Husillo Acme y de bolas: giro a lineal con fuerza
Un husillo es la manera más directa —y más controlable— de convertir un giro en empuje recto. Un motor pequeño hace girar una varilla roscada; la tuerca, atrapada en ella, no puede girar a la vez, así que no le queda más remedio que avanzar a lo largo del eje. Lo interesante no está en el mecanismo en sí —es una rosca, lo sabes desde que aprietas un tornillo—, sino en la enorme ventaja mecánica que ofrece: una vuelta entera del husillo desplaza la tuerca apenas unos milímetros, y a cambio de ese desplazamiento corto obtienes una fuerza axial que multiplica con creces el par de entrada. Por eso un husillo mueve mesas, prensas y ejes Z donde una correa patinaría. Y por eso, cuando lo imprimes en FDM, la dificultad deja de estar en la cinemática —sencilla— y pasa al material: una rosca de plástico tiene que aguantar exactamente la carga que el husillo se encarga de amplificar.
Manda el avance; la fricción decide si retrocede
Toda la cinemática del husillo cabe en un número: el avance (lead), cuánto recorre la tuerca por cada vuelta completa del husillo. Si el avance es de 2 mm, una vuelta son 2 mm de carrera, media vuelta 1 mm, y la resolución de tu posicionamiento es ese avance dividido por la resolución angular del motor: con 200 pasos por vuelta y 2 mm de avance, cada paso son 2/200 = 0,01 mm de desplazamiento lineal. No confundas avance con paso: en una rosca de una sola entrada coinciden, pero en una de varias entradas el avance es el paso multiplicado por el número de entradas, y subir el número de entradas es la vía para ganar velocidad sin reducir tanto el paso que la rosca acabe siendo difícil de imprimir.
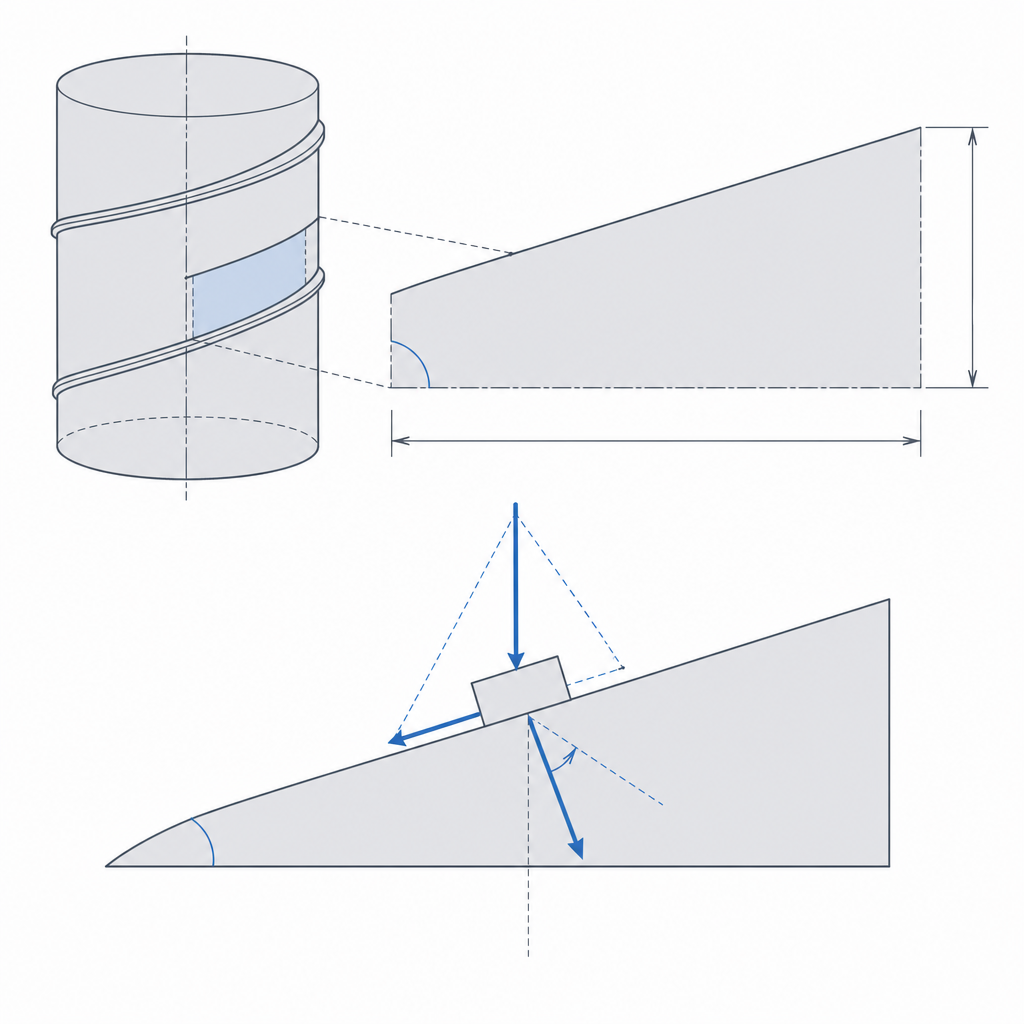
Lo que de verdad gobierna el comportamiento bajo carga no es el avance solo, sino su relación con la fricción. Desenrolla mentalmente un filete de la rosca: es un plano inclinado enroscado sobre un cilindro, y su pendiente es el ángulo de hélice. Cuando empujas axialmente la tuerca, esa fuerza se descompone sobre el flanco inclinado en una componente que tiende a hacer girar el husillo —como un peso que resbala por una rampa— y una componente normal que aprieta los flancos y genera rozamiento. Si el ángulo de hélice es pequeño frente al ángulo de fricción del par de materiales, la componente que empuja a girar nunca vence al rozamiento que la frena: la carga no consigue hacer retroceder el husillo, y la rosca es autobloqueante. Sube el avance y el ángulo de hélice crece; pásate y la rosca se vuelve reversible, retrocede sola en cuanto cargas la tuerca y sueltas el motor.
Hay un matiz que juega a tu favor en el Acme: el flanco trapecial de 29° no aprieta perpendicular al eje, sino sobre una cuña, de modo que el rozamiento efectivo es mayor que en una rosca cuadrada del mismo paso. Eso ensancha el margen de autobloqueo. La frontera real, además, no es el cruce justo del ángulo de fricción: para que una carga no retroceda con fiabilidad —contando vibración y márgenes— conviene quedarse holgadamente por debajo, no rozando el límite. De ahí la regla práctica: avance pequeño y fricción alta dan una rosca que sostiene la carga con el motor parado. Un Acme de paso fino, justo por eso, mantiene la mesa quieta sin que el motor gaste par en retenerla. El precio lo pagas en eficiencia, porque ese mismo rozamiento que te da el autobloqueo se come una buena parte del par de entrada en forma de calor.
Acme frente a husillo de bolas: deslizar o rodar
La rosca Acme es trapecial: el flanco no es agudo como el de un tornillo métrico, sino una cuña abierta de unos 29°, robusta y fácil de mecanizar —y, lo que aquí importa, de imprimir—. La tuerca desliza sobre esos flancos, plástico contra plástico o plástico contra metal, y ese deslizamiento es fricción pura: el rendimiento típico de un Acme anda por el 30–50 %, y un Acme impreso y autobloqueante vive en el extremo bajo de esa horquilla, más bien entre el 20 y el 40 %. No es casualidad: el autobloqueo es termodinámicamente lo mismo que un rendimiento por debajo del 50 %, así que cuanto mejor sostiene la carga, menos eficiente es. Es la rosca del que quiere fuerza y posición sostenida, no velocidad ni eficiencia.
El husillo de bolas elimina el deslizamiento sustituyéndolo por rodadura: entre husillo y tuerca circula una hilera de esferas de acero que recirculan por un canal de retorno, de modo que el contacto deja de ser flanco contra flanco y pasa a ser bola rodando sobre pista. La rodadura casi no roza, así que el rendimiento supera el 90 % y el juego puede llevarse prácticamente a cero con precarga —aunque esa misma precarga que elimina el juego también resta rendimiento y vida, no sale gratis—. La contrapartida ya la conoces: sin fricción no hay autobloqueo, un husillo de bolas retrocede solo en cuanto sueltas el motor, y necesita un freno o un motor energizado para sostener carga. Y hay un inconveniente mayor para nosotros: un husillo de bolas vive de tolerancias de micras, pistas endurecidas y esferas calibradas. Eso el FDM no lo replica. Puedes imprimir algo con forma de husillo de bolas, pero las esferas no rodarán limpias sobre un perfil con escalones de capa, y lo que tendrás es un Acme deficiente y caro. El de bolas, en una pieza impresa, es hardware metálico que embebes, no geometría que laminas (lo cubre Hardware embebido: imanes, rodamientos e insertos).
| Criterio | Rosca Acme (trapecial) | Husillo de bolas |
|---|---|---|
| Contacto | Deslizamiento de flancos | Rodadura de esferas recirculantes |
| Rendimiento | ~20–40 % autobloqueante, hasta ~50 % sin autobloqueo | >90 % |
| Autobloqueo | Sí, en el extremo bajo de rendimiento | No: retrocede solo |
| Holgura axial | Moderada, crece al desgastarse | Casi nula con precarga |
| En FDM | Imprimible directo | Solo como hardware metálico embebido |
Para imprimir, en la inmensa mayoría de los casos la respuesta es Acme: sostiene sin energía, tolera la variabilidad del proceso y no depende de componentes que no puedes fabricar. Reserva el de bolas para cuando primen la velocidad y la eficiencia y estés dispuesto a montar un conjunto comprado de verdad.
Imprime el husillo de pie y la tuerca en el material que aguante
La orientación del husillo no admite duda: vertical, con el eje perpendicular a la cama. Así la rosca se construye en capas perpendiculares al eje, cada una aportando un anillo de la hélice con su sección trapecial entera apoyada, sin voladizos que exijan soportes imposibles de retirar de entre los filetes. Tumbado, el husillo se llena de soportes incrustados en la rosca, con el perfil aplastado por un lado; de pie, la hélice se construye limpia. Esa misma orientación es la que decide la resistencia del conjunto, porque pone los flancos a trabajar a lo largo de los cordones y no entre capas (la lógica completa está en Orientación de capas para el movimiento).
Conviene un matiz: incluso de pie, el flanco inferior de cada filete es un voladizo cuyo ángulo respecto a la horizontal es el propio ángulo de hélice. Con avances pequeños la hélice es suave y ese voladizo sale autoportante; con avances grandes o roscas multientrada el flanco inferior puede pasarse del límite de voladizo de tu impresora y descolgarse. Otra razón más para mantener el avance corto en una rosca impresa.
La pieza crítica, sin embargo, no es el husillo: es la tuerca. Es ahí donde la carga axial que el husillo amplifica se reparte entre unos pocos filetes de plástico, y es ahí donde rompe el mecanismo. Tres decisiones la salvan o la condenan. Primera, el material: una tuerca de PLA bajo carga sostenida tiene los días contados —el PLA es rígido pero frágil, fluye lentamente bajo carga mantenida (creep, agravado por el calor) y sus crestas rompen en frágil—; el PETG y sobre todo el nylon son tenaces y resistentes al desgaste, y aguantan deslizando lo que el PLA arranca. Mejor todavía, embebe una tuerca metálica real (una tuerca Acme de latón) y deja que el plástico solo la sujete: pasas el problema del flanco al metal, donde el material trabaja bien. Segunda, la longitud: cuantos más filetes engranados, en más flancos repartes la carga y menos presión soporta cada uno. Una tuerca de un par de filetes concentra todo en dos crestas que se arrancan; una tuerca larga, de muchos filetes, reparte y dura. Tercera, la holgura de flancos, que dimensionas exactamente igual que cualquier otro ajuste impreso: lo justo para que la tuerca entre y gire sin agarrotarse, sabiendo que la rosca impresa nace estrecha y que cero en pantalla es interferencia en la pieza. El detalle de roscas e insertos impresos lo desarrolla Roscas, insertos y tuercas.
El backlash arruina el posicionamiento en doble sentido
Entre los flancos del husillo y los de la tuerca siempre queda algo de hueco —en una rosca impresa, bastante—. Mientras empujes la tuerca en un solo sentido, ese hueco no se nota: los flancos están apoyados y la tuerca sigue al husillo fielmente. El problema aparece al invertir el giro. Antes de que la tuerca empiece a moverse en el sentido contrario, el husillo tiene que girar en vacío lo necesario para que sus flancos crucen el hueco y vuelvan a apoyar por la otra cara. Durante ese giro la tuerca no se mueve: es una zona muerta, un tramo en el que ordenas desplazamiento y no obtienes ninguno. Eso es el backlash, y arruina cualquier posicionamiento que exija precisión en ambos sentidos —un eje que sube y baja a cota, una mesa que va y vuelve—.
Si solo empujas en un sentido y vuelves siempre acercándote desde la misma dirección, puedes convivir con el backlash ignorándolo. Si necesitas precisión en los dos sentidos, hay que eliminarlo, y la solución clásica es una tuerca antibacklash: dos medias tuercas montadas sobre el mismo husillo y precargadas por un muelle que las separa axialmente, de modo que una apoya sus flancos contra una cara de la rosca y la otra contra la opuesta. Entre las dos no dejan hueco en ningún sentido; el muelle absorbe la holgura y la mantiene tomada conforme los flancos se desgastan. Ojo a su límite: este esquema solo compensa el backlash axial, y la fuerza del muelle marca la carga máxima útil. Si la carga axial de trabajo supera la precarga del muelle, una de las mitades se despega y el juego vuelve; dimensiona el muelle para que su precarga supere la carga que vas a mover. El precio es más fricción y algo más de par de arrastre, pero es lo que convierte un husillo impreso en algo con lo que de verdad puedes posicionar.
Los filetes se arrancan, el plástico se agarrota, el juego crece
Conviene nombrar los modos de fallo, porque cada uno se previene de forma distinta. El primero y más común es el arranque de filetes de la tuerca: bajo carga axial, los pocos flancos de plástico que llevan el empuje se deforman, ceden y acaban barriéndose como una rosca pasada. El PLA es el material que peor aguanta —frágil y propenso al creep—; el remedio es tuerca larga, material tenaz y, si la carga es seria, flanco metálico embebido. Un síntoma temprano es que el conjunto pierde fuerza y empieza a patinar axialmente: ya estás arrancando crestas.
El segundo es el agarrotamiento, y es el opuesto del anterior: holgura de flancos insuficiente, o un husillo que se dilata con el calor de servicio o con el propio rozamiento, hasta que la tuerca deja de poder deslizar y se clava. Se nota como puntos duros en la carrera o un par de arrastre que sube hasta calar el motor. Se previene con la holgura correcta —medida en tu impresora, no copiada de una tabla— y dejando margen para la dilatación si el husillo va a calentarse.
El tercero es lento y traicionero: el backlash creciente. Una tuerca que empezó ajustada va desgastando sus flancos contra el husillo cada vez que se mueve, y ese desgaste ensancha el hueco. Un mecanismo que posicionaba fino al salir de la impresora desarrolla zona muerta con los ciclos, y la pierdes sin que nada se rompa de golpe. La tuerca antibacklash con muelle es justo la que compensa esto: el muelle va tomando la holgura conforme aparece, de modo que el juego no crece aunque los flancos sí se gasten.
Con el husillo dimensionado y la tuerca resuelta, el siguiente paso suele ser unirlo al motor y a la estructura sin que la propia unión introduzca su juego: ahí entran las roscas que lo sujetan todo y el hardware que embebes para que el metal soporte lo que el plástico no puede. Empieza por Roscas, insertos y tuercas.