Mecanismo de Ginebra (cruz de Malta): un paso por vuelta
Un motor gira sin parar; tú quieres que la rueda avance un escalón, se quede clavada y no se mueva hasta el siguiente. Esa es exactamente la contradicción que resuelve el mecanismo de Ginebra: convierte rotación continua en avance indexado. Un pasador montado en el disco motriz entra en una ranura de la rueda conducida —la cruz, en forma de aspa de cuatro o seis brazos—, la arrastra un paso preciso y sale; durante el resto de la vuelta, un arco cóncavo del motriz abraza el contorno de la cruz y la deja bloqueada sin que necesites freno alguno. Es el indexador clásico de los proyectores de cine, de los carruseles y de los tambores de cámara. Es una de esas piezas que en FDM o funcionan de maravilla o fallan por la boca de la ranura, sin término medio. Todo se juega en dos cosas: que la entrada sea tangente y que el pasador no se rompa.
Una vuelta continua, un paso discreto y un reposo
La gracia del mecanismo está en repartir cada vuelta del disco motriz en dos fases muy distintas. Durante una fracción del giro —y solo durante esa fracción— el pasador del disco motriz está dentro de una ranura de la cruz. Mientras está dentro, empuja: la rueda conducida gira. En cuanto el pasador sale por el otro extremo de la ranura, la rueda se detiene en seco y se queda inmóvil hasta que el pasador completa el resto de su vuelta y vuelve a entrar en la ranura siguiente. Una rotación continua de entrada produce así un avance a tirones a la salida: paso, reposo, paso, reposo.
El tamaño del paso lo fija el número de ranuras. Con n ranuras repartidas por igual, cada engrane avanza la rueda exactamente 360°/n: una cruz de cuatro ranuras indexa de 90° en 90°, una de seis de 60° en 60°. Y aquí hay una proporción que conviene tener clara antes de dibujar nada, porque es contraintuitiva. La fracción de vuelta del motriz en la que la rueda está en movimiento vale 0,5 − 1/n: con cuatro ranuras, el 25 % del giro mueve y el 75 % es reposo; con seis, el 33 % mueve y solo el 67 % descansa. Es decir, cuantas más ranuras, más fracción de la vuelta pasa la rueda moviéndose y menos reposo proporcional te queda. La cruz de cuatro es la que más descansa entre posiciones.
Eso convierte el número de ranuras en un compromiso, no en un dial que subes para mejorar. Si lo que quieres es una pausa larga y bien definida entre posiciones —el tiempo que un fotograma se queda quieto frente a la lente—, te interesan menos ranuras, con el límite práctico de tres, que ya indexa de forma brusca. Lo que ganas subiendo ranuras es suavidad: el paso es más corto, la aceleración de cada engrane es menor y el mecanismo trabaja más fino a alta velocidad. Más reposo o movimiento más suave: elige, porque no tienes los dos a la vez.
Lo que hace que esto sea un mecanismo y no un golpe es cómo entra y sale el pasador. Si la geometría está bien proporcionada, el pasador entra en la ranura con velocidad tangencial: en el instante del engrane, su movimiento va alineado con la ranura, así que la rueda arranca desde velocidad cero sin componente lateral. La rueda alcanza su máxima velocidad angular hacia la mitad del paso y vuelve a frenar hasta cero justo cuando el pasador sale. La velocidad es continua en los dos extremos, y por eso no hay arranque ni parada de choque por velocidad.
La tangencia no es opcional: o entra de frente o golpea
El corazón del diseño es una sola condición geométrica, y si la fallas no tienes un mecanismo de Ginebra, tienes una matraca. El pasador tiene que entrar y salir de la ranura tangencialmente, es decir, con su trayectoria alineada con la dirección de la ranura en el momento exacto del engrane y del desengrane. Para que eso ocurra, tres cosas tienen que ser ciertas a la vez, y las tres están acopladas: las ranuras de la cruz han de ser radiales —apuntar al centro de la rueda—, la distancia entre los centros tiene que corresponder al número de ranuras, y el radio al que montas el pasador en el motriz queda fijado por las dos anteriores.
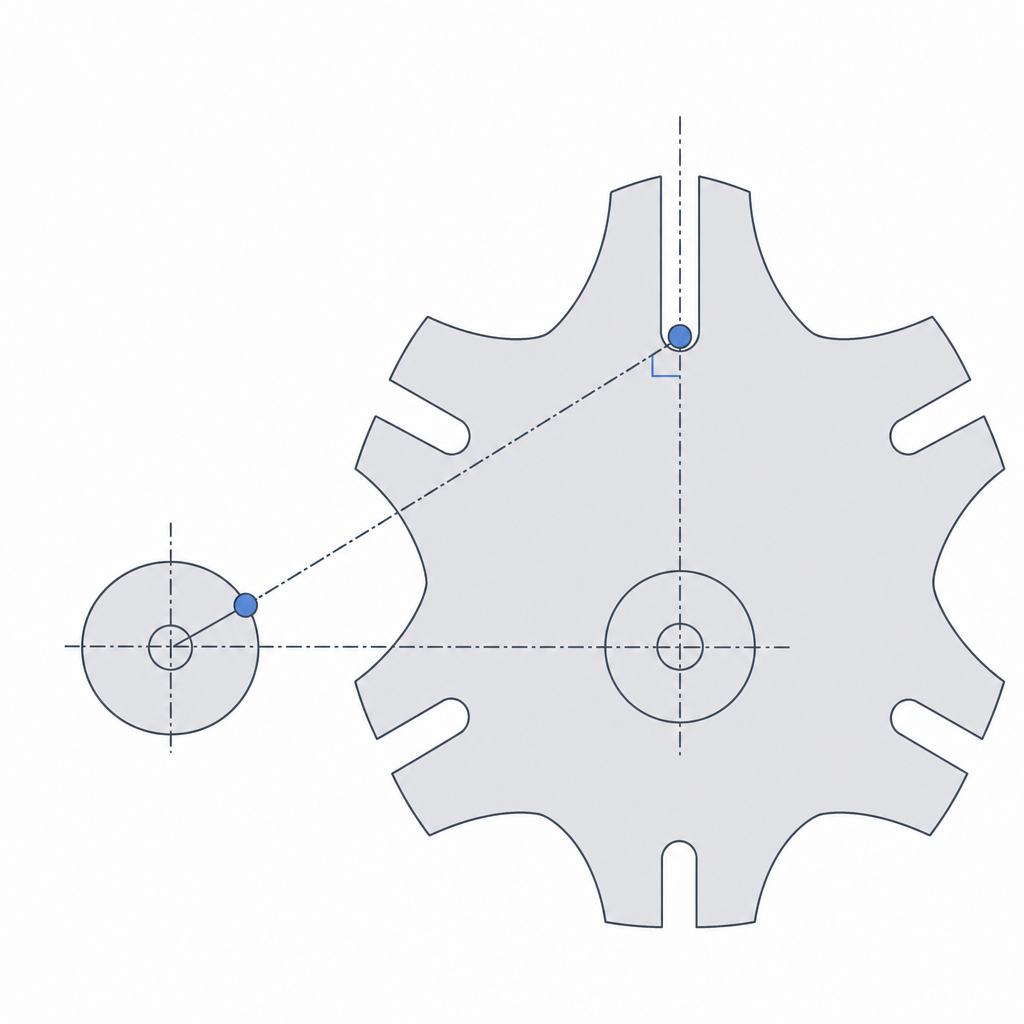
La forma limpia de razonarlo: en el instante del engrane, la línea que une los dos centros, el radio del pasador en el motriz y la ranura de la cruz forman un ángulo recto. De ese triángulo rectángulo salen las cotas. Si llamas C a la distancia entre centros, el radio de manivela del pasador es R = C·sin(180°/n) y el radio de la cruz r = C·cos(180°/n), con R² + r² = C². No basta, por tanto, con ranuras radiales y centros correctos: el radio donde clavas el pasador no es libre, lo dicta C y n. El pasador se encuentra entonces la ranura de frente, deslizándose hacia dentro sin componente lateral. Si separas o acercas los centros de su valor correcto, ese ángulo deja de ser recto, R deja de cuadrar, y el pasador llega a la boca de la ranura con velocidad cruzada. La primera consecuencia es un impacto contra el flanco de entrada: la rueda no arranca suave, arranca con una patada. En FDM eso se nota enseguida, porque ese impacto repetido machaca justo la esquina más expuesta de toda la pieza.
El arco de bloqueo: quién sujeta la rueda entre pasos
Si solo tuvieras el pasador y la ranura, la rueda quedaría suelta en cuanto el pasador saliera: cualquier inercia o vibración la haría girar libre y perderías la posición indexada. Lo que lo impide es la segunda mitad del disco motriz: un arco cóncavo de bloqueo tallado en el motriz que, durante todo el tramo en que el pasador está fuera, abraza el perfil convexo entre los brazos de la cruz. Mientras ese arco está en contacto, la rueda no puede girar en ningún sentido: está mecánicamente trabada, sin necesidad de muelle, freno ni detente. Por eso un mecanismo de Ginebra mantiene la posición por sí solo, y por eso es tan bueno indexando: entre paso y paso, la posición está bloqueada en geometría, no sujeta por fricción.
Hay un detalle que se omite a menudo y que decide si el mecanismo gira o se queda clavado: ese arco no puede ser un círculo completo. Justo donde va a pasar el brazo de la cruz para entrar en el engrane, el disco motriz lleva un rebaje de despeje —una luna recortada alrededor del pasador, tangente a su trayectoria—. Sin ese alivio, el contorno convexo de la cruz no tiene por dónde salir del arco y la rueda queda bloqueada para siempre: el pasador empuja contra una cruz que no puede girar. El rebaje libera el brazo en el instante exacto del engrane y vuelve a cerrar el bloqueo en cuanto el pasador sale. Si modelas el bloqueo como un arco corrido sin esa entalla, el mecanismo se traba en el primer intento de avanzar.
El otro punto es la holgura entre el arco de bloqueo y el contorno de la cruz. Quieres que el arco sujete firme —que la rueda no baile entre pasos— pero sin que roce con presión, porque entonces el motor tiene que vencer esa fricción durante toda la fase de reposo y el mecanismo se agarrota. Es el mismo compromiso de cualquier ajuste deslizante impreso, solo que aplicado a un arco largo en lugar de a un pivote: demasiado margen deja la rueda con juego —y vuelves a oír el traqueteo cada vez que algo la sacude—; demasiado poco convierte el bloqueo en un freno. Dimensiónala como un ajuste deslizante limpio, contando con que el hueco del arco tiende a salir algo más estrecho de lo que dibujas —mide en tu impresora y compensa—, según lo que detalla Tolerancias para piezas que se mueven.
Imprime plano y blinda el pasador
En FDM, la orientación de impresión decide el modo de fallo, y aquí hay dos superficies que se llevan toda la carga: las paredes de la ranura, que reciben el empuje del pasador, y el arco de bloqueo, que aguanta la rueda parada. Imprime tanto el disco motriz como la cruz planos, con sus perfiles tumbados en el plano XY de la cama. Así las paredes de la ranura y los arcos quedan formados por cordones continuos que recorren el contorno, y el contacto del pasador trabaja a lo largo de los cordones, no entre capas. Si imprimieras la cruz de canto, las paredes de la ranura se delaminarían: el empuje del pasador tiraría justo del plano débil entre capas y la boca de la ranura se abriría como una cremallera a las pocas vueltas. Esta es la misma lógica de Orientación de capas para el movimiento: pon el plano fuerte donde está la carga.
El pasador es el punto crítico, y conviene mirarlo de frente. Toda la fuerza del indexado —arrancar la rueda conducida desde el reposo, acelerarla, frenarla— pasa por ese único pasador, que la transmite además sobre una superficie de contacto pequeña. Un pasador impreso en plástico, sobre todo en vertical sobre la cama, concentra esa carga en un punto y se parte: es el fallo más típico del mecanismo. La solución honesta es no dejar que el pasador sea el punto crítico. Hazlo más robusto —generoso de diámetro, con buen radio de acuerdo en su base para repartir la tensión— o, mejor, embebe un pasador metálico: un tramo de varilla de acero o un perno alojado en el disco motriz aguanta el indexado indefinidamente y elimina la rotura de raíz. Cómo alojar ese metal en la pieza impresa sin que se afloje ni agriete el plástico que lo rodea lo tienes en Hardware embebido: imanes, rodamientos e insertos.
| Decisión | Criterio | Si lo fallas |
|---|---|---|
| Nº de ranuras | Fija el paso (360°/n) y la relación reposo/movimiento (0,5 − 1/n en movimiento) | Paso o pausa equivocados; menos ranuras dan más reposo, no menos |
| Distancia entre centros C | Ranura perpendicular a la línea de centros al engranar; R = C·sin(180°/n) | Pasador entra cruzado, golpea la boca de la ranura |
| Rebaje de despeje en el motriz | Luna recortada que libera el brazo en el engrane | Sin él la cruz no puede salir del arco: bloqueo permanente |
| Holgura en la ranura | Deslizante justa, sin traqueteo | Rueda bailando entre pasos, o ranura agarrotada |
| Holgura arco de bloqueo | Sujeta firme sin rozar con apriete | Juego entre pasos o freno permanente |
| Orientación de impresión | Perfiles planos en XY | Paredes de ranura delaminan al primer empuje |
| Pasador | Robusto o metálico embebido | Se parte al concentrar toda la carga del avance |
Los tres fallos que vas a ver y de dónde salen
Cuando un mecanismo de Ginebra impreso no funciona, casi siempre es uno de tres fallos, y los tres tienen origen geométrico, no de mala suerte. El primero es el choque en la boca de la ranura: si la entrada no es tangente —centros mal separados, radio de manivela descuadrado o ranuras no radiales—, el pasador golpea el flanco de entrada en cada paso, y ese impacto repetido astilla y desgasta la esquina más expuesta de la cruz hasta que la ranura pierde su forma y el engrane se vuelve sucio. Se arregla en el modelo, cuadrando C, R y n a la vez, no lijando la pieza después.
El segundo es el juego entre pasos: si el ajuste de la ranura o del arco de bloqueo se quedó flojo, la rueda no queda firmemente trabada cuando el pasador está fuera, y cualquier vibración o inercia la hace bailar alrededor de su posición indexada. Pierdes precisamente lo que fuiste a buscar, que era una posición discreta y repetible. La cura es apretar esos márgenes hacia el ajuste deslizante sin juego, recordando que el hueco impreso suele salir más cerrado que el dibujado.
El tercero es la rotura del pasador, y ya sabes de dónde viene: concentra toda la fuerza del avance en un punto pequeño, y un pasador de plástico impreso —en especial en vertical— no la aguanta indefinidamente. Hazlo más robusto, redondea su base, y cuando el indexado sea exigente o el mecanismo vaya a dar muchas vueltas, embebe metal. Entre estos tres, el del pasador es el único que el plástico, por sí solo, no llega a resolver: los otros dos los cierras con geometría y holgura; este se resuelve, casi siempre, dejando que sea el acero quien empuje.
Si vas a embeber un pasador metálico —y para casi cualquier uso real conviene—, el siguiente paso es alojarlo bien: cómo dimensionar el hueco, orientar la pieza y evitar que el calor o la interferencia agrieten el plástico alrededor del metal lo tienes en Hardware embebido: imanes, rodamientos e insertos.