Sinfín autobloqueante: no se deja arrastrar desde la salida
Un tornillo sinfín que ataca a una corona hace algo que ningún tren de engranajes rectos hace solo: girar la entrada mueve la salida, pero girar la salida no mueve la entrada. La corona empuja contra el filete del sinfín con toda su fuerza y el conjunto no cede; se queda clavado donde lo dejaste, sosteniendo la carga sin motor, sin freno y sin gastar un julio. Eso es el autobloqueo, y no es magia ni un truco de montaje: es una comparación entre dos ángulos que o se cumple o no. Si la entiendes, tienes un antirretorno y un reductor de gran relación en una sola etapa. Si la das por supuesta sin medirla, tienes una pieza que aguanta en el banco y se desliza sola el día que importa.
El autobloqueo es una comparación entre dos ángulos
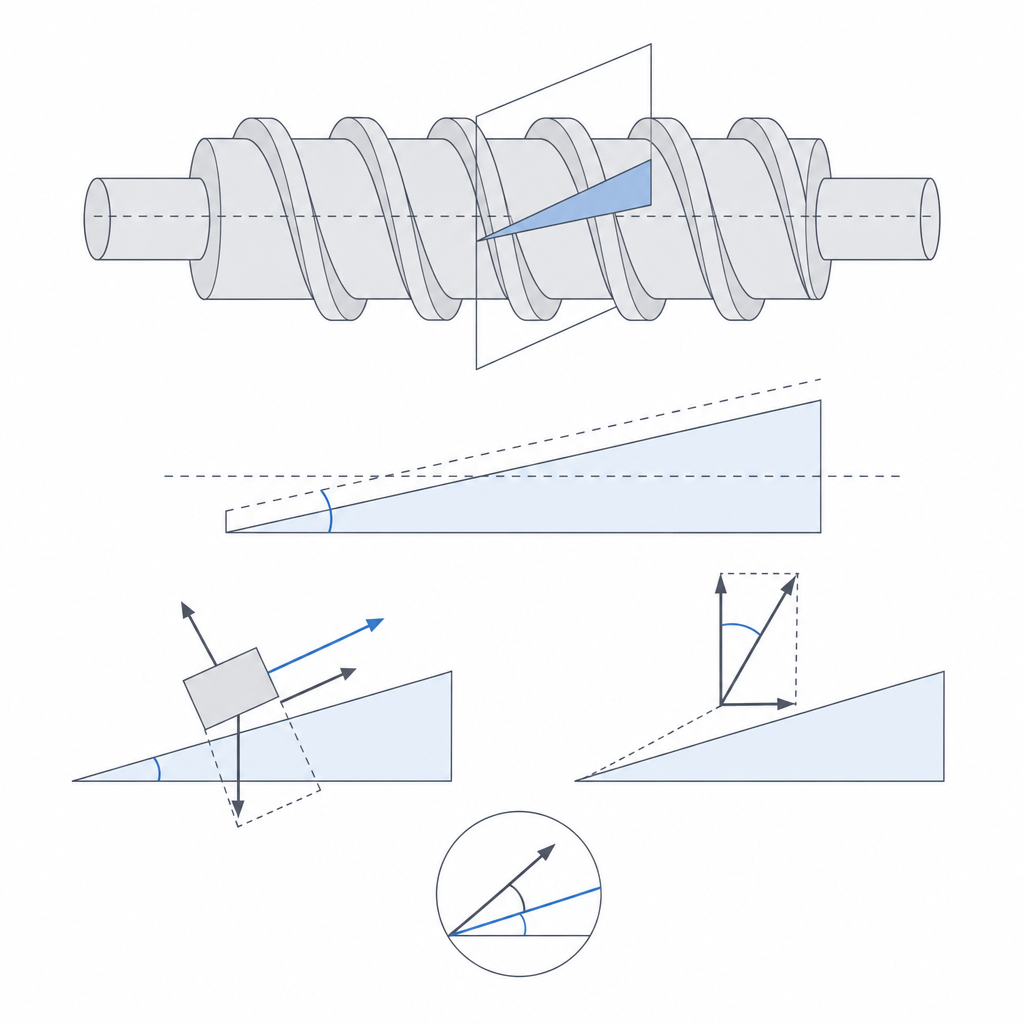
El filete del sinfín es una rampa enrollada en hélice. Cuando la corona intenta arrastrarlo, sus dientes empujan contra el flanco de esa rampa, y esa fuerza se descompone igual que el peso de un objeto sobre un plano inclinado: una parte tiende a hacer rodar el sinfín —la componente útil, la que querría transmitir el movimiento hacia atrás— y otra aprieta un flanco contra el otro, generando rozamiento. Quién gane lo decide todo.
La componente que empuja a girar crece con la inclinación de la rampa —el ángulo de avance λ del sinfín—, la pendiente de la hélice medida respecto al plano perpendicular al eje. Una hélice muy tendida, casi un tornillo de paso fino, ofrece una rampa poco inclinada; una hélice agresiva, de paso grande o de varias entradas, ofrece una rampa empinada que la corona sube con facilidad. Frente a esa componente está la fricción, que se cuantifica con el ángulo de fricción φ: la arcotangente del coeficiente de rozamiento del par de materiales en contacto. La condición es limpia en su forma más simple:
| Magnitud | Qué es | Efecto |
|---|---|---|
| Ángulo de avance λ | Pendiente de la hélice del filete | Más alto → más fácil de arrastrar |
| Ángulo de fricción φ = arctan(μ) | Rozamiento del par de materiales | Más alto → más resistencia al arrastre |
| Autobloqueo | Se da, en aproximación, cuando λ < φ | La corona no puede mover el sinfín |
Mientras el ángulo de avance se mantenga por debajo del de fricción, la fuerza que la corona ejerce sobre el filete no basta para vencer el rozamiento, y el conjunto se queda fijo por sí mismo, sin freno externo. Hay un matiz que la fórmula simple esconde: el flanco del sinfín no es plano, sino que tiene un ángulo de presión αₙ, y ese flanco inclinado reparte la fuerza de modo que el límite real es algo más generoso —tan λ < μ / cos αₙ—. El flanco a presión te ayuda: hace el autobloqueo un poco más fácil de conseguir que lo que dice la versión de rosca cuadrada. Pero la dirección del razonamiento no cambia: poca pendiente bloquea, mucha pendiente no.
Lo que sí conviene quitarse de la cabeza es la idea de una frontera nítida. Alrededor de λ ≈ φ no hay una línea que separe "bloquea" de "no bloquea", sino una banda gris en la que el conjunto bloquea a veces y a veces no, según cómo esté el contacto ese día. El criterio práctico de la industria no es rozar el límite, sino quedarse claramente por debajo: un sinfín que apenas cumple λ < φ ya no es fiable ni en metal. Diseñar cerca de esa banda es diseñar al borde de un fallo.
Reductor y antirretorno en la misma etapa
Lo que hace especial al sinfín es que esos dos ángulos no se eligen por separado. La misma hélice tendida que te da el autobloqueo te regala una reducción enorme. La relación de transmisión es i = Z_corona / Z_entradas: el número de dientes de la corona dividido entre el número de entradas del sinfín. Un sinfín de una sola entrada contra una corona de cuarenta dientes da 40
en una única etapa, algo que con engranajes rectos exigiría varios trenes encadenados; el mismo sinfín con dos entradas daría 20, así que el número de entradas no es un detalle.La cinemática lo explica del todo: el filete es como una rosca, y la corona, una tuerca obligada a girar en lugar de a desplazarse. Cada vuelta del sinfín la hace avanzar tantos dientes como entradas tenga el filete. Un avance pequeño por vuelta significa dos cosas inseparables: mucha reducción y poca pendiente. Y poca pendiente es justo lo que pide el autobloqueo. Por eso un sinfín de gran relación tiende a ser autobloqueante de forma natural, y por eso uno rápido, de varias entradas y poca reducción, casi nunca lo es.
Esa combinación es la razón de usarlo. Sirve para posicionadores que deben mantener una carga sin gastar energía en sostenerla: una válvula que se queda en su apertura, un cabezal que conserva su ángulo, un ajuste que no se descorre solo. Y sirve como antirretorno cuando además quieres reducir mucho, ocupando el lugar de un trinquete o de un muelle de arrollamiento en los casos en los que ya tienes una etapa de tornillo en el tren. Una sola pieza te da la reducción y el bloqueo direccional; no necesitas un mecanismo aparte para que la salida no retroceda.
Todo esto tiene un precio, y conviene saber cuál. El contacto entre filete y diente es deslizante, no rodante como en un engranaje recto: la superficie del sinfín barre la del diente a lo largo de su flanco en cada paso. Ese deslizamiento es precisamente lo que disipa la energía del retorno y te da el bloqueo, pero también es lo que hace al sinfín ineficiente hacia delante y lo que convierte ese rozamiento en calor. Y aquí hay una atadura física dura: todo sinfín capaz de autobloqueo tiene, necesariamente, una eficiencia directa por debajo del 50 %. En plástico, con el rozamiento alto del par seco, esa eficiencia cae con facilidad al 20–40 %: por cada julio que metes por la entrada, más de la mitad se va en fricción antes de llegar a la corona. Eficiencia baja y calor en el contacto no son defectos a corregir; son la cara visible del mismo fenómeno que te sostiene la carga.
Imprimirlo en FDM: hélice, deslizamiento y delaminación
La regla de orientación domina sobre casi todo lo demás. Imprime el sinfín con el eje vertical, de modo que el filete helicoidal crezca capa sobre capa enrollándose alrededor del eje. Así la hélice sale continua y limpia, cada vuelta apoyada sobre la anterior. Tumbado, el mismo filete se convierte en una sucesión de voladizos que cuelgan por un lado y quedan en el aire por el otro: la cara inferior de cada vuelta sale sin soporte, escalonada y con hilos, y la geometría del flanco —la rampa de la que depende el ángulo de avance— deja de ser fiable justo donde más fina tiene que ser. La orientación no es cosmética aquí; cambia la cota que decide si la pieza bloquea o no, por la misma razón que desarrolla Orientación de capas para el movimiento.
Pero el eje vertical tiene una contrapartida que hay que mirar de frente. Con el eje vertical, las capas quedan perpendiculares al eje, y el par de retorno carga el filete en la dirección más débil del FDM: a cortante entre capas, justo donde una pieza delamina. Un sinfín autobloqueante existe para aguantar el par que la corona le devuelve, y ese par tira de cada vuelta del filete intentando despegarla de la de abajo. Si imprimes con perímetros escasos o temperatura baja, la pieza bloqueará en el banco y se descascarillará el día que reciba carga de verdad. Sube el número de perímetros, sube la temperatura de extrusión para que las capas suelden bien, y trata el filete como una zona que trabaja a cortante, no como un adorno helicoidal.
El contacto deslizante, que en metal ya pide lubricación, en plástico es el talón de Aquiles. Cada paso del diente barre el flanco del filete arrastrando material contra material, y el PLA o el PETG en seco tienen un rozamiento alto y poca resistencia al desgaste por fricción. Eso te empuja a dos decisiones. Una, elegir un material de baja fricción y buena tolerancia al desgaste para al menos una de las dos piezas —un sinfín en un plástico autolubricado contra una corona más resistente, por ejemplo— y cuidar el acabado del flanco para que el deslizamiento no muerda escalones. La otra, verificar de qué lado de la banda gris cae el sinfín que de verdad sale impreso, no el nominal que pusiste en pantalla, y sabiendo que el peligro no es el que dramatizan los manuales de metal.
Aquí conviene un baño de realidad. El PLA y el PETG en seco tienen μ ≈ 0,3–0,4, lo que da un ángulo de fricción φ de unos 17–22°. Para perder el autobloqueo, el ángulo de avance tendría que superar esos 17°, y eso corresponde a sinfines de varias entradas y alta velocidad —precisamente los que casi nadie imprime para sostener carga—. Un sinfín de una entrada y relación 40
tiene un ángulo de avance de apenas 2–5°: lejísimos del límite. Así que para una geometría autobloqueante normal en FDM, el margen frente a la banda gris es enorme y rara vez es tu problema. El peligro de "salir del otro lado" solo aplica a diseños deliberadamente rápidos. El modo de fallo que de verdad te va a morder es otro: el desgaste y la fluencia del plástico.La holgura entre filete y diente es el otro número que decide el resultado, y se razona como cualquier ajuste móvil. Demasiado apretado y el sinfín se agarrota al girar, sumando rozamiento parásito al ya alto que tiene de por sí; demasiado suelto y aparece backlash, ese juego muerto en el que la entrada se mueve un poco sin que la salida responda. Sale de calibrar tu impresora, no de adivinar, exactamente como explica Tolerancias para piezas que se mueven.
Los modos de fallo: cómo se pierde el bloqueo
Un sinfín autobloqueante falla de maneras concretas, y casi todas comparten un síntoma: la corona empieza a poder mover la entrada cuando antes no podía. Conviene nombrarlos porque ninguno avisa hasta que la carga se desliza.
El primero es la pérdida directa del autobloqueo por caída de la fricción. La condición λ < φ se sostiene sobre un ángulo de fricción que tú supusiste; si la fricción real es menor, la comparación se invierte. Pasa por dos vías. Si alguien lubrica el contacto pensando que ayuda —en un sinfín de potencia muchas veces lo hace—, el coeficiente de rozamiento se desploma, φ cae y el bloqueo desaparece: aquí la grasa es lo contrario de un favor. Ocurre también con el desgaste: a medida que el flanco plástico se pule y se alisa con el uso, su rozamiento baja, y un conjunto que bloqueaba el primer día puede dejar de hacerlo tras unos cientos de ciclos.
El segundo es la fluencia en frío del filete bajo carga estática, y es el más traicionero porque no necesita ni giro, ni deslizamiento, ni vibración. El caso de uso estrella del sinfín es sostener una carga parada durante horas o días, y el PLA o el PETG, bajo una presión de contacto constante, fluyen lentamente: el diente del filete se deforma poco a poco, el contacto cede unas décimas, y la salida baja sola aunque nada gire. No es desgaste, es deformación viscoelástica del propio plástico. Un posicionador que parece sólido el primer minuto puede haber perdido su ajuste al día siguiente solo por creep. Cuanto más fino el filete y más caliente el entorno, más rápido fluye.
El tercero es el desgaste rápido del filete bajo carga continua. El plástico no es el bronce de un sinfín industrial: bajo presión de contacto sostenida y con deslizamiento, el flanco se desgasta, y con él se pierden a la vez sección resistente y geometría. La corona empieza a morder un filete más delgado y peor formado, lo que reduce el par que aguanta y altera el ángulo efectivo.
El cuarto es el backlash que reaparece con el desgaste. Aunque calibres una holgura ajustada al imprimir, el material que el desgaste se lleva del flanco se convierte en juego: el sinfín gira un poco más antes de que la corona responda. En un posicionador eso es error de posición acumulándose con las horas de uso, y en un antirretorno es la corona ganando recorrido libre antes de toparse con la resistencia que debería ser inmediata.
El autobloqueo no es un freno de seguridad
Hay un último matiz que separa al ingeniero del aficionado, y es de criterio, no de cálculo. El autobloqueo resiste un par estático aplicado despacio: la corona empuja, la rampa devuelve, la fricción gana, y el conjunto se queda quieto. Pero ni la rampa ni la fricción están pensadas para encajar un golpe o una vibración mantenida. Un impacto introduce energía de forma instantánea, por encima de lo que la fricción estática gestiona, y la vibración hace algo más insidioso: microdesliza el contacto miles de veces, y en cada microdeslizamiento la fricción que sostiene la carga es la dinámica, menor que la estática. La corona «camina» diente a diente, imperceptiblemente, hasta que el posicionador ha perdido su ajuste o la carga ha bajado sola.
Por eso el autobloqueo es una conveniencia, no una garantía. Para sostener algo cuyo fallo importe de verdad —una carga que pueda caer sobre alguien, un mecanismo que deba quedarse cerrado pase lo que pase—, el autobloqueo aguanta en condiciones normales, pero la seguridad la pone un elemento dedicado que no dependa de un equilibrio de ángulos: un trinquete que enclava mecánicamente, un freno que muerda independientemente de la fricción del par. El sinfín se queda quieto el 99 % del tiempo; el trinquete está ahí para el 1 % en el que una vibración decide que ya no.
Decidir cuánto margen darle a esa comparación es, en el fondo, el mismo problema de cualquier ajuste impreso: el número que dibujas no es el número que sale de la cama. Antes de fiarte de que tu sinfín bloquea, mide la holgura y la geometría reales del flanco con el método de Tolerancias para piezas que se mueven, y comprueba en la pieza —no en el modelo— de qué lado de la banda ha caído.