Biela-manivela: convertir giro en vaivén
Casi cualquier máquina con partes en movimiento alternativo —un motor, una bomba, una sierra de calar, un compresor— esconde el mismo truco: convertir un giro continuo en un vaivén rectilíneo, o al revés. El mecanismo que lo hace es el biela-manivela, y es la conversión rotación-traslación más extendida en ingeniería, precisamente por ser de las más simples: una manivela que gira, una barra que empuja y un pistón que recorre su guía. Contando el bastidor son cuatro eslabones, pero solo dos pasadores y una corredera. Lo que parece trivial encierra una cinemática no lineal, unas posiciones donde el par se desvanece y, en FDM, unos pasadores que deciden si el conjunto funciona suave o golpetea a cada cambio de sentido. Conviene entender ese porqué antes de dimensionar nada.
Cinemática: por qué el vaivén no es un seno puro
La manivela gira con un radio r constante. Su muñequilla describe un círculo, y de ese movimiento la biela —una barra rígida de longitud L— solo transmite al pistón la componente a lo largo del eje de la guía. Si la biela fuera infinitamente larga, esa componente sería un coseno puro: el pistón se movería con un vaivén perfectamente sinusoidal. Pero la biela es finita, y ahí aparece la desviación.
Cuando la manivela queda transversal al eje, la biela se inclina, y esa inclinación deforma la proyección del movimiento sobre la guía. El resultado es un vaivén casi sinusoidal: a la ley senoidal se le suma un segundo armónico —el término del orden de (r/L)·cos2θ— que adelanta el punto de velocidad máxima y desiguala las aceleraciones en los dos extremos. La velocidad del pistón es nula en ambos extremos de carrera y máxima cerca del centro, pero no exactamente en el punto medio geométrico; y la aceleración es mayor en el punto muerto cercano a la manivela que en el lejano. Ojo: en un biela-manivela sin desaxado la ida y la vuelta recorren la misma ley en sentido inverso. No hay asimetría ida-vuelta todavía; lo que hay es desviación respecto al seno. La asimetría llegará después, con el desaxado.
Quien marca esa desviación es la relación L/r. Con una biela larga frente al radio de manivela —digamos L/r de 4 o más— la separación respecto al seno es pequeña y el movimiento queda suave. Cuando r crece respecto a L, la biela trabaja muy inclinada, el movimiento se deforma y, lo que más importa para tu pieza, aumentan las cargas transversales sobre la guía del pistón.
Ese empuje lateral es la cara oculta de la biela inclinada. La fuerza que la biela transmite no va alineada con la guía: tiene una componente axial, que es la útil, y una componente perpendicular que empuja el pistón contra la pared de su guía. Cuanto más inclinada trabaja la biela —es decir, cuanto menor es L/r—, mayor es esa componente lateral, y mayor el rozamiento y el desgaste que produce. Por eso la relación L/r no es un capricho de cálculo: es la palanca con la que equilibras suavidad de movimiento y carga sobre la guía.
Puntos muertos: donde el par se desvanece
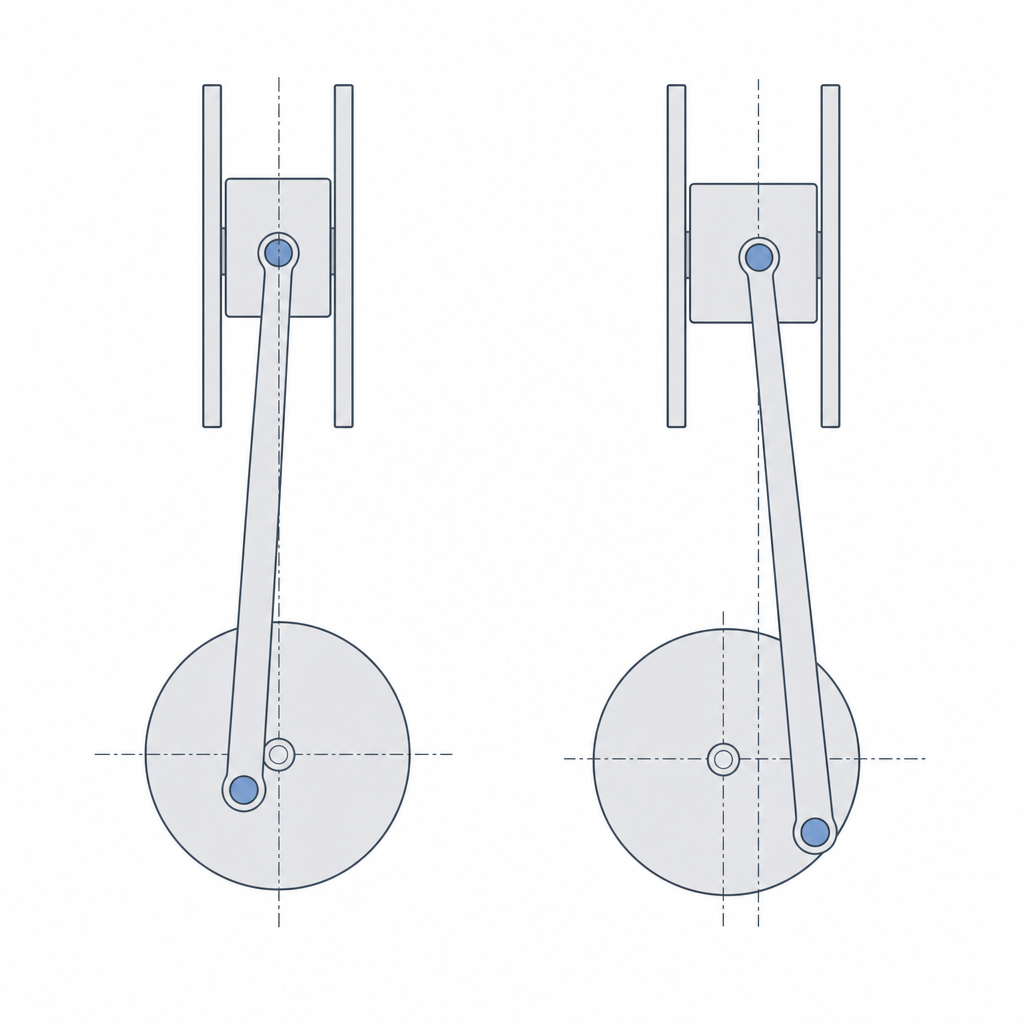
Hay dos posiciones de la vuelta en las que la manivela y la biela quedan alineadas, una en cada extremo de la carrera del pistón. Son los puntos muertos, y entenderlos es entender por qué este mecanismo, según por dónde lo acciones, puede no arrancar.
El par entre manivela y pistón depende del ángulo entre la biela y la manivela. Cuando ambas están alineadas, la fuerza de la biela pasa exactamente por el eje de giro de la manivela: su brazo de palanca es cero, y por tanto el par es cero. En ese mismo instante, como la biela queda alineada con el eje de la guía, su empuje lateral sobre el pistón también es cero —los puntos muertos son los extremos de mínima carga lateral, no de máxima—. Pero el par útil se desvanece: por mucha fuerza que el pistón empuje, no genera giro.
Esto tiene una consecuencia práctica que depende de por dónde entra el movimiento. Si la entrada es la manivela —giro continuo, el uso habitual—, no hay problema de arranque: el eje pasa de largo por los puntos muertos. El problema aparece cuando la entrada es el pistón: un biela-manivela accionado desde el pistón y parado en un punto muerto no arranca por sí solo, porque en esa posición el empuje lineal no produce par. En un motor real se resuelve de dos maneras. Una es la inercia: un volante acumula energía cinética en el giro y la pieza pasa de largo por el punto muerto sin necesitar par en ese instante. La otra es el desfase: dos cilindros o más, con las manivelas caladas a un ángulo entre sí, de modo que cuando uno está en su punto muerto el otro entrega par. Si tu diseño tiene un solo cilindro y lo accionas desde el pistón, tenlo presente. No esperes par útil en los extremos de carrera, y dale al sistema un volante con algo de masa si quieres que el giro se sostenga.
Desaxado: matar el golpeteo en el cambio de sentido
Hay un truco geométrico que casi siempre merece la pena: desplazar lateralmente el eje de la guía del pistón respecto al centro de giro de la manivela. Es el desaxado (en inglés offset o crankshaft offset), y consiste en que la línea de movimiento del pistón no pase por el centro de la manivela, sino que quede un poco a un lado.
El motivo: el empuje lateral que vimos antes no es constante, sino que cambia de sentido a lo largo de la vuelta, porque la biela se inclina hacia un lado en la carrera de ida y hacia el otro en la de vuelta. En el instante en que esa componente lateral cruza por cero y cambia de signo, el pistón se despega de una cara de la guía y se apoya contra la opuesta. Si entre el pistón y la guía hay holgura —y en FDM siempre la hay—, ese salto de una pared a la otra es un golpe seco: el golpeteo característico del cambio de sentido. El desaxado no elimina ese cruce por cero; la biela sigue cambiando de lado. Lo que hace es desplazar el instante del cambio de apoyo respecto al punto muerto, de modo que el pistón cambie de cara cuando la fuerza axial es menor y el golpe sea más suave. El movimiento gana suavidad justo donde más se notaba el ruido.
A cambio, el desaxado introduce algo que el mecanismo simétrico no tenía: la ida y la vuelta dejan de recorrer la misma ley. Junto con la longitud de la biela, el desaxado es la otra cota fina con la que ajustas el comportamiento del mecanismo: una biela más larga y un desaxado bien elegido reducen el empuje lateral y limpian el golpeteo, a cambio de algo más de espacio y de una carrera que deja de ser perfectamente simétrica entre ida y vuelta. Decide qué te importa más —simetría de la ley de movimiento o silencio en el cambio de sentido— y dimensiona en consecuencia.
Imprimir las articulaciones: los pasadores mandan
Aquí es donde el mecanismo se gana o se pierde en FDM, porque las dos articulaciones —manivela con biela, y biela con pistón— son pasadores, y un pasador impreso tiene dos enemigos: la holgura mal elegida y la orientación de capa equivocada.
Cada unión es un eje girando dentro de un agujero, así que se dimensiona como un pin-socket con holgura de giro: el agujero abierto lo justo para que el pasador gire libre pero sin juego. Si queda demasiado apretado, la articulación se agarrota o el giro arranca a tirones; si queda demasiado flojo, aparece holgura que se traducirá directamente en golpeteo cada vez que el sentido del empuje cambie. Como punto de partida antes de calibrar, una holgura diametral de 0,2 a 0,4 mm suele ser un arranque razonable, pero esa cifra no se copia de una tabla de mecanizado: depende de que tu impresora cierra los agujeros y engorda los ejes, y el número exacto sale de calibrar tu máquina, como se detalla en Tolerancias para piezas que se mueven.
Puedes imprimir los pasadores aparte e insertarlos, o resolver la articulación print-in-place dejando el hueco de holgura modelado entre eje y agujero para que salgan ya ensamblados de la cama. Pero el print-in-place de un eje horizontal no es gratis: la cara superior del eje sale como voladizo —más rugosa y más cerrada— y la inferior tiende a fusionarse con lo de abajo, así que la holgura efectiva no es simétrica y suele necesitar más margen que un pasador insertado. Si puedes, orienta ese eje en vertical, o cuenta con limpiar y holgar de más.
La otra mitad del trabajo es la orientación, y aquí hay un compromiso real. Un pasador transmite su carga perpendicular a su propio eje, y si imprimes la barra de tal forma que esa carga tire entre capas, el pasador o su alojamiento delamina: la grieta sigue el plano débil entre cordones, no el plástico macizo. Tumbar cada barra con su plano de carga en el plano XY hace que las fuerzas viajen a lo largo de los cordones y no despeguen una capa de la siguiente. Pero esa misma orientación pone el eje del agujero en horizontal, y un agujero impreso en horizontal sale menos redondo —se ovala por el puenteo del techo— que uno con el eje en Z. Tienes que elegir: barra fuerte con el plano de carga en XY, o agujero más cilíndrico con su eje en vertical. Cuando la carga manda, prioriza el plano XY y compensa el agujero con holgura o casquillo; el porqué de la anisotropía y cómo orientar está en Orientación de capas para el movimiento.
Cuándo elegirlo y cómo falla
El biela-manivela es tu mecanismo cuando necesitas giro continuo convertido en empuje lineal alternativo —una bomba, una sierra, un compresor— o la conversión inversa, un pistón que mueve un eje. Pero no es la única forma de convertir giro en vaivén, y conviene saber cuándo no es la mejor. Si lo único que necesitas es traslación pura y un movimiento perfectamente sinusoidal, sin la desviación que introduce la biela finita, el yugo escocés ofrece justo eso. Su precio en FDM es otro: la corredera desliza de forma continua dentro de una ranura impresa, que se ovala con el uso, así que entrega el seno limpio a cambio de peor durabilidad de la ranura. La elección la dicta la ley de movimiento que persigues: el biela-manivela cuando quieras la transmisión robusta por pasadores y toleres la desviación respecto al seno; el yugo cuando quieras el seno puro y puedas mantener la ranura. No hay un ganador absoluto; hay un movimiento deseado.
Conoce los modos de fallo antes de toparte con ellos con el mecanismo ya montado. El primero es la holgura en los pasadores: cualquier exceso de juego en las articulaciones se concentra en el cambio de carrera, cuando el empuje invierte su sentido y todas las holguras se recogen de golpe; es el golpeteo audible que delata un ajuste flojo. El segundo es el pandeo de la biela: la biela trabaja a compresión en media vuelta, y si la has hecho larga y esbelta para reducir el empuje lateral, esa misma esbeltez la hace propensa a pandear bajo la carga axial en lugar de transmitirla recta. A la escala de una pieza FDM el pandeo elástico rara vez domina frente a la delaminación o el aplastamiento de la unión, pero vigílalo si la biela queda muy esbelta: dale sección suficiente para que la relación de esbeltez no dispare. El tercero es el desgaste de la guía del pistón por el empuje lateral que ya conoces: la componente transversal de la fuerza de la biela frota el pistón contra su guía cada ciclo, y en plástico contra plástico eso es material que desaparece y holgura que crece. Subir L/r, desaxar y, si hace falta, añadir una superficie de deslizamiento dura son las tres palancas para domarlo.
Cada una de esas tres palancas vuelve al mismo sitio: a las décimas de milímetro de holgura que eliges en cada pasador y a la orientación con la que sacas cada barra de la cama. Si el conjunto golpetea o se agarrota, empieza por ahí. Tolerancias para piezas que se mueven es el artículo que convierte la función de cada articulación en el hueco exacto que debes dibujar.