Snap-fits que no se sueltan
Un snap-fit es la unión que no pide tornillos: una lengüeta que flexa al montar y se endereza para enganchar. La mayoría se diseñan para abrirse otra vez —una tapa, un compartimento de pilas—. Pero a veces quieres lo contrario: que entre con un clic y no vuelva a salir jamás, ni haciendo palanca con un destornillador. Ese encaje permanente no es un snap más fuerte; es un snap con una geometría distinta y un margen de seguridad mucho más estrecho. Todo se decide en unas décimas de milímetro de gancho, en un radio de acuerdo que casi nadie modela y en una holgura de montaje que casi nadie calcula.
Dos formas de almacenar la elasticidad
Todo snap-fit funciona igual: una parte se deforma elásticamente al montar, pasa un obstáculo y recupera su forma quedando atrapada. Lo que cambia es qué se deforma, y hay dos familias.
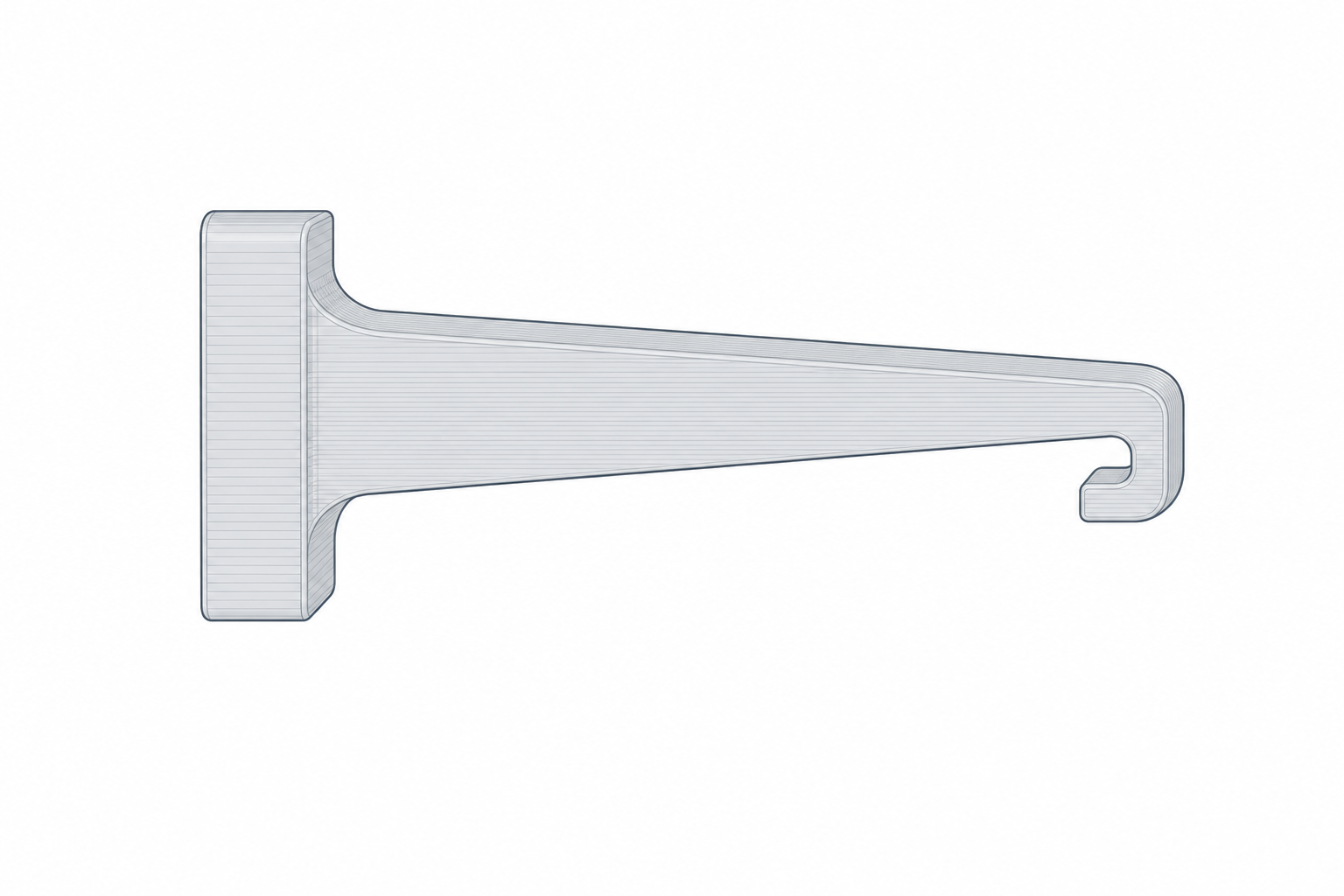
El cantilever es un brazo en voladizo con un gancho en la punta. Al montar, la rampa del gancho empuja el brazo, este se dobla a flexión, el gancho salva el resalte y el brazo recupera su sitio. Toda la deformación se concentra en un único brazo, así que es fácil de calcular, y también fácil de sobrecargar.
El snap anular es un labio que recorre todo un contorno redondo —un eje que entra en un agujero, una tapa sobre un bote— y encaja en una garganta. Aquí no flexa un brazo: se expande o se contrae el anillo entero. Como la deformación se reparte por todo el perímetro, cada punto del material trabaja poco, y por eso un anular tolera solapes mayores sin romperse. Si la pieza ya es cilíndrica, suele ser la opción más robusta —con una salvedad de orientación que verás más abajo.
El ángulo de retención: liberable o permanente
Un gancho tiene dos caras, y son dos decisiones distintas. La cara de entrada es la rampa que el brazo sube al montar; su inclinación marca la fuerza de montaje. La cara de retención es la de vuelta, la que aguanta cuando intentas separar las piezas, y es la que determina si la unión es liberable o permanente.
Si la cara de retención tiene una rampa suave —digamos 30° o 45° respecto a la dirección de extracción—, al tirar se convierte en una cuña: la fuerza axial se descompone y empuja el brazo a flexionarse de nuevo, el gancho se retira solo y la unión se abre. Eso es un snap liberable, perfecto para lo que vas a querer abrir de nuevo.
Para un encaje permanente haces lo contrario: llevas la cara de retención casi perpendicular a la extracción y le quitas cualquier rampa de salida. Ahora tirar genera muy poca componente que flexe el brazo; casi toda la fuerza va directa contra la raíz del brazo a flexión y contra la base del gancho. La pieza se rompe antes de soltarse. Es justo lo que buscas.
El matiz importa: un ángulo verdaderamente a 90° o con interferencia negativa puede ser imposible de montar sin que el brazo supere su límite, porque para entrar el gancho tiene que apartarse exactamente lo mismo que para salir. En la práctica un encaje permanente se modela en torno a 80°–88°, no a 90° exactos: lo justo para que no exista cuña de salida, pero sin convertir el montaje en una rotura garantizada.
| Ángulo de retención | Comportamiento al extraer | Uso |
|---|---|---|
| 25°–45° | Cuña: el brazo se reflexiona y suelta | Tapas, accesos, montaje reversible |
| 45°–80° | Duro de abrir, posible con herramienta | Semipermanente |
| 80°–88° (sin rampa de salida) | No suelta: rompe antes de salir | Carcasas selladas, antimanipulación |
La raíz del brazo: ahí se decide todo
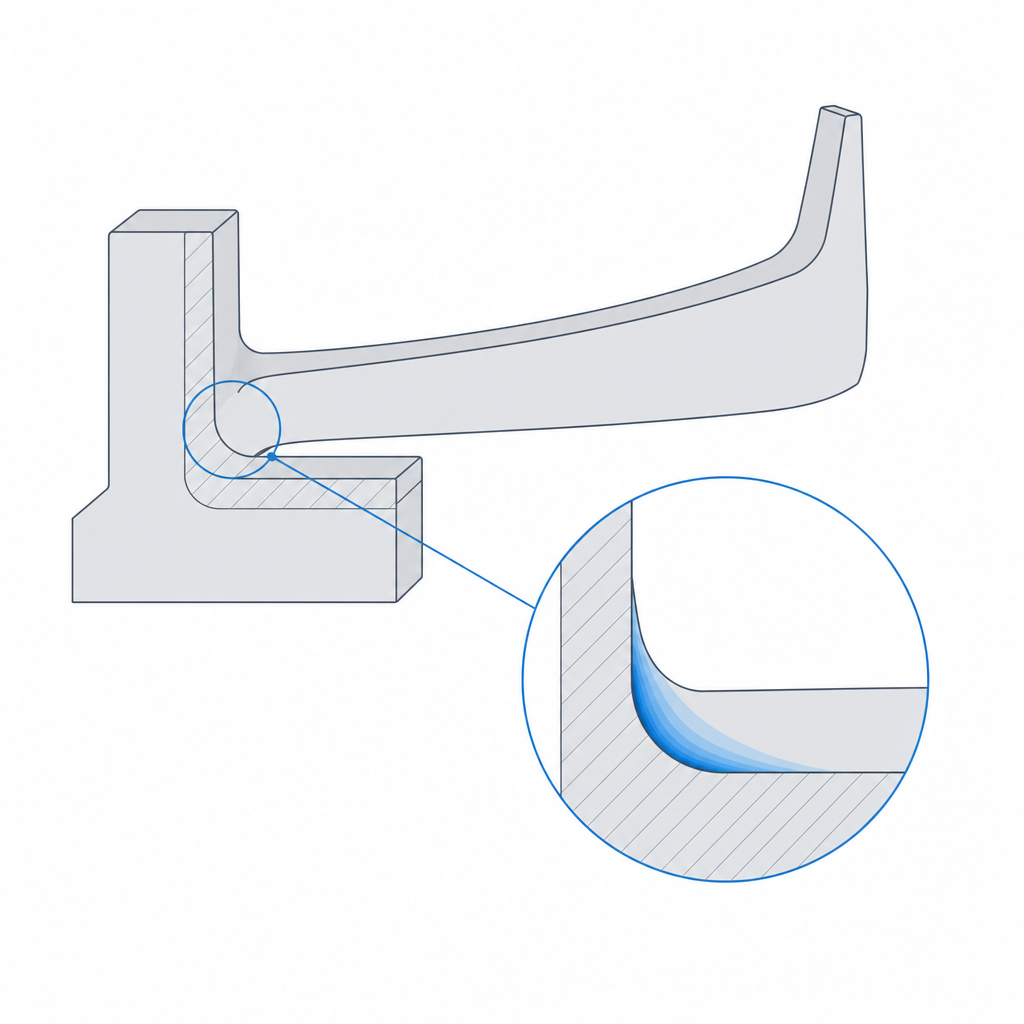
El error más caro es pensar que un snap permanente debe ser robusto, y hacer el brazo corto y grueso. Es justo al revés. Lo que mata un cantilever no es la carga de uso: es la deformación en la raíz durante el único instante del montaje, cuando el gancho sube su rampa y el brazo está doblado al máximo.
La física es de viga en voladizo. Para un recorrido de punta dado (lo que debe apartarse el gancho, es decir, su saliente), la deformación máxima aparece en la fibra exterior de la raíz: crece de forma lineal con el grosor del brazo y disminuye con el cuadrado de su longitud. Y esa asimetría es la clave práctica: alargar el brazo paga el doble que afinarlo. Duplicar la longitud divide la deformación por cuatro; reducir el grosor a la mitad solo la divide por dos. Si tu lengüeta se parte en el primer clic, casi nunca es que sea "demasiado débil"; es que es demasiado corta —o demasiado gruesa— para el saliente que le pides salvar.
El material pone el techo, y conviene no confundir dos cifras. El alargamiento a rotura del PLA en tracción anda por el 2–6%, pero esa no es la deformación que puedes usar: la deformación admisible de diseño se toma muy por debajo del valor de rotura. Para un snap de un solo montaje suele tomarse en torno a la mitad del alargamiento a rotura; para uno que monte y desmonte muchas veces, bastante menos. Trabajar al límite de rotura es jugársela a que el cordón concreto que sube la rampa no tenga el menor defecto. El PETG y sobre todo el nylon estiran bastante más antes de romper, así que toleran brazos más cortos o salientes mayores con el mismo margen. El material pesa tanto como la geometría: un cantilever ajustado que sobrevive en PETG puede partirse de golpe en PLA.
Imprímelo en el plano de las capas, no de canto
Hasta aquí todo es mecánica de materiales clásica, válida para cualquier proceso. El FDM añade una trampa propia: la pieza es anisótropa, fuerte a lo largo de los cordones y débil entre capas, donde solo la sujeta la adhesión de una capa con la siguiente (lo desarrolla Orientación de capas para el movimiento).
Eso decide la orientación de impresión de cualquier snap-fit. Si imprimes un cantilever de canto —con las capas apiladas en la misma dirección en la que el brazo va a doblarse—, cada flexión tira directamente de la unión entre capas. La fibra exterior de la raíz, justo donde la tensión es máxima, coincide con el plano más débil de la pieza. El brazo no se rompe por flexión del material: delamina, se abre entre dos capas como una grieta limpia, muchas veces al primer montaje.
La regla es orientar el brazo para que flexe en el plano de las capas, de modo que la flexión siga los cordones en toda su longitud y no despegue la unión entre ellos. Tiéndelo plano sobre la cama siempre que puedas.
A veces no puedes: la geometría del ensamblaje fija la dirección de flexión perpendicular a la cama y el brazo tiene que imprimirse de canto a la fuerza. Cuando ocurra, primero plantéate rediseñar a anular, que reparte la tensión y suele tolerar mejor una orientación comprometida. Si tampoco es posible, refuerza la adhesión intercapa justo donde más importa: sube la temperatura de extrusión unos grados, baja la velocidad en la raíz y considera un cordón más ancho o más alto en esa zona para engrosar la soldadura entre capas. No iguala a un brazo tumbado, pero es la diferencia entre delaminar al tercer montaje o al trigésimo.
Dimensiona el gancho para una fuerza de montaje sensata
Queda la pieza que más se descuida: cuánto saliente darle al gancho. El saliente —cuánto sobresale el gancho del brazo— es a la vez lo que sujeta la unión y lo que fija cuánto tiene que flexarse el brazo para montarla. No puedes maximizar la retención sin pagar en deformación.
Un saliente grande retiene de maravilla, pero obliga al brazo a apartarse mucho, y ya sabes a dónde va eso: a superar el límite de deformación en la raíz y agrietar. Un saliente minúsculo monta suave pero apenas engancha y se sale solo. El equilibrio para una unión permanente está en dar el saliente justo para una cara de retención llena y fiable, y entonces alargar o afinar el brazo hasta que la deformación de ese recorrido quede holgadamente por debajo del límite del material. La cara de entrada, en cambio, sí la quieres con una rampa suave: una rampa de entrada tendida (del orden de 30°) reparte la fuerza de inserción a lo largo del empuje en vez de exigir un golpe seco, y es lo que convierte el montaje en un clic firme y no en un crujido.
Y luego está la holgura, que en FDM no es un detalle sino la mitad del trabajo. Una ventana de retención modelada con cotas nominales sale más estrecha de lo que dibujaste: el ancho de extrusión engorda las paredes hacia dentro y el elephant foot cierra las primeras capas. Sin una holgura de diseño entre gancho y ventana —del orden de 0,1–0,3 mm según tu impresora y tu calibración— el encaje no entra, o entra forzado y revienta el brazo en el montaje, precisamente lo contrario de lo que buscas. Esa holgura sale de la misma calibración que cualquier otro ajuste; lo tienes desarrollado en Elegir ajustes: holgura, transición, interferencia.
Para una pieza redonda, el botón a presión aplica el mismo razonamiento en forma de anillo: el labio perimetral te da una retención repartida y suave sin un brazo expuesto que delamine.
Decidir si un snap concreto debe ser permanente o liberable es, en el fondo, la misma pregunta de Encajes a presión que aguantan: para qué sirve la unión. Si la respuesta es "no debe separarse nunca", lleva la cara de retención cerca de 90°, redondea la raíz, túmbalo en el plano de las capas, dale su holgura de montaje, y que sea el material —no una rampa— el que cierre la unión para siempre.