Roscas, insertos y tuercas
Tarde o temprano quieres atornillar algo a una pieza impresa: cerrar una tapa, sujetar una placa, montar una carcasa que abrirás otra vez. El plástico FDM no es metal — no aguanta una rosca fina ni un apriete repetido sin pasarse de rosca — así que la pregunta no es "¿qué tornillo uso?", sino "¿de qué agarra el tornillo?". Hay cuatro respuestas, y acertar separa una unión que dura años de otra que se pasa de rosca a la tercera vez. Una sola pregunta las ordena de menos a más: ¿cuántas veces vas a montar y desmontar esto?
Cuatro maneras de anclar un tornillo
Ordénalas por resistencia al uso repetido, de menos a más: una rosca impresa directamente en el plástico; el autorroscado en un agujero piloto; una tuerca metálica atrapada en un bolsillo; y un inserto térmico de latón fundido en la pieza. Todas terminan en una rosca métrica, pero sostienen un número de ciclos muy distinto antes de fallar, y fallan de maneras distintas.
| Método | Rosca que agarra | Montajes antes de fallar | Cuándo |
|---|---|---|---|
| Rosca impresa | plástico, paso grueso | unos pocos | tapas y tapones, M6+, apriete manual |
| Autorroscado en piloto | plástico, tallada al entrar | pocos | montaje ocasional, sin tornillería extra |
| Tuerca cautiva | metal (tuerca estándar) | muchos | quieres usar tornillería estándar |
| Inserto térmico | metal (latón) | cientos | producto, montaje y desmontaje repetido |
El salto importante está en la mitad de la tabla: pasar del plástico al metal. Mientras la rosca viva en el plástico, cada ciclo de apriete arranca un poco de material de los flancos; cuando la rosca es metálica, el tornillo nunca toca el plástico y deja de gastar la rosca al apretarla.
Rosca impresa: solo para pasos gruesos y poca carga
Modelar la rosca directamente en la pieza es la opción sin herrajes: tapa y cuerpo enroscan entre sí y ya está. Pero el FDM tiene un tope físico de resolución. Un cordón mide del orden del diámetro de boquilla —unos 0,4 mm con una boquilla estándar—, y una rosca pequeña pide flancos más finos que el propio cordón: un M3 estándar tiene 0,5 mm de paso, y la impresora no puede dibujar lo que no cabe en un solo cordón. Esos flancos se rellenan, se redondean y la rosca desaparece en una hélice difusa que no agarra.
Por eso la rosca impresa solo funciona con pasos gruesos: de M6 en adelante (paso de 1 mm o más), y aun así dejando holgura en los flancos para que la pieza macho entre sin agarrotarse contra la hembra. Imprímela con el eje vertical siempre que puedas: la cresta y el valle salen de capas planas apiladas, limpios, en lugar de escalonados como saldrían en horizontal. Aun así, el flanco inferior de cada filete sigue siendo un voladizo de unos 30°, así que con pasos grandes y poco enfriamiento puede descolgarse un poco; no sale perfecto por arte de magia.
Sirve para una tapa que cierras a mano, un tapón, una virola — uniones donde la carga es suave y montas pocas veces. No la pongas donde haya tracción real ni donde vayas a apretar y aflojar a diario: se pasa de rosca.
Si vas a modelar la rosca tú mismo, la geometría del perfil — ángulo de flanco, holgura de cresta y valle, por qué orientar el eje — la tienes en Modelar roscas.
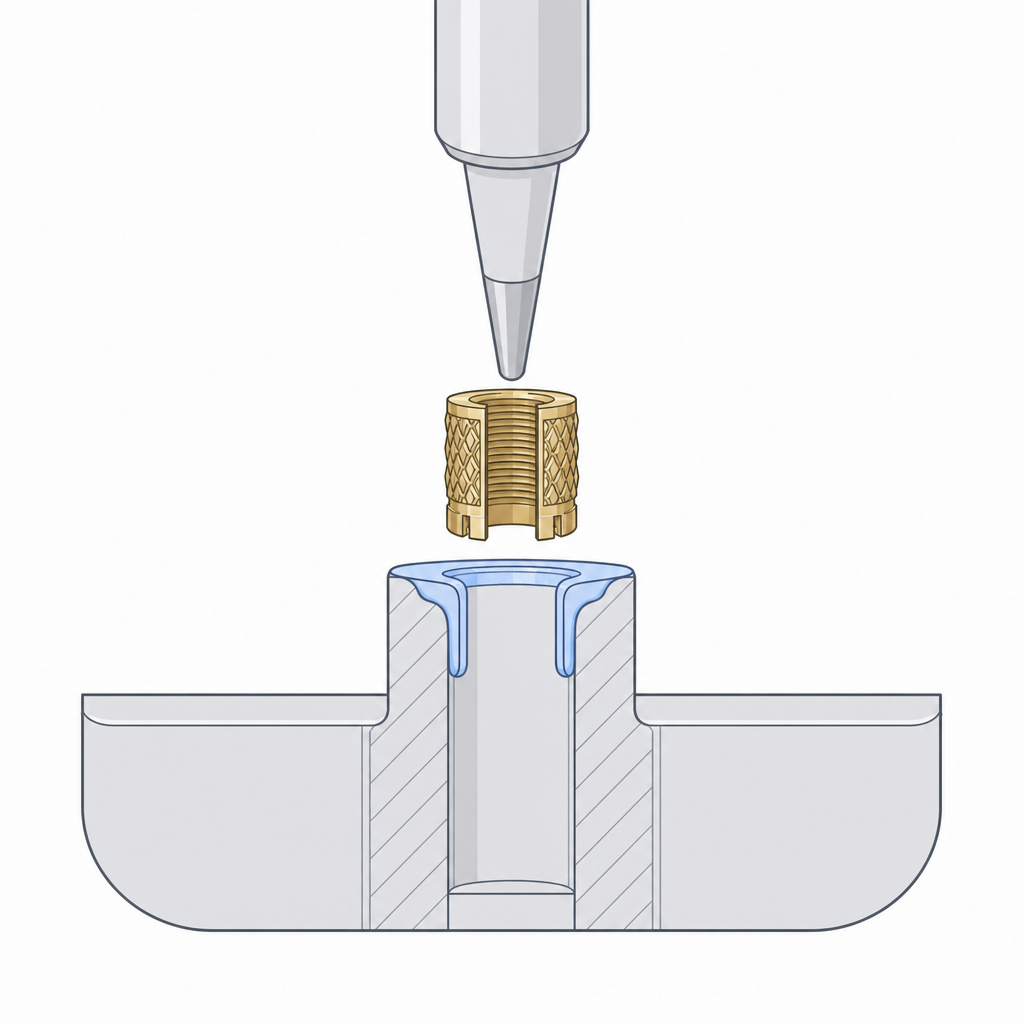
Inserto térmico: la rosca que sobrevive al montaje repetido
Cuando la unión se monta y desmonta muchas veces, el inserto térmico es lo que más rinde por el esfuerzo que cuesta. Es un casquillo de latón con rosca métrica por dentro y un exterior moleteado o escalonado; lo fundes en el plástico con la punta de un soldador a temperatura controlada, típicamente entre 220 y 280 °C según el material (PLA por abajo, ABS, PETG y nylon más arriba). El latón calienta el plástico que lo rodea, lo reblandece y se hunde; al enfriar, el plástico abraza el moleteado y queda anclado. El resultado es una rosca metálica que aguanta cientos de ciclos de apriete sin perder agarre.
La temperatura tiene dos orillas. Demasiado fría y el plástico no fluye hacia el moleteado: el inserto entra a empujones, torcido. Demasiado caliente y quemas el polímero — se degrada, hace burbujas y, al enfriar, no rellena el moleteado, así que el inserto queda flojo. Busca el punto en que el plástico funde limpio justo alrededor del latón.
La otra clave está en el saliente que lo recibe. El agujero no se hace a la cota exterior del inserto: se hace algo menor y ligeramente cónico, abierto arriba para guiar la entrada y estrecho abajo. De ese modo, al fundirse, el latón empuja material reblandecido hacia los huecos del moleteado en vez de quedar suelto en un agujero holgado. Un agujero demasiado ancho deja el inserto flojo, y este girará al apretar el tornillo; uno demasiado estrecho rebosa plástico y el inserto entra torcido.
Vigila también la pared del saliente. Si es demasiado fina, el inserto la abre al expandir y, sobre todo, al apretar el tornillo: el saliente se agrieta radialmente y la unión se viene abajo. Es el fallo número uno de los insertos térmicos, más que el barrido de la rosca. Las medidas exactas — diámetro interior del saliente, conicidad, pared mínima alrededor — las tienes en Diseñar para insertos térmicos.
Tuerca cautiva: tornillería estándar, sin soldador
Si no quieres comprar insertos ni calentar nada, una tuerca hexagonal metálica atrapada en un bolsillo te da una rosca metálica a coste casi nulo. Modelas un hueco hexagonal del tamaño de la tuerca, la metes (a presión o por una ranura lateral) y el tornillo entra por el otro lado y rosca contra ella. Es barato y resistente, y usa tornillería estándar que encuentras en cualquier ferretería.
Tres detalles deciden si funciona. Primero, la holgura del hexágono: demasiado justo y la tuerca no entra o parte las paredes del bolsillo al forzarla; demasiado holgado y la tuerca gira en su hueco cuando intentas apretar, y nunca llegas a roscar. Segundo, la retención de la tuerca: en un bolsillo lateral, si no hay un labio o un encaje a presión que la sujete, la tuerca se desplaza antes de que el tornillo la encuentre; y en un bolsillo "cara arriba" se cae en cuanto volteas la pieza. Tercero, si el bolsillo es horizontal — con el techo paralelo a la cama — ese techo es un puente que la impresora tiende sobre el hueco sin nada debajo. Un puente corto sale bien; uno largo se descuelga y deja la cara fea o cierra el paso del tornillo. Cuando puedas, orienta el bolsillo para meter la tuerca por arriba o por un lateral abierto y evita el puente. Las holguras del hexágono y del agujero del tornillo se detallan en Tuercas cautivas y holguras de tornillo.
Autorroscado en un piloto: rápido, pero para pocos ciclos
La opción más simple de todas: un agujero piloto liso, un poco menor que el tornillo, y un tornillo que se talla su propia rosca al entrar, formando los flancos en el plástico que desplaza. No hay tuerca, no hay inserto, no hay rosca que modelar. Funciona, y para un montaje que harás una o dos veces es perfectamente válido.
El piloto ronda 0,7 a 0,8 veces el diámetro exterior del tornillo, y dónde caigas dentro de ese rango depende del material: hacia 0,7–0,75× en plásticos tenaces como PLA, ABS o PETG, y solo hacia 0,8× en materiales rígidos y frágiles como un PC reforzado, donde interesa rebajar la tensión de aro al expandir. Si el piloto es demasiado estrecho, el tornillo no desplaza material sino que lo parte y revienta el saliente; demasiado ancho y no queda plástico que morder, así que el tornillo gira sin agarrar. Deja pared generosa alrededor del piloto, porque el tornillo expande el material al entrar y una pared fina se abre por la presión.
Su límite es el reapriete. Cada vez que sacas y vuelves a meter el tornillo, no vuelve a caer exactamente en la rosca que talló: arranca un poco más de plástico, la rosca se ensancha y, tras unos pocos ciclos, se pasa de rosca y el tornillo gira sin sujetar. Si la pieza se monta y desmonta a menudo, usa una tuerca cautiva o un inserto desde el principio; el autorroscado es para uniones que aprietas y olvidas.
Longitud de agarre: por qué una rosca corta se arranca
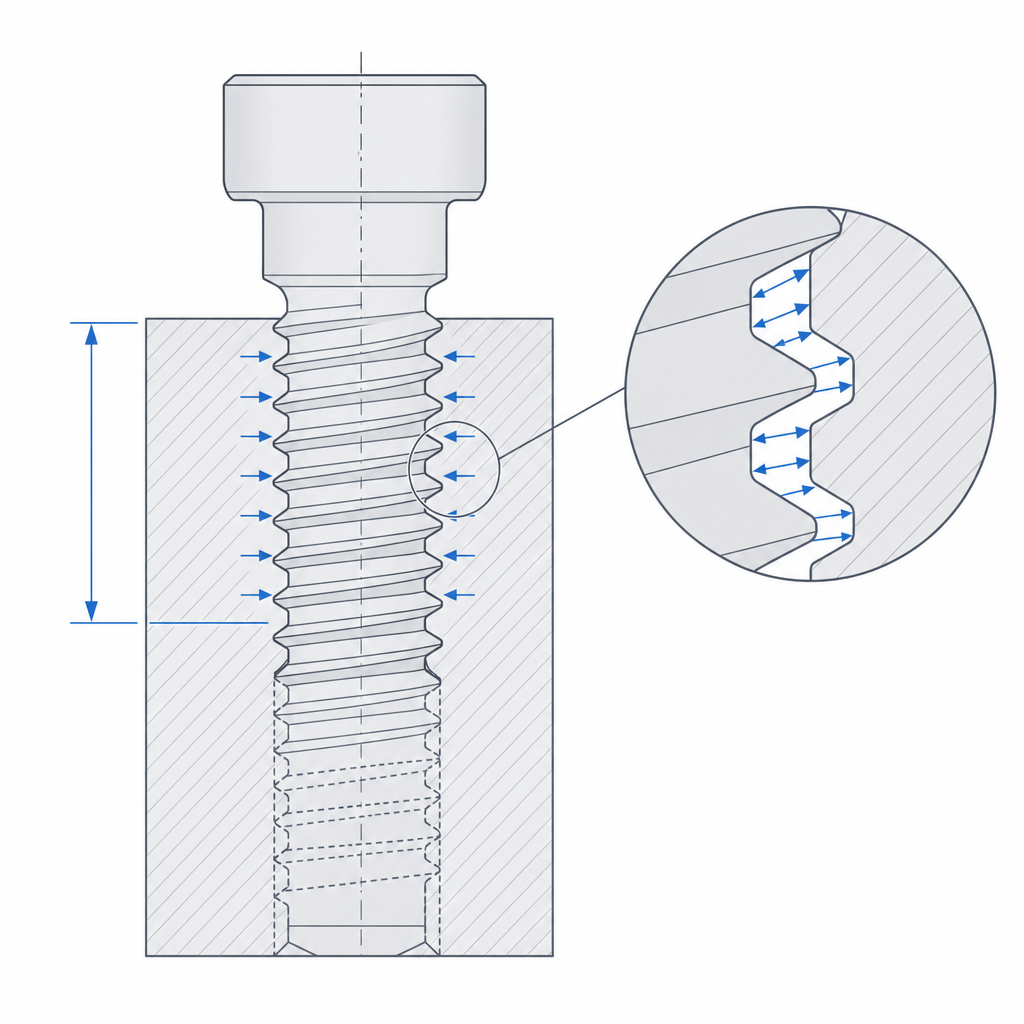
Cualquiera de estos cuatro métodos comparte una regla que decide si la unión aguanta carga: la rosca necesita longitud de engrane. La fuerza del tornillo no se reparte por igual a lo largo de la rosca — se concentra en los primeros filetes sobre los que actúa la carga. Si solo hay uno o dos filetes engranados, todo el esfuerzo cae sobre ellos y arrancan el material de un tirón.
La regla práctica para una rosca impresa o una tuerca cautiva es engranar entre uno y medio y dos diámetros de rosca en el plástico: para un M4, del orden de 6 a 8 mm de profundidad útil. En metal bastaría con uno; en plástico, más blando, necesitas más longitud para que la carga se reparta sobre más filetes y ninguno se sobrecargue. El autorroscado pide al menos lo mismo, tirando a dos diámetros. El inserto térmico es el caso aparte: su longitud de engrane la fija el propio casquillo, que ya viene con su filete metálico — tú solo dimensionas el saliente para que el inserto quepa entero con pared sana alrededor. En todos, un agarre demasiado corto se arranca por mucho que aciertes con lo demás.
Elegida la vía, el siguiente paso es dimensionarla. Si vas a modelar la rosca, sigue con Modelar roscas; si vas a por metal, Diseñar para insertos térmicos y Tuercas cautivas y holguras de tornillo te dan las cotas exactas que tu impresora puede reproducir.