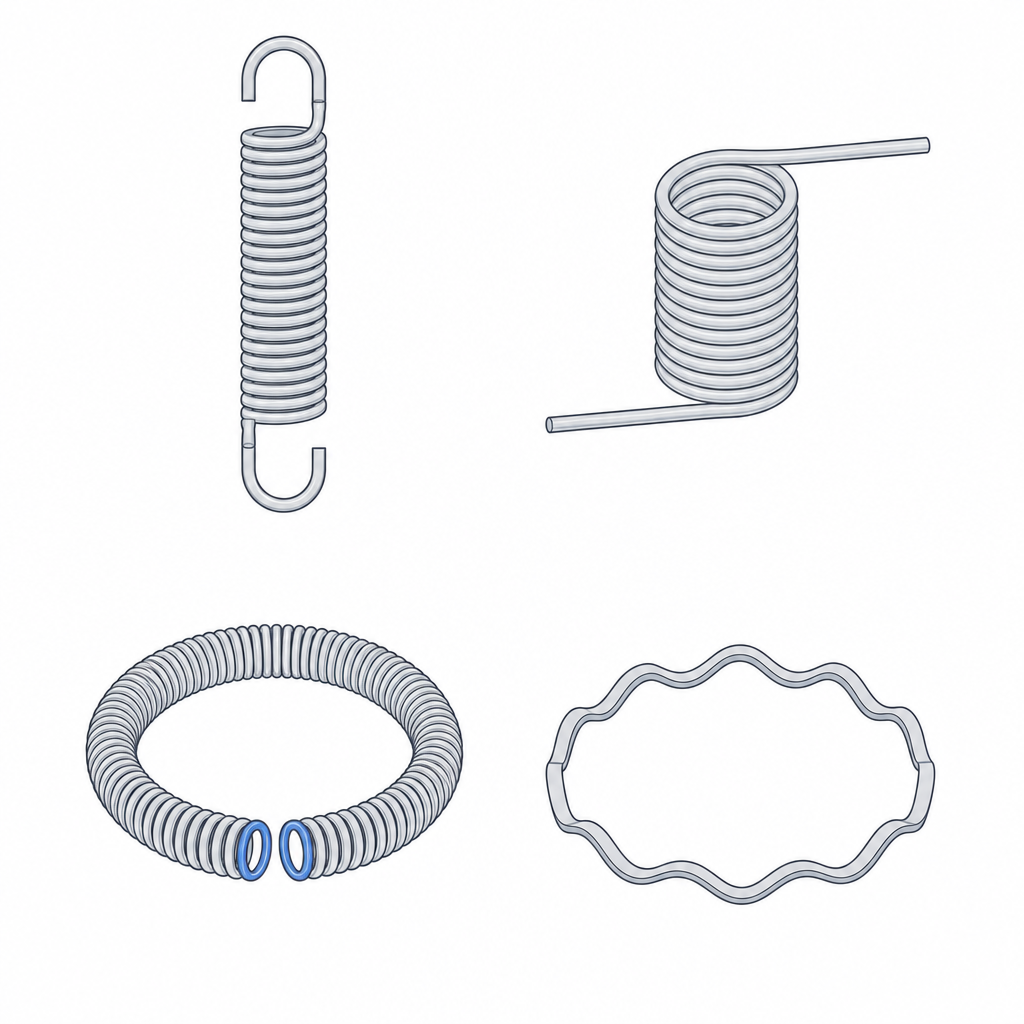
Variantes del muelle helicoidal: extensión, torsión, garter y onda
El muelle helicoidal a compresión —el que comprimes y empuja de vuelta a lo largo de su eje— es el que primero te viene a la cabeza, pero es solo uno de cuatro. La misma hélice de alambre, cambiando dónde la sujetas y en qué sentido la cargas, te da una fuerza lineal a tracción, un par de retorno, una presión radial que ciñe un anillo, o un empuje axial en una fracción de la altura. No son muelles distintos: es el mismo principio elástico aplicado en cuatro direcciones de carga. Saber cuál usar es saber en qué dirección necesitas que salga la energía que almacenas, y —esto es lo que de verdad decide el diseño en FDM— saber por dónde va a romperse cada uno cuando lo imprimes en plástico.
Cuatro modos de carga, cuatro direcciones de fuerza
Empieza por la cinemática, porque es lo que distingue las cuatro variantes antes que cualquier número.
El muelle de extensión carga las espiras a tracción: lo estiras y el muelle tira de vuelta en línea recta. La hélice va enrollada apretada, con las espiras en contacto y una pretensión inicial: no cede hasta que la carga supera esa pretensión, y solo entonces empieza a alargarse de forma lineal. Cuidado con la imagen de que el alambre se "abre": dentro de la espira la fibra trabaja a torsión, exactamente igual que en un muelle a compresión. Para enganchar la fuerza a algo necesita ganchos terminales en los dos extremos, y ahí está el problema que arrastra toda la variante: el gancho es una curva cerrada donde la tensión se concentra mucho más que en el cuerpo de las espiras. Es un concentrador de tensión por geometría, no por un fallo de fabricación.
El muelle de torsión no trabaja a lo largo de su eje sino alrededor de él: lo retuerces sobre su propio eje y devuelve un par angular. Sus extremos no son ganchos sino patas o brazos que empujan en sentido de giro. Es el muelle de las bisagras de retorno y las pinzas de tender: almacena energía girándolo y la suelta cerrando un ángulo. Aquí la fibra del alambre trabaja a flexión —no a torsión como en extensión—, y esa flexión cruza las espiras de forma transversal a la hélice.
El garter es un muelle de extensión cuyos dos extremos se han unido formando un anillo cerrado: un gancho enrosca en el otro. Convertido en aro, ya no tira en línea: aprieta hacia dentro por igual en casi todo el contorno. Esa presión radial repartida es exactamente lo que quieres alrededor de un eje giratorio para mantener un labio de sello en contacto, o como abrazadera que se autoajusta. La fuerza útil no es lineal ni angular: es una compresión radial sobre lo que rodea. El punto débil es justo el empalme de los dos extremos, una zona de rigidez distinta donde la presión deja de ser uniforme y donde un garter impreso fallaría primero.
El muelle de onda es el que más se aleja del resto: un fleje plano ondulado en zigzag, o un anillo con crestas y valles alternados, que da fuerza axial igual que un helicoidal a compresión pero en una fracción de su altura. Donde no cabe una hélice ni un Belleville, una onda te da el mismo empuje en unos pocos milímetros de pila. Pagas esa compacidad con un recorrido corto; la rigidez de la curva fuerza-desplazamiento la ajustas con el número de ondas y de vueltas, así que no es ni más brusca ni más suave por naturaleza, sino la que diseñes. Cuando el problema es la altura disponible, no hay alternativa más compacta.
| Variante | Cómo se carga | Fuerza útil | Aplicación típica |
|---|---|---|---|
| Extensión | Tracción de las espiras | Lineal, a tracción | Retornos que tiran |
| Torsión | Giro sobre el eje | Par angular | Bisagras de retorno, pinzas |
| Garter | Anillo cerrado en tracción | Radial | Sellos, abrazaderas |
| Onda | Compresión axial | Axial, en poca altura | Precarga donde falta hueco |
Elige la variante por la dirección en que necesitas la energía
La pregunta de diseño no es "qué muelle es más fuerte", sino "en qué dirección quiero que actúe la fuerza cuando se libere". Esa única decisión descarta tres de las cuatro.
Si el retorno tiene que tirar —una compuerta que vuelve a su sitio, un tensor que recupera holgura—, quieres tracción lineal y eso es un muelle de extensión, con la penalización de los ganchos que verás abajo. Si lo que vuelve es un ángulo —una tapa con bisagra que se cierra sola, una pinza que muerde—, necesitas par de retorno y ese es el de torsión: lo montas precargado sobre el eje de giro y empuja el ángulo cerrado. Si el trabajo es apretar alrededor de algo cilíndrico —mantener un labio de sello contra un eje, ceñir un manguito—, la presión radial del garter es lo único que reparte el contacto por todo el contorno; un muelle lineal apretaría por un punto y dejaría que fugara por el opuesto. Y si el problema es que no hay altura para nada helicoidal pero aún necesitas precarga axial, la onda te la da en el espesor de unos pocos cordones.
No son intercambiables. Forzar un muelle de extensión a hacer de garter te da apriete por un lado; usar una hélice a compresión donde solo cabe una onda, sencillamente no cabe. Cada variante existe porque resuelve una geometría de fuerza que las demás no cubren.
En FDM todos heredan los males del helicoidal (y los agravan)
Aquí es donde el plástico cambia la conversación. Un muelle helicoidal impreso ya es delicado: el alambre es una pila de cordones fundidos entre sí, débil en las uniones entre capas; bajo carga sostenida fluye y pierde fuerza con el tiempo. Y la sección manda: por debajo de un diámetro de alambre del orden de 1,5–2 mm no tienes varios cordones de ancho, así que el alambre queda a merced de una sola línea de unión y delamina al primer ciclo serio. Las cuatro variantes arrastran esos problemas —delaminación y fluencia— y cada una añade el suyo propio en el punto donde concentra la tensión.
El de extensión es el peor candidato a imprimir. Sus ganchos terminales son justo lo que peor resuelve el FDM: una curva cerrada y muy cargada que, si la orientas mal, deja la tracción tirando a través de los planos de capa. Tumba el muelle con el eje paralelo a la cama y el plano del gancho queda razonablemente alineado con las capas; ponlo de pie y el gancho rompe por delaminación antes de que el cuerpo de las espiras haya empezado a trabajar de verdad. El de torsión flexa las espiras de forma transversal a la hélice, de modo que la flexión del alambre cruza las líneas de capa en lugar de seguirlas. Orientar las capas para que el alambre trabaje a lo largo de los cordones —y no a través— marca la diferencia entre un retorno que dura y uno que falla al tercer ciclo.
El garter depende de mantener una tensión radial constante durante toda su vida útil, y eso es exactamente lo que la fluencia del plástico te quita: el aro impreso relaja, pierde apriete radial deprisa y deja de sellar. La onda es la que mejor encaja con el proceso —es geometría plana, sin ganchos ni hélice cerrada—, pero no te confíes: si la imprimes tumbada, las crestas y los valles flexan a través de las capas justo en sus vértices, que son el plano débil. Su ventaja es no tener ganchos, no estar libre de delaminación. Además, su recorrido corto la hace muy sensible al error dimensional: unas décimas de más o de menos en el espesor cambian notablemente la fuerza.
En los cuatro casos, la orientación de capas decide cuál es el modo de fallo, por la misma razón que en cualquier pieza que flexa: la tensión máxima no debe coincidir con el plano débil entre cordones. Tienes el criterio completo en Orientación de capas para el movimiento; aquí basta con la regla de que el alambre debe flexar siguiendo los cordones, nunca despegándolos.
Material, orientación y, para fuerza real, metal embebido
Con la variante elegida y la orientación clara, quedan dos decisiones de material. La primera es obvia: un muelle impreso necesita un filamento que se deforme antes de romperse. El PLA, rígido y frágil, es el peor para cualquiera de estas cuatro variantes; el PETG y, sobre todo, el nailon estiran mucho más y toleran los ciclos sin agrietarse, especialmente en los ganchos del de extensión y en las espiras flexadas del de torsión. El TPU estira muchísimo, pero tiene una fluencia altísima y un módulo muy bajo: sirve para una flexión de bajo módulo y gran recorrido, no para un muelle que deba devolver par o tracción con autoridad. Y ni el material más elástico te libra de la fluencia: bajo carga constante, el plástico cede despacio y el muelle pierde fuerza, y eso descalifica al garter, que vive precisamente de mantener una presión constante.
La segunda decisión es reconocer cuándo el plástico no da más de sí. Para fuerza fiable y sostenida —un retorno que tiene que tirar año tras año, un par de bisagra que no puede relajarse, un sello que no puede aflojar—, la respuesta honesta no es afinar la geometría impresa: es embeber el muelle metálico equivalente y dejar que el plástico haga solo de alojamiento y guía. Un muelle de extensión o de torsión de acero comercial, alojado en un asiento impreso a su medida, te da la curva fuerza-desplazamiento estable que ninguna hélice de PETG sostiene en el tiempo. Cómo capturar ese metal en la pieza —pausa de impresión, asiento a medida, retención— lo tienes en Hardware embebido: imanes, rodamientos e insertos.
Decidir entre imprimir el muelle, sustituirlo por un voladizo o embeber el metal es, en el fondo, una pregunta de orientación y de hardware: cómo tienes que apilar las capas para que la pieza flexe sin delaminarse, y cuándo conviene dejar que un componente comercial haga el trabajo elástico. Esas dos decisiones las desarrollan Orientación de capas para el movimiento y Hardware embebido: imanes, rodamientos e insertos.