Tijera y lazy tongs: mucha extensión desde poco
Junta los dos extremos de una cadena de eslabones cruzados en X y el otro extremo sale disparado: unos pocos milímetros de entrada se convierten en un palmo de salida. Eso es lo que hace fascinante a la tijera —y a su prima alargada, las lazy tongs—, y lo que la vuelve traicionera en FDM. Porque esa misma cadena que multiplica el recorrido multiplica también —junta a junta— cada décima de holgura que dejaste en los pasadores. El mecanismo que más impresiona en pantalla es el que peor perdona una tolerancia floja, y conviene entender por qué antes de imprimir una cadena de doce eslabones que sale bailando de la cama.
Una sola X ya es una palanca, y encadenarlas la multiplica
El ladrillo básico son dos eslabones rectos cruzados que pivotan en su punto de cruce, como las hojas de unas tijeras. Acerca los dos extremos de un lado entre sí y los dos extremos del otro lado se separan. Hasta aquí es una palanca: el pivote central es el fulcro, y la relación entre lo que entra por un par de puntas y lo que sale por el otro depende de dónde caiga ese cruce a lo largo de los eslabones.
Lo que convierte una palanca en un amplificador es encadenar varias X en serie, compartiendo pasadores entre los extremos de una y los de la siguiente. Cada X añade su propia extensión a la de la anterior, y como todas se abren a la vez gobernadas por el mismo movimiento, los recorridos se suman. Una entrada pequeña en el primer par produce una salida enorme en el último: es amplificación geométrica de desplazamiento, pura cinemática, sin engranajes ni poleas. Cuantas más X, más extensión por milímetro de entrada.
Y aquí está la ley que rige todo el mecanismo y que no se puede esquivar: lo que ganas en recorrido lo pierdes en fuerza, exactamente en la misma proporción. No es un detalle de implementación, es conservación de energía. Si multiplicas el desplazamiento por diez, la fuerza de salida es la décima parte de la de entrada (menos, contando rozamiento). La tijera no regala trabajo; lo reparte distinto. Diséñala sabiendo que estás comprando recorrido con fuerza, y decide de antemano cuál de los dos te sobra: recorrido o fuerza.
La ventaja mecánica está en el ángulo de tijera
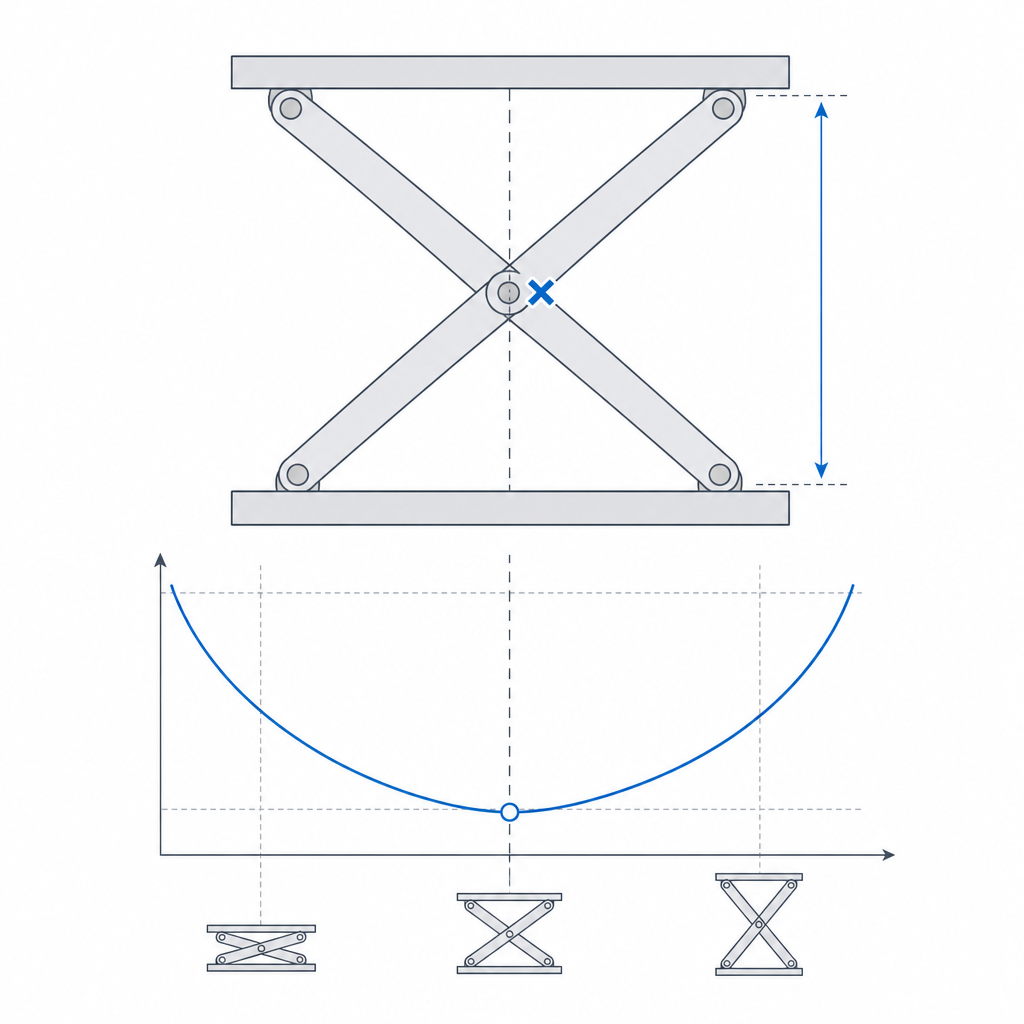
La relación entre la fuerza que metes y la que sacas no es constante a lo largo del despliegue: cambia con el ángulo que forman los eslabones cruzados, y ese cambio es lo que hace o rompe un elevador de tijera. Conviene separar dos cosas que es fácil mezclar: la cinemática abstracta de la X, y la geometría concreta del accionamiento que la mueve.
Define el ángulo como el que forma cada eslabón con el eje a lo largo del cual se despliega la cadena. Con la tijera casi cerrada (plegada), los eslabones quedan casi paralelos a ese eje, ángulo pequeño; conforme se abre, el ángulo crece hacia los 90°; totalmente extendida en línea, los dos eslabones de cada X tienden a quedar casi colineales. La relación entrada-salida del mecanismo varía con ese ángulo, no es la misma abriendo desde plegado que rematando el estirón.
Lo que de verdad decide el dimensionado es dónde el actuador concreto ve su peor ventaja mecánica, y eso depende de cómo empujas. En el caso habitual —un elevador de tijera con el actuador casi horizontal en la base— el peor trato está abajo, con la tijera cerrada: ahí el actuador tira casi en paralelo al movimiento que tiene que provocar, su brazo de palanca es mínimo y necesita una fuerza altísima para arrancar la carga desde el suelo. Es el problema clásico y bien conocido de los elevadores de tijera: la fuerza de accionamiento es máxima justo al despegar, no al final. Conforme la cadena sube y los eslabones se enderezan, el actuador gana ángulo y la fuerza que le pides baja. Por eso un elevador que arranca con dificultad sube luego sobrado: dimensiona el accionamiento para el peor caso —el arranque desde cerrado—, no para el tramo cómodo de arriba.
Las holguras no se suman a secas: se acumulan y se amplifican
Aquí es donde la tijera se cobra en FDM lo que prometió en cinemática. Cada pasador tiene su holgura —el hueco entre el eje y el agujero, el que necesita para girar—, y en un pivote aislado esa décima es inofensiva. En una cadena no. El juego de cada junta se propaga a lo largo de toda la serie, igual que se propaga el desplazamiento útil. La cadena no distingue entre el movimiento que quieres y el bamboleo que no quieres: amplifica los dos por igual.
Conviene un modelo claro, porque no es ni una suma simple ni un producto arbitrario. Cada junta aporta un pequeño juego angular: el eslabón puede girar unas milésimas de vuelta dentro de su holgura antes de tocar. Esos juegos angulares se suman a lo largo de la serie, de forma aproximadamente lineal con el número de juntas. Y ese error angular acumulado se amplifica por la longitud de la cadena desplegada: el mismo medio grado de incertidumbre en la base se traduce en un bamboleo tanto mayor cuanto más lejos esté la punta, y la punta se aleja al abrirse. El resultado neto es un mecanismo que se vuelve flojo al extenderse: con la tijera cerrada el conjunto parece firme; conforme se abre, los juegos se suman y el brazo de amplificación crece, y la punta del último eslabón acaba temblando milímetros aunque cada junta individual solo tuviera unas décimas de juego.
La defensa es directa pero exigente: aprieta la tolerancia por junta más de lo que apretarías en un pivote suelto, porque aquí el error se acumula y se amplifica. Persigue el ajuste deslizante más fino que tu impresora dé sin agarrotar —mídelo, no lo adivines, con el método de Tolerancias para piezas que se mueven— y aplícalo a cada pasador de la cadena. Y como todas las juntas van en serie, el agarrotamiento también se acumula: un ajuste demasiado apretado que en un pivote solo notarías como roce, en doce juntas se convierte en una cadena que no se mueve. Esa es la otra cara del problema, y la que marca el límite práctico de cuántas X puedes encadenar.
La fricción en serie limita cuántas X puedes encadenar
El backlash no es lo único que se acumula junta a junta; la fricción también. Cada pasador que gira opone su par de rozamiento, y en una cadena de doce juntas de plástico contra plástico esos pares se suman y los carga entero el accionamiento. Eso tiene una consecuencia que aparece justo donde menos margen tienes: cerca de la extensión total, la fuerza de salida del mecanismo ya es mínima por pura cinemática, y encima el actuador está peleando contra la fricción acumulada de toda la serie. Llega un número de células en el que el rozamiento sumado se come el poco empuje que queda, y la cadena se planta o avanza a tirones aunque ninguna junta esté agarrotada por sí sola.
Por eso el número útil de X no lo fija solo el bamboleo: lo fija también la fricción en serie. Si necesitas muchas células, plantéate ejes metálicos en las juntas para bajar el rozamiento por pasador, reduce el número de juntas plástico-plástico, o acepta que la cadena trabaja bien desplegándose pero no entregará fuerza fina al final. Cuenta esa fricción acumulada en el presupuesto de fuerza del accionamiento, no solo la carga útil.
Pandeo lateral y pandeo de los eslabones, dos fallos distintos
Una cadena de tijera larga tiene dos formas de venirse abajo, y conviene no confundirlas porque se arreglan de manera distinta.
La primera es el pandeo lateral del conjunto: la cadena, floja por las holguras acumuladas, se tuerce fuera de su plano de trabajo. Está pensada para moverse en un plano —abrir y cerrar la X— pero el juego de los pasadores le deja un grado de libertad fuera de plano que no debería tener, y bajo cualquier carga lateral o su propio peso la cadena se arquea lateralmente como una serpiente. Cuanto más larga y más extendida, peor. La defensa de fondo es la misma de antes —apretar las holguras—, pero cuando la cadena es muy larga eso no basta, y entonces toca guiar lateralmente: un carril, una ranura o un par de guías que abracen los extremos y restrinjan ese grado de libertad fuera de plano por geometría, no por fricción. Es lo que hace un elevador de tijera real con sus guías en la base.
La segunda es el pandeo de los eslabones a compresión, y es un fallo del eslabón, no de la cadena. Cuando el mecanismo transmite carga, muchos eslabones trabajan a compresión a lo largo de su eje, y los eslabones de una tijera son largos y esbeltos por diseño. Una columna esbelta a compresión no falla aplastándose: pandea, se arquea de golpe a la mitad cuando la carga supera su límite crítico. En el régimen esbelto y elástico ese límite cae con el cuadrado de la longitud —un eslabón el doble de largo aguanta la cuarta parte de la carga antes de pandear—, pero ojo con aplicar la fórmula a ciegas: en una tijera los eslabones rara vez trabajan como columna pura, porque el pivote central los carga en un punto intermedio y mete flexión, y en piezas FDM cortas y gruesas el fallo dominante no es el pandeo elástico sino la flexión o la delaminación entre capas. La ley del cuadrado gobierna cuando el eslabón es genuinamente esbelto; en eslabones cortos manda la resistencia de la sección y de la soldadura entre cordones.
En ambos casos la orientación de impresión es decisiva: imprime los eslabones tumbados en el plano XY de la cama, con su sección ancha resistiendo la flexión y las capas corriendo a lo largo del eslabón, no apiladas a través de él. Un eslabón tumbado es una viga sólida en la dirección que importa; uno impreso de canto añade, a su esbeltez, la debilidad entre capas, y pandea o delamina mucho antes. Es la lógica que desarrolla Orientación de capas para el movimiento aplicada a una pieza que trabaja como columna.
Refuerza el centro, frena el desgaste, controla el juego
Quedan tres detalles que separan una tijera que dura de una que se afloja en la primera demostración, y los tres chocan con una decisión que tienes que tomar antes: cómo fabricas las juntas.
Hay dos rutas, y no se combinan trivialmente. Una es todo impreso en sitio (print-in-place): las juntas salen ya cerradas de la cama, sin insertar nada, cómodo y rápido pero condenado al plástico contra plástico. La otra es eslabones sueltos más ejes: imprimes las piezas por separado y las ensamblas con pasadores —impresos o metálicos—, más trabajo de montaje pero con juntas mucho mejores donde más cargan. Decide la ruta antes de diseñar la junta, porque casi todo lo que sigue depende de ella.
El pivote central carga más. En cada X, el cruce central es el fulcro de la palanca, y por él pasan las reacciones de los dos brazos. No todos los pasadores ven la misma fuerza: los centrales y los más cercanos al accionamiento trabajan más que las puntas libres. Refuérzalos —más diámetro de pasador, más material alrededor del agujero, o un eje metálico embebido en las juntas más cargadas— en lugar de hacer toda la cadena con la misma junta endeble. Una junta central que ovaliza su agujero bajo carga reintroduce holgura justo donde más se amplifica. Y aquí aparece el compromiso con la orientación: tumbar el eslabón es lo mejor para su rigidez, pero deja el eje del pasador en vertical (Z), de modo que la carga radial sobre el agujero empuja entre capas, la dirección débil, justo la que ovaliza. En las juntas muy cargadas, esa es la razón concreta para meter un eje metálico: la orientación óptima del eslabón deja el agujero impreso en su peor dirección, y el metal te saca de ese compromiso.
El desgaste es de muchos. Una tijera tiene muchísimos pasadores girando, y si son todos de plástico contra plástico, todos se desgastan a la vez. Cada junta que pierde material gana holgura, y ya sabes lo que la holgura le hace a una cadena. Para un mecanismo que vaya a ciclar mucho, plantéate ejes metálicos en las juntas, o al menos en las centrales; el plástico contra plástico vale para un despliegue ocasional, no para mil ciclos.
El juego se combate apretando, no compensando. No hay truco geométrico que elimine el juego acumulado de una cadena larga; la única palanca real es la tolerancia por junta. Aprieta cada pasador al límite del giro libre, refuerza los centrales, guía los extremos de las cadenas largas, e imprime los eslabones tumbados. Con eso, la tijera entrega su efecto espectacular —mucha extensión desde poco— sin el bamboleo que delata una cadena mal calibrada.
Si vas a llevar esa precisión a una cadena de muchas juntas, el siguiente paso es exprimir tu impresora hasta su ajuste deslizante más fino y repetible, y trasladar ese número, junta a junta, a toda la cadena. Empieza por Tolerancias para piezas que se mueven.