Muelles avanzados: espiral de reloj, fuerza constante, TPU y celosía
Casi todos los muelles que diseñas para FDM persiguen lo mismo: que algo vuelva a su sitio. Una lengüeta que empuja, un pestillo que retorna, un saliente que recupera la posición. Pero hay una familia de mecanismos donde no basta con que el muelle empuje: importa cómo empuja a lo largo del recorrido. Quieres par durante muchas vueltas, o una fuerza que no decaiga aunque el recorrido crezca, o una deformación enorme que el material rígido jamás te dará sin partirse. Ahí entran cuatro muelles que se salen del esquema de la lengüeta de PLA: la espiral de reloj, el muelle de fuerza constante, el TPU y la celosía. Cada uno resuelve un problema de la curva fuerza-recorrido, no solo de su magnitud, y cada uno tiene un modo de fallo que conviene nombrar antes de imprimirlo.
Cuatro formas de moldear la curva fuerza-recorrido
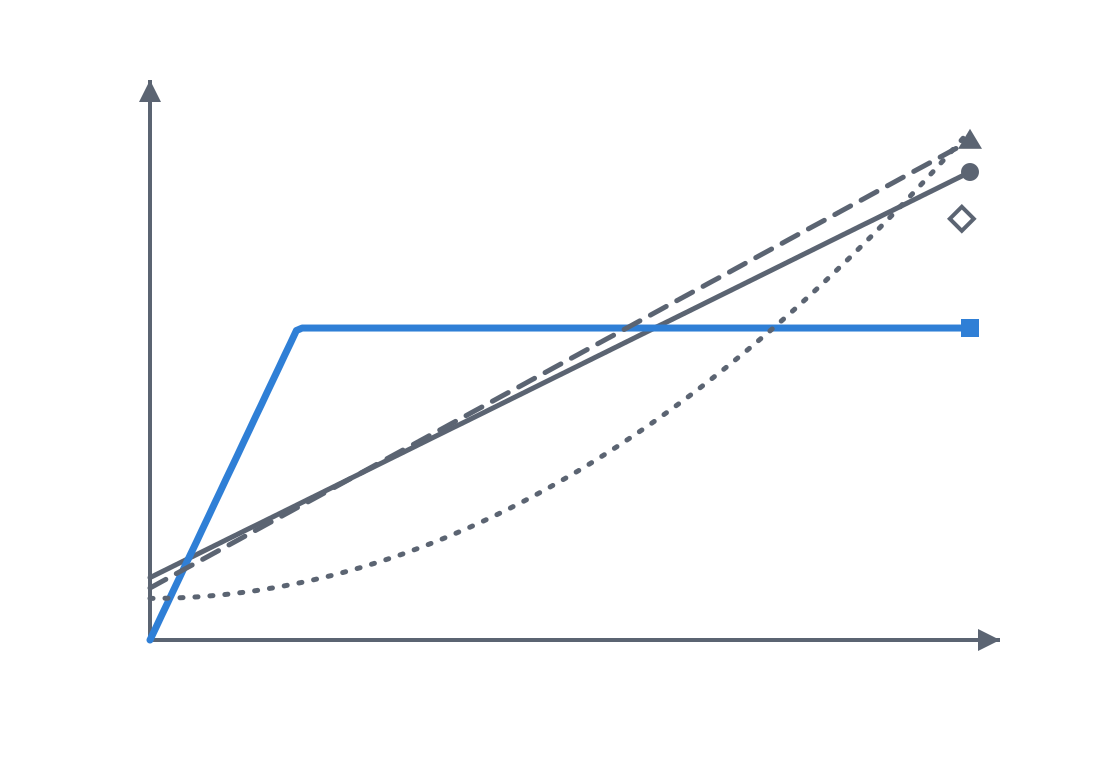
Un muelle helicoidal o una lengüeta a flexión te dan una curva lineal: la fuerza crece en proporción al recorrido, y cuanto más lo aprietas, más empuja. Eso vale para retornos cortos, pero falla en cuanto necesitas trabajar lejos del reposo con fuerza controlada. Las cuatro familias de este artículo existen precisamente para escapar de esa recta.
La espiral de reloj es una tira plana enrollada en espiral alrededor de un eje central, anclada por dentro y por fuera. Almacena energía enrollándose sobre sí misma: cada vuelta dobla la tira un poco más en toda su longitud, así que la deformación se reparte por metros de cinta en lugar de concentrarse en un punto. Por eso entrega par a lo largo de un recorrido angular muy largo —varias vueltas— en vez de extinguirse en unos grados. Pero ojo con leerlo como par constante: no lo es. El par sube según la enrollas, más o menos en proporción al número de vueltas y con histéresis; lo que la distingue es que sostiene ese par sobre un recorrido angular muy largo, no que lo mantenga plano. Es el muelle del mecanismo de cuerda: enrollas, almacena, y entrega el par mientras se desenrolla. Que la liberación sea lenta no la pone el muelle —que soltaría su energía tan rápido como la carga lo permita— sino el escape o regulador del mecanismo que cuelga de él.
El muelle de fuerza constante es el caso límite y el más contraintuitivo. Es una cinta precurvada —fabricada ya con un radio de enrollado natural— montada sobre un tambor: la cinta prefiere estar enrollada y, cuando tiras de ella para extraerla, se opone a aplanarse. La fuerza no la genera el estiramiento global, sino el cambio de curvatura en la zona donde la cinta pasa de enrollada a recta. Como esa transición ocurre siempre en la misma porción de cinta, sea cual sea la longitud que ya has sacado, la fuerza es casi plana en todo el recorrido: tiras un centímetro o diez y notas prácticamente la misma resistencia. Y como la cinta tiende a re-enrollarse sola, retorna por sí misma; sin esa curvatura preformada no habría ni fuerza constante ni retorno. Eso es lo que lo hace insustituible en contrapesos y tensores, donde una fuerza que decae con el recorrido arruinaría el mecanismo. También es lo que lo hace, de los cuatro, el más difícil de llevar a FDM (volveremos a ello).
La celosía (lattice) y el TPU atacan el problema desde el material y la microestructura. En lugar de una geometría global que reparte la deformación, usan una celda que se repite: cada celda flexa, pandea o se comprime un poco, y la suma de muchas celdas te da una rigidez y una capacidad de almacenamiento de energía que afinas cambiando la densidad y la forma de celda. Con TPU flexible, esa celosía deja de ser frágil y se convierte en un muelle de verdad, capaz de comprimirse, amortiguar y recuperar.
| Muelle | Forma de la curva | Caso natural |
|---|---|---|
| Espiral de reloj | Par creciente con las vueltas, sostenido sobre un recorrido angular largo (no plano) | Mecanismos de cuerda, retornos de mucho ángulo |
| Fuerza constante | Fuerza casi plana en todo el recorrido lineal | Contrapesos, tensores, retorno largo sin caída |
| TPU macizo o en celosía | Rigidez y energía a medida según celda y densidad | Amortiguación, suspensión, muelles fiables |
Por qué el TPU hace posible el muelle impreso real
El problema de fondo de cualquier muelle impreso en material rígido es que el plástico tiene poquísimo margen elástico. El alargamiento a rotura del PLA en tracción ronda el 2–6 %, pero ese ni siquiera es el límite que te importa: el techo útil de un muelle rígido no es la rotura, es la fluencia. El PLA pasa a deformación plástica permanente a deformaciones del orden del 1 % o menos, bastante antes de partirse. Es decir, mucho antes de romper, el muelle se queda deformado y no vuelve a su sitio: pierdes la posición de reposo aunque la pieza esté intacta. Por eso un muelle rígido te da, en el mejor de los casos, una flexión pequeña antes de quedarse con set permanente.
El TPU cambia las reglas porque su rango recuperable es de otro orden: se alarga mucho —decenas por ciento— y lo recupera, en lugar de romper o fluir. Conviene acotarlo: el alargamiento a rotura del TPU es altísimo (cientos por ciento), pero la zona verdaderamente elástica, la que recupera sin set permanente, es bastante menor y cae con la dureza Shore. Aun así, comparado con un rígido es otro mundo, y esa es la propiedad que hace viable el muelle impreso real: no un truco de geometría, sino una elongación elástica que los materiales rígidos sencillamente no tienen. Donde una lengüeta de PLA flexa unas décimas y vive al límite de la fluencia, una de TPU se dobla mucho y vuelve. Combínalo con una celosía y obtienes un grado de libertad de diseño adicional: la misma forma de celda da un muelle blando o duro según la densidad con que la imprimas, porque ajustas cuánto material trabaja y cuánto pandea cada celda. Rigidez por geometría, no solo por sección.
Imprimir el TPU para que sea muelle y no goma
El TPU es exigente en la impresión, y un muelle mal impreso miente sobre su curva. Lo primero es la velocidad: el TPU es flexible, así que entre el engranaje del extrusor y la boquilla la presión tarda en estabilizarse y el filamento pandea si lo empujas rápido. Imprímelo lento y con la retracción muy contenida, porque cada retracción de más en un material que se comprime como un muelle dentro del tubo, se traduce en subextrusión justo después, y en un muelle la subextrusión no es un defecto estético: es una celda con menos sección de la que calculaste, un punto blando que fallará antes que el resto. El emparejamiento importa: en sistemas Bowden el TPU se comprime a lo largo del tubo y la retracción se vuelve problemática —ahí conviene reducirla al mínimo o anularla—; en extrusión directa, donde el camino del filamento a la boquilla es corto, sí puedes usar una retracción moderada, y de hecho es donde el TPU se imprime mejor.
Calibra el caudal con la pieza, no con la ficha del fabricante. Una celda de celosía subextruida tiene paredes más finas, almacena menos energía y pandea antes; cuando eso pasa celda a celda, la curva real del muelle se desvía de la de diseño de un modo que no verás hasta ensayarlo. Y ensáyalo: comprime el muelle terminado contra una referencia y mide fuerza frente a recorrido. Es el mismo método empírico que aplicas a cualquier ajuste impreso —imprime, mide, no adivines—, trasladado de la holgura a la curva del muelle.
En celosía hay además una restricción geométrica propia del FDM. La carga global puede entrar como compresión en la dirección de impresión, que es donde el material rinde mejor porque evita la tracción entre capas, su unión más débil; pero el almacenamiento de energía no viene de comprimir el material en bruto, sino de la flexión y el pandeo controlados de los puntales de cada celda. Esa es la tensión que debes resolver al diseñar la celda: bastante esbeltez para que los puntales flexen y devuelvan, sin tanta que pandeen sin control. Y huye de las densidades y formas de celda que generen voladizos no soportados: una celda demasiado abierta deja techos colgando en el aire que la boquilla no puede tender, y esa celda colapsa en la impresión antes de ver una sola carga. La orientación de las capas frente a la dirección de flexión es el mismo razonamiento que gobierna cualquier pieza que se mueve, desarrollado en Orientación de capas para el movimiento: las capas mandan tanto aquí como en una bisagra.
Los modos de fallo, uno por uno
Cada muelle de esta familia falla a su manera, y conviene reconocer el síntoma para saber qué tocar.
En TPU, el fallo más común es salirse del rango elástico. Si lo comprimes más allá de lo que la celda tolera, aparece histéresis exagerada y, peor, deformación permanente: el muelle vuelve despacio, o no vuelve del todo, y la posición de reposo se desplaza ciclo a ciclo. Lo notas como un muelle que "se cansa". La cura es geométrica, no de material: distribuye mejor la deformación —celdas más grandes, paredes más altas, recorrido sobre más celdas— para que ninguna trabaje al límite. El otro fallo del TPU es la subextrusión de la que ya hablamos, que debilita celdas de forma localizada y crea el eslabón débil por donde el muelle cede antes de tiempo.
En la cinta de fuerza constante impresa, el enemigo es la delaminación al enrollar. La cinta vive enrollándose y desenrollándose en un radio pequeño, y ese doblez tira de las capas justo en su unión más débil. Si imprimes la cinta con las capas apiladas en el plano de doblado, cada enrollado intenta abrir la pieza entre dos capas como una grieta, exactamente la misma física que descose un saliente a presión por su costura —la lógica de la tensión que busca el plano débil está en Interferencia sin agrietar—. Una cinta de fuerza constante impresa solo sobrevive si las capas corren a favor del doblez, no en contra. Pero ni siquiera eso basta, y por eso este es el muelle más problemático del grupo (ver recuadro).
En celosía, el fallo es el colapso de puntales mal soportados o demasiado esbeltos. Las celdas con voladizos imposibles salen ya deformadas de la cama; las que quedaron limítrofes pandean a la primera carga en vez de flexar de forma controlada. El pandeo aquí es el modo dominante y no es proporcional: la carga crítica de un puntal cae con el cuadrado de su esbeltez, así que un puntal adelgazado por subextrusión no pierde resistencia poco a poco, la desploma. Una celda que pandea no almacena energía, la pierde y arrastra a sus vecinas. Por eso la validación de la curva no es un lujo: es la única forma de saber si la celosía que imprimiste es la que diseñaste.
Elige el muelle por la curva, no por la fuerza
El criterio de selección de esta familia no es "cuánto empuja", sino "qué forma tiene su empuje". Si necesitas par sostenido durante varias vueltas —un mecanismo de cuerda, un retorno de mucho ángulo—, la espiral de reloj es la única que te lo da sin extinguirse en los primeros grados, aunque ese par suba según enrollas en lugar de mantenerse plano. Si necesitas que la fuerza no caiga aunque el recorrido sea largo —un contrapeso, un tensor que debe tirar igual de fuerte cerca y lejos—, el de fuerza constante es el que aplana la curva, con la salvedad enorme de que es el más difícil de imprimir bien. Y si lo que quieres es amortiguar, suspender o tener un muelle flexible que aguante muchos ciclos sin partirse, el TPU —macizo o en celosía— es el que convierte el muelle impreso en algo fiable en lugar de en una pieza que vive un puñado de ciclos.
El TPU es el buque insignia de esta familia precisamente porque es el que hace posible el muelle impreso real: el material cuya elongación elástica hace que la pieza vuelva en vez de romperse o quedarse deformada. Los otros tres son geometría inteligente sobre las limitaciones del plástico rígido; el TPU es un material que retira esas limitaciones. Empieza por ahí si tu mecanismo tolera un filamento flexible, y reserva la espiral y la fuerza constante para cuando la forma de la curva mande sobre todo lo demás —y, en el caso de la fuerza constante, asumiendo que será un demostrador más que una pieza de trabajo.
Y antes de mandar a imprimir cualquiera de estos muelles, resuelve la orientación de las capas: es la decisión que separa un muelle que flexa de uno que delamina, y el razonamiento completo está en Orientación de capas para el movimiento.