Encajes a presión que aguantan
La unión permanente más sencilla no lleva tornillos ni pegamento: un eje algo mayor que su agujero, metido a la fuerza y retenido por pura fricción. Eso es un encaje a presión. Bien dimensionado aguanta sorprendentemente bien y se diseña en segundos; mal dimensionado, o se sale solo a la primera o raja la pieza mientras lo montas. La diferencia entre una y otra está en unas pocas décimas de milímetro y un par de detalles que casi nadie dibuja.
Qué sujeta de verdad un encaje a presión
Un encaje a presión es interferencia: el eje y el agujero quieren ocupar el mismo espacio, y el material se deforma para dejarles sitio. Esa deformación genera una presión de contacto en toda la pared, y esa presión, multiplicada por la fricción del plástico, es lo único que retiene la pieza. No hay labio, ni rosca, ni tope: solo dos superficies apretadas la una contra la otra.
De ahí salen las dos magnitudes que importan. La fuerza de inserción es lo que cuesta meterlo, y la fuerza de retención es lo que cuesta sacarlo. Ambas crecen con lo mismo: la interferencia y la longitud de contacto que la reparte. Más sobredimensionado o más profundidad aprietan y retienen más, pero también cuestan más de montar. El problema es que a la vez crece la tensión en la pared del agujero, y ahí es donde la pieza empieza a agrietarse.
Conviene tener clara la jerarquía con las otras dos familias de ajuste. Si el eje es más pequeño, hay holgura y la pieza gira o desliza; si es casi igual, se posiciona pero sale a mano; solo cuando es claramente mayor tienes una unión que no se separa. El razonamiento completo de esa decisión está en Elegir ajustes: holgura, transición, interferencia.
Por qué la interferencia se mide en décimas
En metal, una interferencia a presión se mide en micras: unas pocas centésimas de milímetro bastan para un montaje permanente. En FDM no puedes copiar esos números. Tu tolerancia real ronda ±0,1 mm, y casi todo ese error es sesgo sistemático —holgura constante por el aplastado de la primera capa, la contracción al enfriar, el ancho de cordón y el rezumado— más que dispersión aleatoria. Esa parte sistemática es la que corriges imprimiendo una prueba y compensando el diámetro; lo que de verdad limita es la dispersión que queda, pequeña en una impresora bien calibrada. Pero unas micras de interferencia nominal se pierden en ese sesgo, y el «ajuste a presión» sale flojo.
Por eso la interferencia impresa se diseña a propósito y en grande, en décimas de milímetro. Y como la tensión en la pared depende de la deformación relativa —interferencia entre diámetro—, no de la absoluta, conviene pensar en porcentaje: 0,15 mm en un eje de 4 mm es casi un 4%, mientras que en uno de 20 mm es menos del 1%. El primero raja; el segundo queda flojo. La tabla siguiente vale para el rango habitual de pasadores pequeños, de unos 5 a 12 mm de diámetro; fuera de él, razona por porcentaje.
| Interferencia (en diámetro) | Como % del diámetro | Montaje | Para qué |
|---|---|---|---|
| 0,05–0,10 mm | ~0,5–1% | a mano, con un empujón firme | piezas que quizá vuelvas a desmontar |
| 0,10–0,20 mm | ~1–2% | con prensa o mazo de goma | unión firme y semipermanente |
| > 0,20 mm | > 2% | a la fuerza, con riesgo | solo en piezas grandes o materiales dúctiles |
Todas las cifras de la tabla son interferencia diametral total: la diferencia entre el diámetro del eje y el del agujero, no el sobredimensionado por lado. Es la confusión más cara que puedes cometer, porque tomar 0,15 mm «por lado» significa 0,30 mm en diámetro y el doble del apriete previsto. Empieza por el extremo bajo, imprime una prueba y sube si hace falta: es mucho más barato reimprimir un eje 0,1 mm más gordo que partir el agujero.
Y antes de pasarte de listo subiendo la interferencia: el techo no lo pones tú, lo pone la grieta. Cuánta tensión aguanta la pared del agujero antes de partirse, y cómo darle margen con el grosor y la geometría, es el tema de Interferencia sin agrietar.
El chaflán de entrada no es opcional
Si el eje y el agujero arrancan con sus diámetros completos enfrentados, el montaje empieza mal: el borde del agujero —la primera o última capa, siempre la más apretada por el aplastado— choca de frente contra el eje sobredimensionado. O no entra recto y se atasca, o astilla el labio del agujero al forzarlo. Ambas cosas estropean justo la superficie de la que depende la retención.
La solución es un chaflán de entrada: un avellanado en la boca del agujero, una punta cónica en el extremo del eje, o ambas. Su trabajo es doble. Centra las dos piezas mientras todavía no se tocan en serio, así que el eje entra alineado en vez de ladeado. Y reparte el primer contacto en una rampa en lugar de un escalón, de modo que la interferencia se aplica poco a poco según el eje avanza, sin un golpe seco que astille el borde.
En FDM, prefiere el chaflán en el eje. Un avellanado en la boca de un agujero impreso en vertical sale como un voladizo invertido escalonado —las capas sobresalen hacia dentro—, de mala calidad y dimensión poco fiable, justo en la superficie crítica; el cono en el macho, en cambio, imprime limpio. Y dale longitud de sobra: un chaflán útil mide al menos 1–2 mm de longitud axial, varias veces la interferencia que tiene que vencer, con un ángulo tendido de 15–30°. Medio milímetro no da rampa, sino un escalón inclinado que no centra nada.
Ciego o pasante, redondo o estriado
Dos decisiones de geometría cambian cómo se comporta el encaje, más allá de la interferencia.
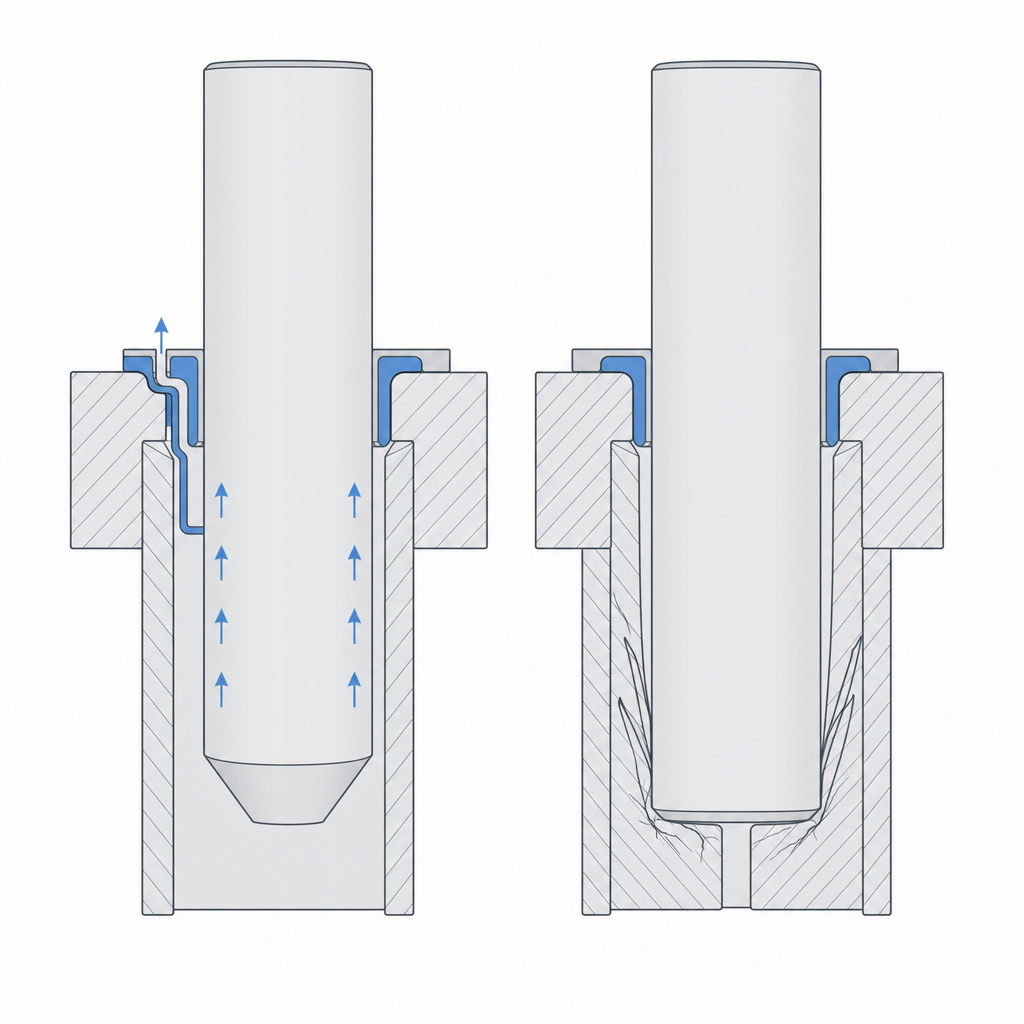
La primera es ciego o pasante. Un agujero ciego atrapa aire: cuando empujas el eje, el aire del fondo se comprime y reacciona en sentido contrario, de modo que parte de la fuerza de inserción se gasta en vencer ese muelle neumático. En una pieza impresa el efecto es menor de lo que parece —las paredes FDM son porosas y el aire se filtra entre cordones, así que rara vez expulsa el eje—, pero sí endurece el montaje y deja el fondo a una presión incómoda. Si necesitas que sea ciego, dale una vía de escape: un pequeño respiradero que comunique el fondo con el exterior, o un rebaje o una ranura longitudinal en el propio eje para que el aire se cuele por ahí.
La segunda es redondo o estriado. Un pasador redondo a presión sujeta contra la extracción axial, pero no contra el giro: si lo único que lo retiene es la fricción, gira en su agujero en cuanto le aplicas un par. Para que no gire necesitas romper la simetría: una sección rectangular, una cara plana o un perfil estriado. El estriado, además, concentra la interferencia en las crestas, que muerden y se deforman localmente; el resultado es un apriete más predecible que el de una pared lisa, obligada a deformarse entera.
Insertar sin agarrotar ni delaminar
Meter el eje a presión no es solo cuestión de fuerza. Si lo empujas rápido, la fricción entre las dos superficies genera calor, y el plástico —que ablanda a temperaturas muy bajas— puede fundirse localmente y agarrotar el montaje a medio camino, o relajarse al enfriar y quedar más flojo de lo que esperabas. Mete el eje despacio y con un movimiento continuo; si cuesta, una gota de lubricante o de jabón reduce el rozamiento y el calor sin afectar a la retención final. Cuenta, además, con que el coeficiente de fricción plástico-plástico es alto y variable, así que el «fricción por presión» que retiene la pieza nunca es tan repetible como un número en una tabla: trátalo como un margen, no como una garantía.
Hay una variable de fabricación que pesa más que casi cualquier otra y que decide cuánta interferencia es segura: cómo caen las capas. En un agujero impreso con el eje vertical, la tensión de aro que genera la interferencia tira de separar unas capas de otras —el plano más débil de toda la pieza—, y la grieta aparece mucho antes que si esa misma tensión actuara dentro de una capa. Si puedes orientar la pieza para que las capas no trabajen a delaminación en la zona del agujero, ganas margen gratis. Es el primer recurso de Interferencia sin agrietar.
La fluencia que lo afloja con el tiempo
Hay un fallo que no se ve el día del montaje y aparece semanas después: la pieza, que entró bien apretada, ahora baila. No se ha desgastado nada. Es fluencia: bajo una tensión sostenida, el plástico fluye despacio y libera esa tensión, así que la pared del agujero, estirada durante meses por el eje, cede un poco. El eje, comprimido, también fluye y aporta su parte. Al ceder ambos, la interferencia efectiva baja, la presión de contacto baja con ella y el apriete se relaja.
El calor lo acelera muchísimo. Un PLA tibio fluye con una facilidad que no tendría en frío, así que un encaje a presión que vive cerca de un motor, al sol dentro de un coche o en una carcasa que se calienta perderá apriete mucho antes que el mismo encaje a temperatura ambiente. Y, a diferencia de un ajuste con holgura, aquí no sobra margen: el encaje empieza justo en el límite de lo que querías, así que cualquier relajación lo deja por debajo.
Un último apunte que conviene tener presente: el mismo eje, con holgura positiva en lugar de interferencia, deja de apretar y se convierte en un pasador de alineación. No sujeta nada; solo posiciona con precisión dos mitades que luego atornillas. Es la misma pieza con el signo del ajuste cambiado, y conviene reconocerlo, porque a veces es justo lo que buscabas.
Cuando tengas la interferencia elegida, el siguiente paso es asegurarte de que la pared la aguanta sin partirse. Para dimensionar el grosor, el material y la orientación que evitan la grieta, sigue con Interferencia sin agrietar; y si dudas de qué décimas dejar en tu impresora concreta, Holguras impresas reales las traduce en valores medidos.