Flexura de muesca y rueda de carro: adelgazar para crear un pivote
Casi todas las articulaciones que diseñas resuelven el giro con dos piezas y un hueco entre ellas: un eje, un agujero y la holgura que decide si el giro es suave o se agarrota. Pero hay otra forma, y a veces es la acertada: no añadir un pivote, sino crearlo quitando material. Adelgazas el plástico en una franja estrecha, y esa franja se convierte en el único sitio por donde la pieza puede doblarse. No hay eje, no hay agujero, no hay holgura que calibrar ni montaje que ajustar: la articulación sale impresa de una sola vez, monolítica, y gira justo sobre la línea que decidiste afinar.
A cambio renuncias a casi todo el recorrido. Esto no es una bisagra; es un pivote de precisión que se mueve unos grados, y todo lo que importa de él cabe en el espesor de esa franja y en el radio con que la empalmas al resto.
Por qué adelgazar concentra la flexión
La mecánica es de viga y contradice la intuición de quien cree que una pieza más fina es solo una pieza más débil. Cuando un sólido se dobla, la rigidez a flexión de cada sección crece con el cubo de su espesor. Eso significa que reducir a la mitad el espesor de una sección la hace ocho veces más flexible, a igualdad de todo lo demás: no el doble. Reparte esa diferencia a lo largo de una pieza —una franja fina entre dos bloques que conservan su grosor— y el resultado es drástico: el material grueso a ambos lados de la muesca apenas se entera de la carga, y toda la curvatura se acumula en el tramo delgado. Has fabricado un pivote sin salir de la geometría continua del plástico: solo le has dicho al sólido dónde le resulta barato doblarse.
Una flexura de muesca es exactamente eso: una entalla —por una cara o por las dos— que deja una franja fina uniendo dos bloques rígidos. Toda la rotación vive en esa franja, y para ángulos pequeños se comporta como un pivote de eje fijo situado en el centro de la muesca. Es la flexura más simple que existe y la más fácil de imprimir: una rebaja y nada más.
El problema aparece cuando la haces girar de verdad. El centro de rotación de una muesca simple no se queda quieto. El centro instantáneo de giro se sitúa aproximadamente en el centroide de la sección mínima, y esa posición migra con el ángulo por la propia geometría de la flexión: el punto sobre el que pivota la pieza se desplaza respecto a donde estaba en reposo. Para un tope, un cierre o una lengüeta de pocos grados eso es irrelevante. Para una etapa de posicionamiento donde mides desplazamientos en centésimas, esa deriva es un error que se cuela directamente en la medida.
La rueda de carro fija el centro
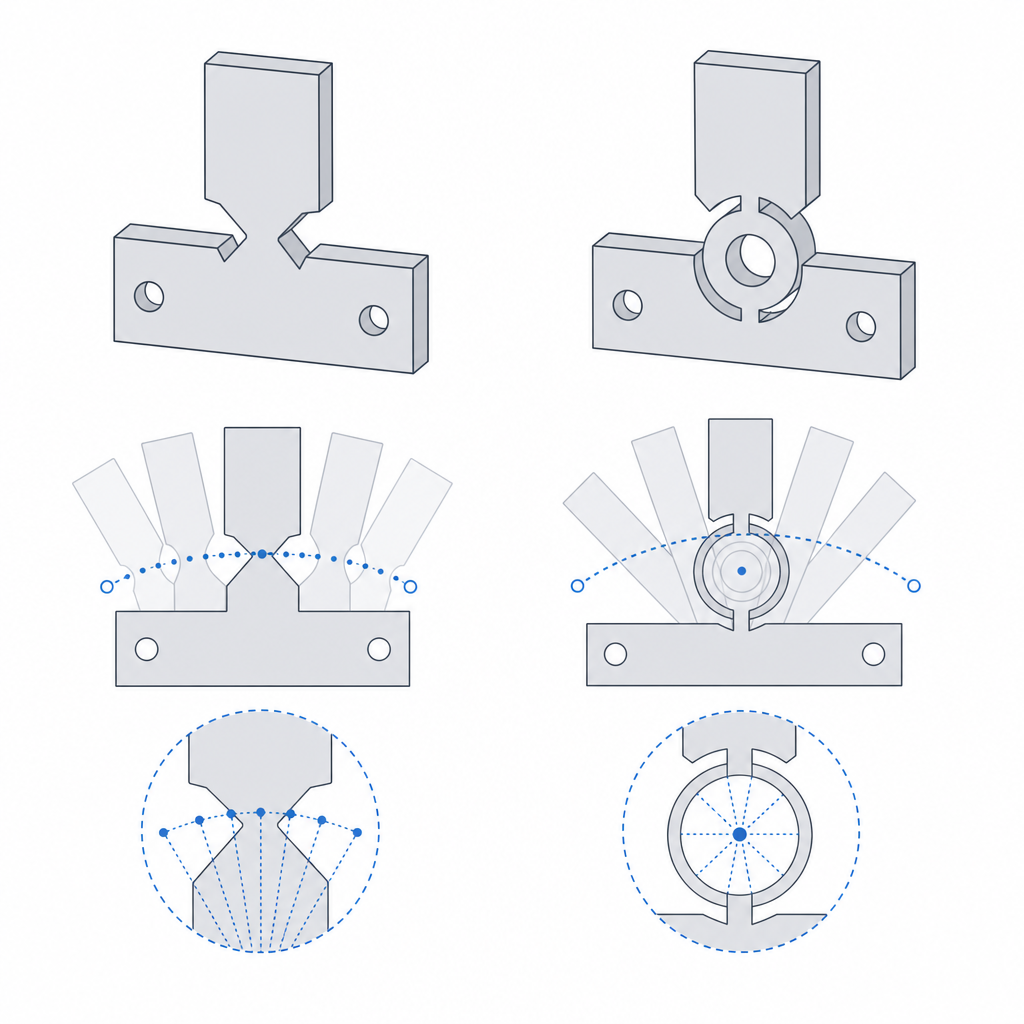
La rueda de carro —cartwheel— ataca precisamente esa deriva del centro. En lugar de una sola franja recta, dispone dos láminas finas que se cruzan en el centro del pivote, como dos radios de una rueda que se encuentran en el eje. Cada lámina flexa y arrastra su propio centro, pero las dos son simétricas respecto al cruce: la deriva que introduce una es opuesta a la que introduce la otra, y al compartir el punto de cruce ambas se cancelan en buena parte. No es un anclaje por tracción; es una compensación geométrica de la deriva. El resultado es un eje de rotación mucho mejor centrado, con una deriva residual de orden superior en lugar del paseo de primer orden de la muesca simple.
Pagas esa precisión en complejidad. La cartwheel tiene dos láminas finas en vez de una franja, un cruce que modelar y empalmar, y más superficie delicada que puede fallar en la impresión. La regla de decisión es directa: si lo único que necesitas es que algo gire unos grados y da igual exactamente sobre qué punto, basta con la muesca simple. Si el centro de rotación es una cota que entra en tus cálculos —un amplificador de movimiento, una etapa de enfoque, un mecanismo compliant (de cuerpo flexible) donde la cinemática debe ser predecible—, la estabilidad del eje justifica la cartwheel.
La franja delgada es el plano que el FDM rompe antes
Aquí es donde una flexura impresa se gana o se pierde; no en la mecánica de viga, que vale para cualquier proceso. Una pieza FDM es un apilado de cordones soldados entre capas, y esa soldadura entre capas es el plano débil: aguanta bastante menos que el material a lo largo del cordón (lo desarrolla Orientación de capas para el movimiento). Tu flexura concentra toda la deformación de la pieza en una franja diminuta. Si esa franja tiene el plano de unión entre capas justo donde la flexión tira de abrirlo, no estás flexando plástico: estás abriendo una grieta entre dos capas, ciclo a ciclo, hasta que delamina.
La regla que de verdad manda es la orientación del plano de capas respecto al plano de flexión: las capas deben quedar paralelas a la cara ancha de la franja, de modo que la tracción de la fibra exterior corra dentro de una capa y no a través de la interfaz entre capas. Tiéndela plana y haz que flexe en el plano de las capas. Una flexura impresa de canto, con las capas apiladas en la dirección en que la franja se dobla, es una articulación que ya viene fisurada de fábrica: rompe limpia entre dos capas, casi siempre en los primeros ciclos. Que los cordones corran a lo largo de la franja es necesario, pero no basta por sí solo; lo que cierra el caso es que el plano de capa sea paralelo al de flexión.
Y empalma la muesca al material grueso con un filete, nunca con una arista viva. Una esquina afilada donde la franja delgada se encuentra con el bloque rígido es un concentrador de tensión: la deformación que repartiste a lo largo de la franja se dispara en ese punto y la grieta nace ahí, igual que un radio de acuerdo mal resuelto arruina un saliente a presión (es el mismo mecanismo que describe Interferencia sin agrietar). Un filete suave en los dos extremos de la muesca reparte la transición de rígido a flexible y priva a la fatiga de su punto de arranque favorito. No es un adorno: es la diferencia entre una flexura que dura y una línea de rotura que has dibujado sin querer.
Una vez fijada la orientación, manda el espesor
Resuelta la orientación, el número que gobierna la flexura es el espesor de la franja, y gobierna a la vez dos efectos que tiran en sentidos opuestos. Cuanto más fina la haces, más flexible es —recuerda el cubo del espesor— y mayor ángulo alcanza antes de que el material llegue a su deformación límite; pero también concentras más deformación por unidad de longitud, y eso acorta la vida a fatiga. Una franja muy fina gira mucho y se rompe pronto; una franja gruesa apenas dobla pero aguanta muchos ciclos. No hay un espesor «correcto»: hay un espesor para tu ángulo y tu número de ciclos.
Y hay una fórmula que conecta las tres cotas. La deformación de la fibra exterior, la que el material acabará por no soportar, vale aproximadamente el espesor partido por dos, multiplicado por el ángulo y dividido por la longitud de la franja: ε ≈ (t/2)·(θ/L). De ahí salen las dos palancas para ganar ángulo sin pasarte de deformación: adelgazar la franja o alargarla. Alargarla suele ser la jugada segura, porque reparte la curvatura sin llevar el plástico tan cerca de su límite.
Esto se cruza con la fabricación, y aquí el FDM impone una condición tajante: el espesor de la franja debe ser un múltiplo limpio del ancho de extrusión. La franja es la zona más cargada de toda la pieza, y es justo ahí donde no te puedes permitir un defecto de laminado. Si su grosor no encaja en un número entero de cordones, el laminador deja un hueco o un relleno fino en el corazón mismo de la franja, y esa flexura nace partida aunque la mecánica de viga fuera impecable. Una franja de una o dos líneas de ancho falla por geometría de laminado antes que por fatiga. Dimensiona el espesor en cordones enteros y dale al menos un par de perímetros sólidos.
Lo demás lo decide el material, y conviene tenerlo presente desde el principio. El PLA es rígido y frágil: tolera mal la deformación repetida y es el primero en agrietar en la franja, sobre todo si la pieza ya trabaja cerca de su límite. El nylon (PA) es el material de referencia para una flexura de fatiga: estira mucho antes de romper y devuelve limpio ciclo tras ciclo, que es justo lo que pide un pivote de precisión con retorno. El PETG mejora al PLA, pero no llega al nylon: su resistencia a fatiga impresa es modesta y es sensible a la fluencia bajo carga sostenida. El TPU da muchísimo ángulo y muchos ciclos, pero su módulo bajo y su fluencia importante hacen que no devuelva a la posición de reposo con precisión y que el «muelle» se ablande con el tiempo: sírvete de él solo para flexuras de gran recorrido sin exigencia de retorno fino, nunca para una de precisión. Si tu única opción es PLA, compénsalo: franja algo más larga para repartir la curvatura, ángulo de trabajo modesto, y no esperes de ella un recorrido amplio.
Porque eso es lo que nunca debes pedirle a una flexura: recorrido. Por naturaleza es una articulación de bajo ángulo. Es un pivote de precisión —sin juego mecánico, sin montaje, sin holgura que se desgaste—, no una bisagra de uso general. En cuanto necesites que algo abra noventa grados y se quede abierto, has salido del territorio de la flexura y estás buscando una bisagra de verdad. La flexura brilla justo donde una bisagra es excesiva: unos pocos grados, repetibles, sin un solo juego mecánico que calibrar.
| Criterio | Muesca simple | Rueda de carro (cartwheel) |
|---|---|---|
| Centro de rotación | Deriva al aumentar el ángulo | Deriva mucho menor, de orden superior |
| Complejidad de impresión | Mínima: una sola franja | Mayor: dos láminas y un cruce |
| Cuándo elegirla | Topes, cierres, retornos; pocos grados | Precisión del centro: posicionamiento fino, amplificadores |
| Punto débil a vigilar | Deriva del eje y grieta en la franja | Cruce delicado y orientación de las dos láminas |
Dónde encaja y cómo falla
La flexura es la respuesta cuando quieres giro sin juego y sin montaje: mecanismos compliant en una sola pieza, etapas de posicionamiento fino, amplificadores de movimiento que convierten un desplazamiento pequeño en uno mayor apoyándose en pivotes elásticos, retornos automáticos donde la propia elasticidad hace de muelle, y cualquier articulación de bajo ángulo donde un eje y un agujero serían más piezas, más holgura y más cosas que se desgastan. Donde una bisagra metería juego y ruido, la flexura da un giro limpio y repetible que vuelve solo a su sitio.
Vistos los aciertos, conviene tener presentes los tres modos de fallo, porque son los mismos que decides esquivar al dimensionar. El primero es la grieta por fatiga en la franja: la deformación cíclica concentrada termina por nuclear una fisura, tanto antes cuanto más fina sea la franja, más frágil el material y más vivo el empalme; el PLA es el candidato natural a sufrirlo. El segundo es la delaminación por orientación equivocada: si las capas cruzan la franja en vez de quedar paralelas al plano de flexión, la flexión abre la unión entre capas y la pieza se descose por el plano débil, casi siempre pronto. El tercero es la deriva del centro de rotación en la muesca simple a ángulos mayores: no rompe nada, pero desplaza el eje y arruina la precisión que quizá era el motivo de usar una flexura. Los tres se atacan antes de imprimir: filete generoso y franja a la longitud justa contra la fatiga, plano de capa paralelo a la flexión contra la delaminación, y cartwheel en lugar de muesca cuando el centro tiene que quedarse quieto.
Como toda articulación impresa, una flexura se gana o se pierde en la dirección en que la sacas de la cama, y esa decisión es la primera, no la última. Eso es exactamente lo que desarrolla Orientación de capas para el movimiento.