Interferencia sin agrietar
Metes un eje en un agujero un pelo más estrecho, empujas, y la pieza sujeta por fricción: eso es un ajuste de interferencia, y es la forma más limpia de fijar un pomo, un casquillo o un inserto sin tornillos ni pegamento. En metal apenas tiene complicación. En FDM tiene una grande: ese mismo apriete que hace de freno también pone la pared del agujero en tracción, y la pared de una pieza impresa cede por su punto más débil. Aprietas un poco de más y el saliente no cede elásticamente como esperas: se raja de arriba abajo por una línea de capa, casi siempre en el primer montaje. Este artículo trata de por qué ocurre exactamente ahí y de cómo dimensionar para que no ocurra.
El apriete tiende a abrir el agujero
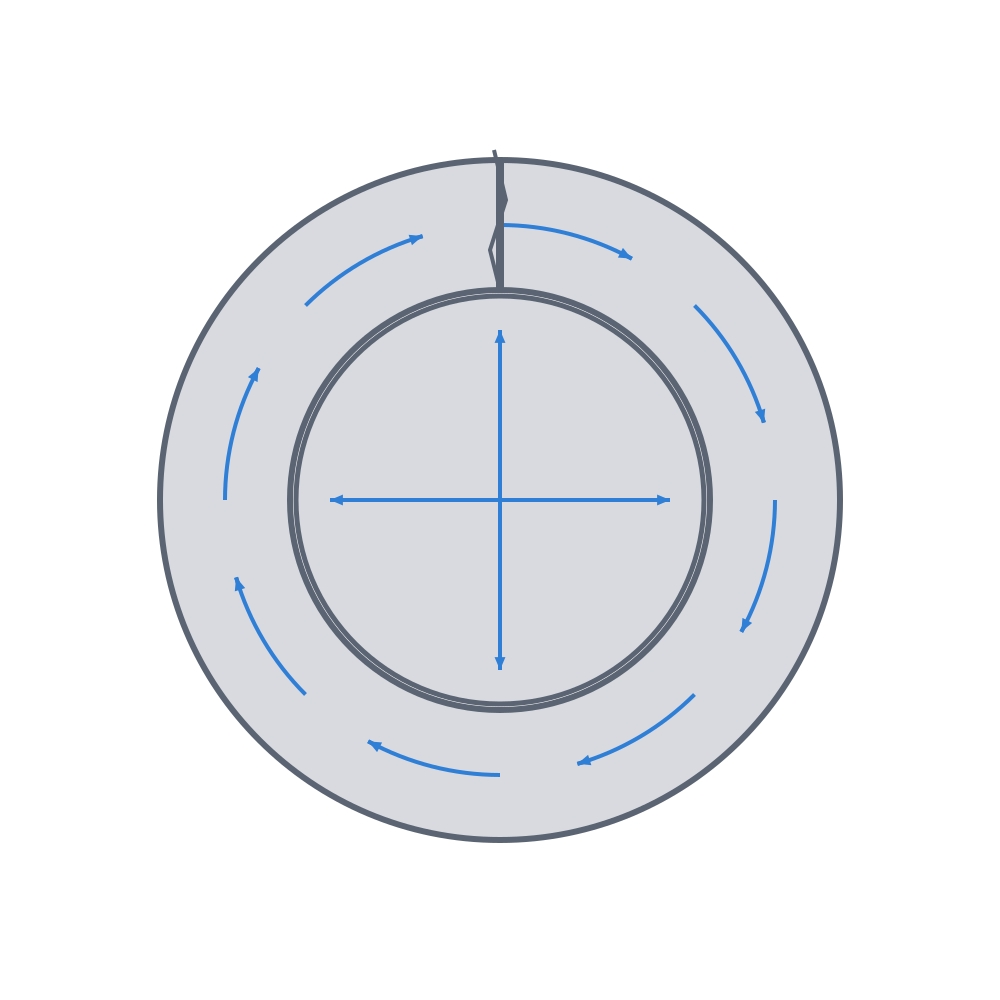
Cuando fuerzas un eje dentro de un agujero menor, el material no desaparece: se desplaza hacia afuera. La pared que rodea el agujero tiene que estirarse para hacerle sitio, y ese estiramiento es una tracción que recorre el contorno del agujero en círculo. Se llama tensión circunferencial o hoop stress, y es la misma física que hincha y revienta un globo o un tubo a presión: la fuerza apunta radialmente hacia fuera, pero la pared se opone trabajando en círculo, traccionada tangencialmente.
Esto tiene una consecuencia que conviene tener clara antes de tocar un número. La tensión circunferencial no aplasta la pared, la abre. Tiende a separar cada porción del contorno de la siguiente, como si quisiera convertir el anillo en una tira recta. Una pared maciza y homogénea aguantaría esa tracción repartida sin ceder. El problema es que la pared de una pieza FDM no es ni maciza ni homogénea.
Por qué se parte por la costura, y no por el plástico macizo
Una pieza impresa es un apilado de cordones soldados entre sí mientras aún están calientes. Esa soldadura nunca llega a la resistencia del plástico macizo: entre capas la unión ronda el 50–90 % de la resistencia que tiene el material a lo largo del cordón, y cae hacia el extremo bajo si la refrigeración es excesiva o la temperatura de extrusión es baja (lo desarrolla Adhesión entre capas y anisotropía). En el perímetro hay además un punto singular, la costura (seam), donde cada vuelta del contorno empieza y se cierra. Ahí el cordón arranca en frío y solapa sobre sí mismo, dejando una unión más débil y a menudo un pequeño valle visible.
Conviene no confundir dos debilidades distintas, porque están en planos distintos. La debilidad entre capas es un plano horizontal, perpendicular al eje Z. La costura es una línea vertical, que corre capa a capa por el mismo punto del contorno. En un saliente impreso de pie, la tensión circunferencial es tangencial y horizontal: no separa las capas horizontales —esa orientación es precisamente la buena para el hoop—, sino que tira de abrir la costura vertical. Por eso el saliente no se parte por el plástico bueno: se descose por la costura, de arriba abajo, como una cremallera. La grieta de interferencia es tan limpia y tan vertical porque está siguiendo un defecto que ya estaba ahí, no rompiendo material sano.
Engrosa la pared y hazla casi todo perímetro
La primera defensa es geometría: dale a la tensión circunferencial más sección por la que repartirse. La regla práctica fiable en PLA y PETG, para salientes pequeños (Ø2–8 mm), es que el diámetro exterior del saliente sea al menos el doble del diámetro del agujero: una pared de grosor mínimo igual al radio del agujero a cada lado. Por debajo de eso, la pared es tan fina comparada con la fuerza que la abre que cualquier interferencia razonable la lleva al límite. Para agujeros grandes ese múltiplo deja de tener sentido —una pared de 10 mm en torno a un Ø20 es absurda—; ahí razona por grosor de pared en valor absoluto y por la presión de contacto, no por un múltiplo fijo.
Pero el grosor por sí solo no basta si ese grosor es relleno. El relleno disperso casi no trabaja a tracción circunferencial: es una malla de hilos cruzados con huecos, no un anillo continuo. Lo que de verdad resiste la tensión circunferencial es el perímetro, el cordón que da la vuelta completa al agujero sin interrupción. Así que diseña el saliente para que la pared sea prácticamente todo perímetro: con boquilla de 0,4 mm y cordón de ~0,45 mm, tres o cuatro perímetros son ~1,35–1,8 mm de pared continua trabajando en círculo. Sube los perímetros en esa zona antes de subir el relleno; el relleno aquí casi no cuenta.
Achaflana la boca del agujero con un chaflán de entrada de 0,5–1 mm a 30–45°. No es por estética: al iniciar la inserción, todo el apriete se concentra en el borde superior del agujero, y ese borde es además el final de las primeras capas. Sin chaflán, el eje astilla esa boca al entrar y le ofrece a la grieta un punto de inicio. El chaflán guía el eje recto y reparte el pico de fuerza en una rampa. Ten en cuenta que un chaflán impreso de pie sale escalonado capa a capa; un cono suave o un repasado ligero lo dejan guiando limpio.
| Parámetro | Valor de partida | Por qué |
|---|---|---|
| OD del saliente | ≥ 2 × Ø agujero (Ø2–8 mm) | reparte la tensión circunferencial en más sección |
| Perímetros en la pared | 3–4 (pared casi maciza) | solo el perímetro resiste el hoop; el relleno no |
| Chaflán de entrada | 0,5–1 mm a 30–45° | evita astillar la boca al insertar |
| Interferencia, cilindro liso | 0,05–0,15 mm al Ø | décimas, no micras: ver más abajo |
| Interferencia, con nervios | 0,2–0,3 mm al Ø | las costillas ceden, no la pared |
Reparte la interferencia: contacto por líneas, no por todo el anillo
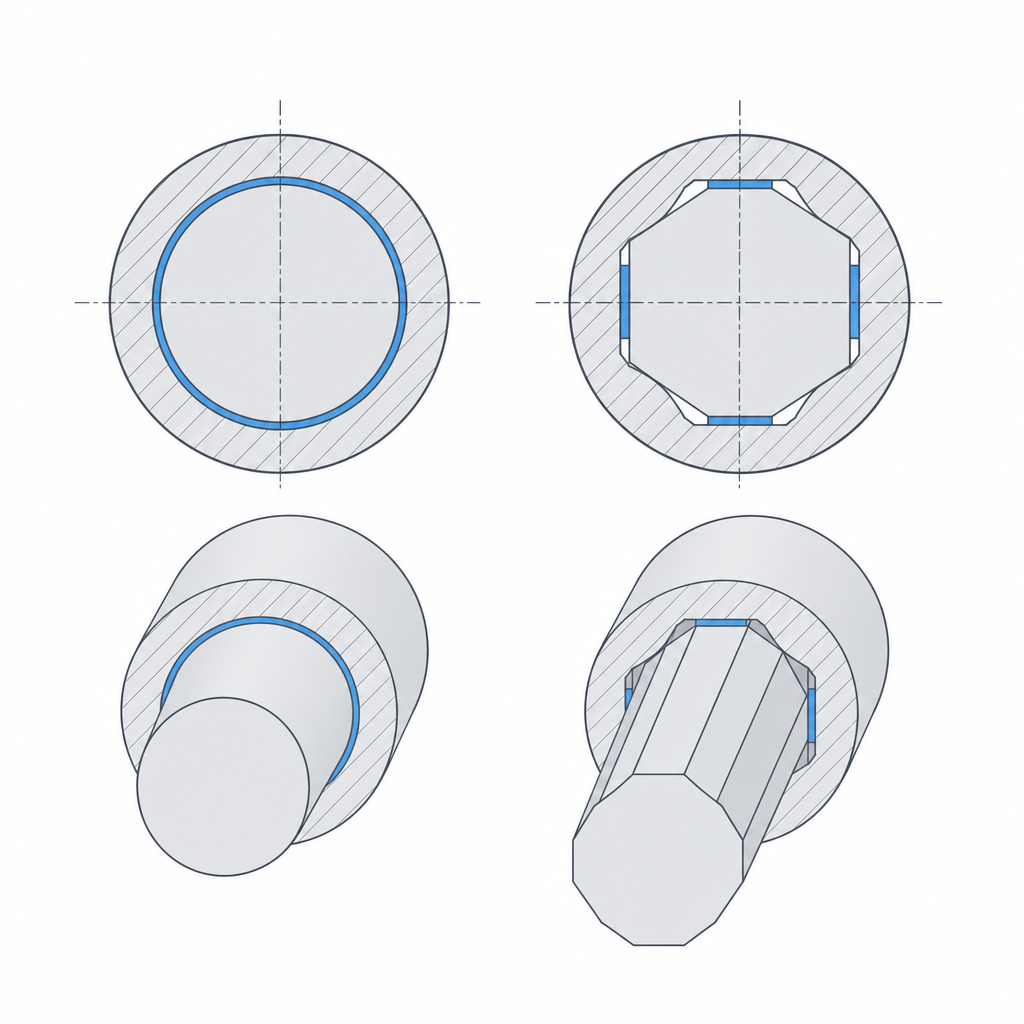
La defensa más potente no es resistir mejor la tensión circunferencial, sino no generarla. Un cilindro liso apretado empuja toda la pared hacia afuera a la vez, porque el contacto es un anillo continuo y el material desplazado no tiene a dónde ir más que contra la pared. Cambia ese contacto continuo por contacto en líneas y el problema casi desaparece.
Hay dos formas de conseguirlo. La primera es nervios o moleteado: unas pocas costillas finas longitudinales en el agujero (o en el eje), de modo que la interferencia viva solo en esas costillas. Al entrar, las costillas se aplastan y ceden (están pensadas para eso), así que el apriete se concentra en ellas y la pared apenas se entera. Para que sean imprimibles y no salgan frágiles, dales al menos un ancho de cordón (~0,45 mm) de grosor y reparte poca interferencia por costilla. Además, las costillas toleran la dispersión de tu impresora: tres o cuatro bastan, y como ceden ellas en vez de la pared, el ajuste queda repetible.
La segunda es usar un perfil no circular —hexagonal o cuadrado— en lugar de un cilindro. Un eje hexagonal apoya en sus seis aristas, no en un anillo. La interferencia se reparte en zonas discretas y, entre arista y arista, queda hueco por donde el material desplazado puede fluir en lugar de empujar contra todo el contorno. Eso reduce drásticamente el pico de tensión circunferencial y, como ventaja añadida, el perfil bloquea el giro: transmite par sin que el eje patine, lo que quieres para un pomo, una manivela o un engranaje sobre su eje.
Orienta la costura, calienta para insertar y presupuesta en décimas
Con la geometría resuelta quedan tres palancas, y las tres cuestan poco.
Orientación. Como la grieta sigue a la costura, colócala donde la tensión circunferencial no la abra. Si el saliente se imprime de pie, su costura vertical queda alineada con el plano de máxima tracción, el peor caso posible. Mover el seam a una zona descargada convierte un saliente que se raja en uno que aguanta, sin tocar una sola cota. Tumbar la pieza es más arriesgado: cambia el modo de fallo —ahora la tensión circunferencial cruza los planos de capa horizontales, que son los débiles entre capas— y, en un agujero, los voladizos y los soportes degradan la circularidad y la tolerancia del ajuste. Un agujero impreso en vertical sale más cilíndrico que uno tumbado. Es la otra cara de lo que explica Tolerancias para piezas que se mueven: la orientación decide hacia dónde apunta la debilidad.
Temperatura. La fuerza de inserción no es lineal con el apriete, y el plástico se ablanda antes de fundirse. Con insertos metálicos esto es la práctica estándar, no un atajo: el inserto caliente funde la pared localmente y se aloja con poca fuerza (heat-set). Con plástico contra plástico, el efecto es más marginal y arriesgado. La Tg del PLA ronda los 55–60 °C; el agua templada (35–45 °C) apenas lo ablanda, y para notarlo de verdad tendrías que acercarte a esa Tg, donde el PLA empieza a relajar y a deformar de forma permanente: en lugar de "recuperarse y agarrar igual", puede perder interferencia. Y al enfriar, la contracción térmica diferencial mueve la cota final del ajuste. Reserva el calor para los insertos metálicos; con salientes de plástico, fíate antes de la geometría.
Presupuesto de interferencia. Aquí está el error que parte más salientes. La interferencia impresa se presupuesta en décimas de milímetro al diámetro, no en las micras de un ajuste de mecanizado —que la dispersión del FDM se comería, dejándote una holgura floja en lugar de un apriete; lo desarrolla Encajes a presión que aguantan—, y partiendo del agujero medido: del orden de 0,05–0,15 mm de exceso de diámetro en un cilindro liso, y 0,2–0,3 mm solo si los nervios ceden por ti.
Pero no te pases en el otro sentido. Una interferencia excesiva falla de dos maneras. Una es inmediata: agrieta en el montaje, por la costura, como hemos visto. La otra es traicionera: la pieza entra perfecta y días después afloja sola, porque el plástico cargado fluye despacio y libera la tensión que lo apretaba —la fluencia que detalla Encajes a presión que aguantan—. El PLA es el peor en esto, y el calor de servicio lo acelera. Por eso una interferencia conservadora con la geometría correcta gana siempre a una exagerada: la primera sujeta para siempre, la segunda es una grieta con fecha de entrega.
El número exacto de décimas sale de medir, no de adivinar. Imprime varios salientes con interferencias escalonadas, insértalos y observa cuál sujeta sin agrietarse: el método de Holguras impresas reales aplicado a la presión en lugar de a la holgura. Esa probeta vale más que cualquier tabla.