Cadena de rodillos y piñón: par alto a distancia
Cuando una correa patinaría bajo el par que necesitas, o se estiraría hasta perder la sincronía, hay otra vía: engranar geometría contra geometría. La fuerza bruta de un diente empujando un rodillo. Una cadena de rodillos no transmite par por fricción como una correa lisa, ni por el agarre elástico de unos dientes de goma, como en una correa dentada: lo transmite porque cada rodillo se mete físicamente en el valle entre dos dientes del piñón y empuja. No hay nada que deslizar. La relación de transmisión no depende de la tensión ni del coeficiente de rozamiento, sino de un número entero de dientes, y eso la hace exacta y brutalmente robusta. El precio lo pagas en otro sitio: en ruido, en holgura angular y, si imprimes el piñón, en la unión cubo-eje, que es donde todo ese par tan bien transmitido acaba buscándote la rotura.
Por qué la relación es exacta y por qué tira a tirones
La cinemática de una cadena es la de un conteo de dientes, no la de un contacto rodante. Cada rodillo de la cadena asienta en el hueco entre dos dientes, y el piñón avanza un diente por cada eslabón que se enrolla. Si el piñón motriz tiene 15 dientes y el conducido 45, la relación es exactamente 3
, sin la deriva acumulada que tendría una correa lisa por microdeslizamiento. Esa exactitud es la razón de ser de la cadena: posiciona por contar, no por agarrar.Pero hay un efecto que no puedes ignorar, y que es pura geometría: el efecto poligonal (o chordal action). Una cadena no se enrolla sobre un círculo, sino sobre un polígono cuyos vértices son los rodillos asentados en los dientes. A medida que el piñón gira, el punto donde la cadena toca el piñón sube y baja entre el radio al vértice del polígono —el rodillo, en el radio de paso máximo— y el radio a la mitad del lado —la apotema, el radio mínimo—. El resultado es que, para una velocidad angular constante del piñón, la velocidad lineal de la cadena oscila en cada paso de diente. Esa oscilación se traduce en una vibración y en una variación de la velocidad de salida que se acentúa cuantos menos dientes tenga el piñón, porque el polígono es más burdo: un piñón de 8 dientes es un octógono que se nota a cada diente, mientras que uno de 25 ya se parece bastante a un círculo.
Cuándo es la herramienta correcta y cuándo no
La cadena brilla justo donde la correa flaquea. Transmite par alto sin deslizamiento, tolera distancias entre centros grandes sin tener que tensar la transmisión hasta cargar los rodamientos, y aguanta ambientes sucios o calientes donde una correa dentada saltaría diente o se degradaría. Si necesitas mover mucho par entre dos ejes paralelos separados, es difícil que la superes.
Donde no debes elegirla es en lo contrario de sus virtudes. Es ruidosa: cada rodillo impacta contra su diente al engranar, y esa cadencia de impactos es ruido que no hay forma de eliminar. Y tiene holgura entre eslabones: cada articulación pasador-casquillo tiene su juego, y la suma de todos esos juegos a lo largo del ramal arruina cualquier intento de posicionamiento fino. Para un eje que tenga que ir silencioso y posicionar al grado, elige una correa dentada o un engranaje, no una cadena. La cadena es para par y robustez, no para finura.
Imprimir el piñón: el diente, la orientación y el cubo
Lo primero es entender que el perfil del diente de un piñón no se inventa: tiene que casar con el paso de la cadena real que vas a montar. El paso es la distancia entre centros de rodillos consecutivos, y junto con el diámetro del rodillo define la geometría del valle donde ese rodillo debe asentar. Un piñón cuyo perfil no corresponda al paso de su cadena engranará mal, cargará la punta del diente en vez del valle y se desgastará enseguida. Parte siempre de las cotas de la cadena real que vas a montar, no de un dibujo genérico.
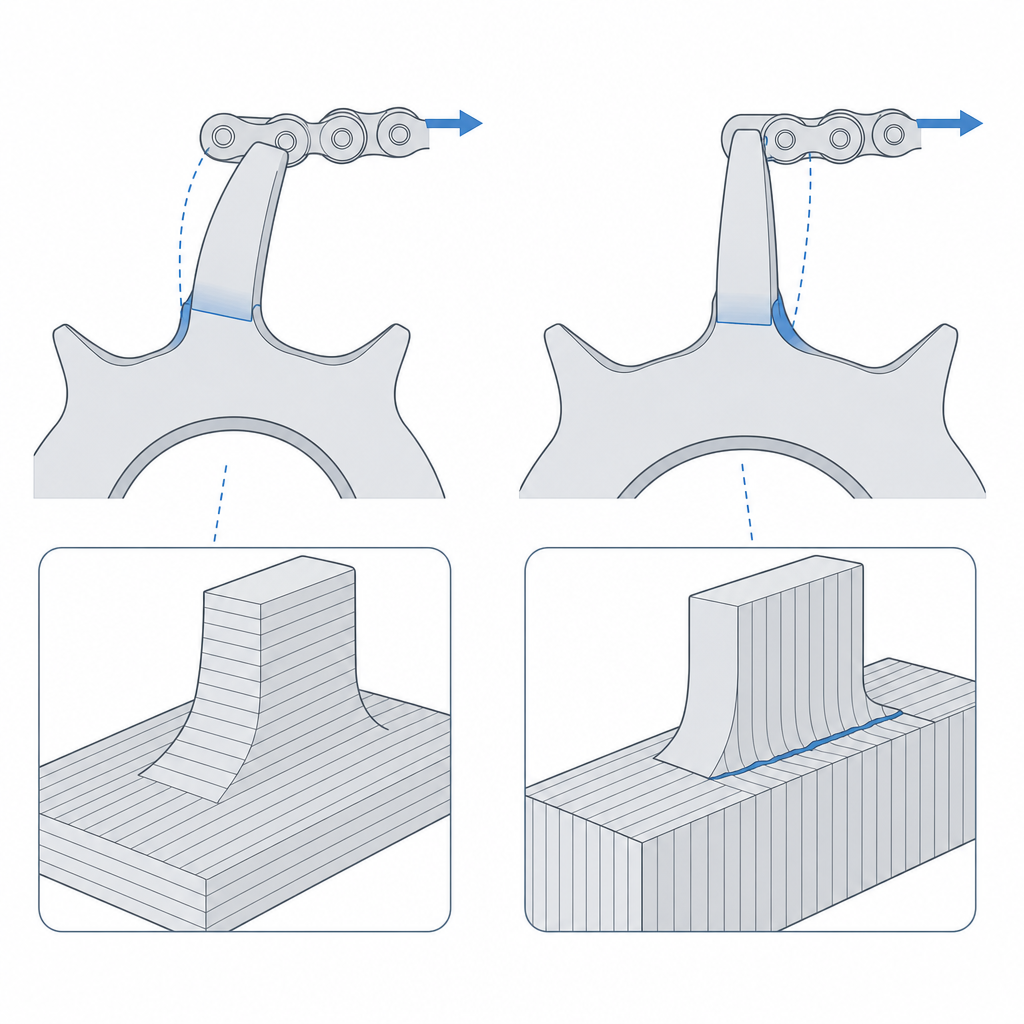
La orientación de impresión del piñón decide si el diente sobrevive. Cuando el rodillo empuja el flanco, el diente trabaja como una viga en voladizo: la solicitación que lo parte es la flexión en la raíz, con tracción en el lado de carga de la base. En una pieza FDM el plano débil es el de unión entre capas, que abre a tracción. Si imprimes el piñón tumbado, con la cara del diente en el plano XY y las capas apiladas a lo largo del eje, esa flexión queda contenida dentro del plano de capa y no abre las capas a tracción: el diente resiste. Imprimir el piñón de canto hace que la raíz del diente coincida con una junta entre capas, justo donde la tracción de flexión delamina al primer tirón fuerte. Desarrollo el porqué de esta regla en Orientación de capas para el movimiento.
Y luego está el cubo, que es donde de verdad se decide la pieza. Toda la virtud de la cadena —transmitir par alto sin deslizar— se convierte en una concentración de par justo en la unión entre el piñón y su eje, y una unión cubo-eje impresa es de lo más frágil que produce el FDM frente al par. Un prisionero apretando contra un eje liso aplasta el plástico y patina; un cubo fino se raja por la costura del perímetro al apretar. Sobredimensiónalo: pared generosa alrededor del eje, y resuelve la transmisión de par con un inserto roscado para el prisionero o, mejor, con un perfil de eje no circular —un plano fresado, un hexágono— que bloquee el giro por forma y no por fricción. Cómo embeber bien un inserto roscado lo tienes en Hardware embebido: imanes, rodamientos e insertos.
| Decisión | Valor de partida | Por qué |
|---|---|---|
| Nº de dientes | ≥ 17 a velocidad; menos vale a baja velocidad | atenúa el efecto poligonal y el ruido |
| Perfil del diente | al paso de la cadena real | el rodillo asienta en el valle, no en la punta |
| Orientación | cara del diente en XY | la flexión queda en el plano de capa y no delamina |
| Cubo | pared gruesa + inserto o eje con plano/hexágono | si no, el par rompe la unión cubo-eje |
| Material | nailon (seco) o PETG | resisten el desgaste del rodillo mejor que el PLA |
Montaje: ejes coplanares y un ramal con la tensión justa
Un piñón perfecto no sirve de nada si lo montas torcido. Los dos piñones deben quedar coplanares y con los ejes paralelos: si uno va adelantado respecto al otro, o sus ejes no son paralelos, la cadena entra forzada de lado, roza los flancos laterales de los dientes y termina por salirse o desgastarse en diagonal. En una transmisión impresa esto es más fácil de lo que parece, porque los soportes de eje suelen ser piezas FDM que flexan bajo carga: comprueba la coplanaridad con la cadena montada y refuerza los soportes hasta que no cedan.
Y aunque la cadena tolere centros separados sin tensar al límite, no es indiferente a la tensión. Necesita un ramal flojo con algo de flecha —ni colgando ni a punto de reventar—, porque un ramal demasiado flojo cabecea, monta sobre las puntas de los dientes y salta igual que una cadena gastada. En tramos largos, o cuando no puedes ajustar la distancia entre centros, añade un tensor o patín que apoye en el ramal flojo y absorba la flecha. La tensión correcta no es máxima: es la mínima que mantiene el ramal controlado.
Cadena impresa de una pieza: viable, pero para poca carga
Es tentador imprimir toda la cadena de eslabones cautivos print-in-place, en una sola pieza, con los pasadores ya articulados sin ensamblar nada después. Es viable, y como demostración de lo que puede hacer una impresora es vistoso. La clave es la holgura del pasador: cada articulación necesita del orden de 0,15–0,25 mm por lado para que el eslabón no salga soldado a su vecino y la cadena articule de verdad nada más despegarla de la cama. Es la holgura habitual de cualquier pieza print-in-place; el porqué de razonar el juego por lado y no por diámetro está en Tolerancias para piezas que se mueven.
Pero la realidad es otra: una cadena así soporta muy poca carga. Cada pasador impreso es un cilindro de plástico delgado que trabaja a cortante y a flexión, con un juego que, por pequeño que lo afines, reparte la carga peor que un casquillo metálico, y unas articulaciones que se desgastan deprisa. Sirve para un mecanismo de juguete, una demostración cinemática o una transmisión que apenas mueva nada. Para par real, la división del trabajo es clara: cadena metálica comercial para los eslabones, e imprime solo el piñón, que es la pieza que de verdad merece la pena fabricar a medida. No intentes que una cadena impresa haga el trabajo de una de acero; no lo hará.
Los tres modos de fallo que la matan
Una transmisión por cadena falla de tres maneras, y conviene reconocerlas porque cada una avisa antes de romper del todo.
El primero es el afilamiento del diente. Con el uso, sobre todo si el material es blando o el engrane es malo, los dientes se afilan: pierden material en el flanco y adelgazan hacia la punta. Un diente afilado deja de retener bien el rodillo en su valle, y la cadena empieza a trepar por el flanco del diente hasta que, en el peor momento de carga, salta un diente entero. Ese salto es ruidoso, brusco y suele venir acompañado de la pérdida de sincronía. Es la razón principal por la que el material importa: un piñón de PLA frágil se desgasta y astilla mucho antes que uno de nailon o PETG, que aguantan el roce del rodillo bastante mejor.
El segundo es el alargamiento de la cadena. Una cadena no se "estira" elásticamente; se alarga porque el desgaste en cada articulación va perdiendo material en el pasador y en el interior del casquillo, y el paso efectivo crece eslabón a eslabón a lo largo de todo el ramal —el rodillo exterior gira libre y no es el que controla el paso—. Una cadena alargada ya no asienta sus rodillos en el fondo de los valles, sino que monta cada vez más arriba, hacia el diámetro exterior del piñón, hasta que termina cabalgando sobre las puntas y salta. Es el mismo desenlace que el afilamiento del diente, alcanzado por el otro lado de la pareja: o se gasta el diente, o se alarga la cadena, y en ambos casos el rodillo acaba donde no debe.
El tercero, y el específico de imprimir, es la rotura del cubo por par. Ya lo hemos dicho, pero es el que más piezas se cobra: el par que la cadena transmite tan bien va a concentrarse en la unión cubo-eje, y si esa unión es un prisionero contra un eje liso o un cubo de pared fina, patina, se aplasta o se raja. No es un fallo de la cadena ni del engrane: es la pieza impresa cediendo justo donde recibe todo el esfuerzo. Si tu transmisión por cadena falla y los dientes están sanos, empieza por el cubo.
Resuelto el engrane y elegido el material, el cuello de botella de cualquier piñón impreso se desplaza casi siempre a cómo lo fijas al eje: para que el par no te arranque el cubo, dimensiona esa unión con el mismo criterio que cualquier otro ajuste a presión y embebe bien el inserto, como detalla Hardware embebido: imanes, rodamientos e insertos.