Orientación de capas para el movimiento
Una pieza impresa parece sólida, pero no lo es: es un montón de cordones soldados unos sobre otros, y esa soldadura nunca es tan fuerte como el plástico que pega. Dentro de una capa el material es continuo; entre dos capas solo hay la costura donde un cordón se pegó al de abajo mientras aún estaba caliente. En un soporte de móvil esa diferencia no se nota. En un mecanismo lo decide todo: una bisagra que tendría que aguantar mil aperturas se delamina en la tercera, y siempre por la misma razón: la pieza se cargó a través de las capas en vez de a lo largo de ellas.
El FDM es anisótropo, y no por accidente
Anisótropo significa que la pieza no tiene la misma resistencia en todas las direcciones. En FDM la asimetría es enorme y predecible. A lo largo del plano XY el material es prácticamente continuo: el cordón es un hilo de plástico extruido en caliente, sin interrupciones. En la dirección Z, en cambio, cada capa se apoya sobre otra ya enfriada, y la unión depende de cuánto calor reblandeció la superficie de abajo cuando llegó el cordón nuevo. Esa soldadura entre capas suele moverse en un rango amplio —del orden del 50-90 % de la resistencia del plano, según material y parámetros— y es la temperatura de extrusión y el refrigerado lo que más la desplaza dentro de ese rango.
El material importa, pero no como suele creerse. El PLA es rígido y su adhesión Z no es mala, pero falla de forma frágil. El PETG, que enfría más despacio, suele soldar mejor entre capas, no peor. Los que delaminan de verdad son el ABS y el ASA sin cámara cerrada, o un nylon mal secado: enfrían demasiado rápido o burbujean humedad en la costura. Antes de fiarte de cualquier orientación, seca el material higroscópico; una bobina húmeda delamina aunque la pieza esté perfectamente orientada.
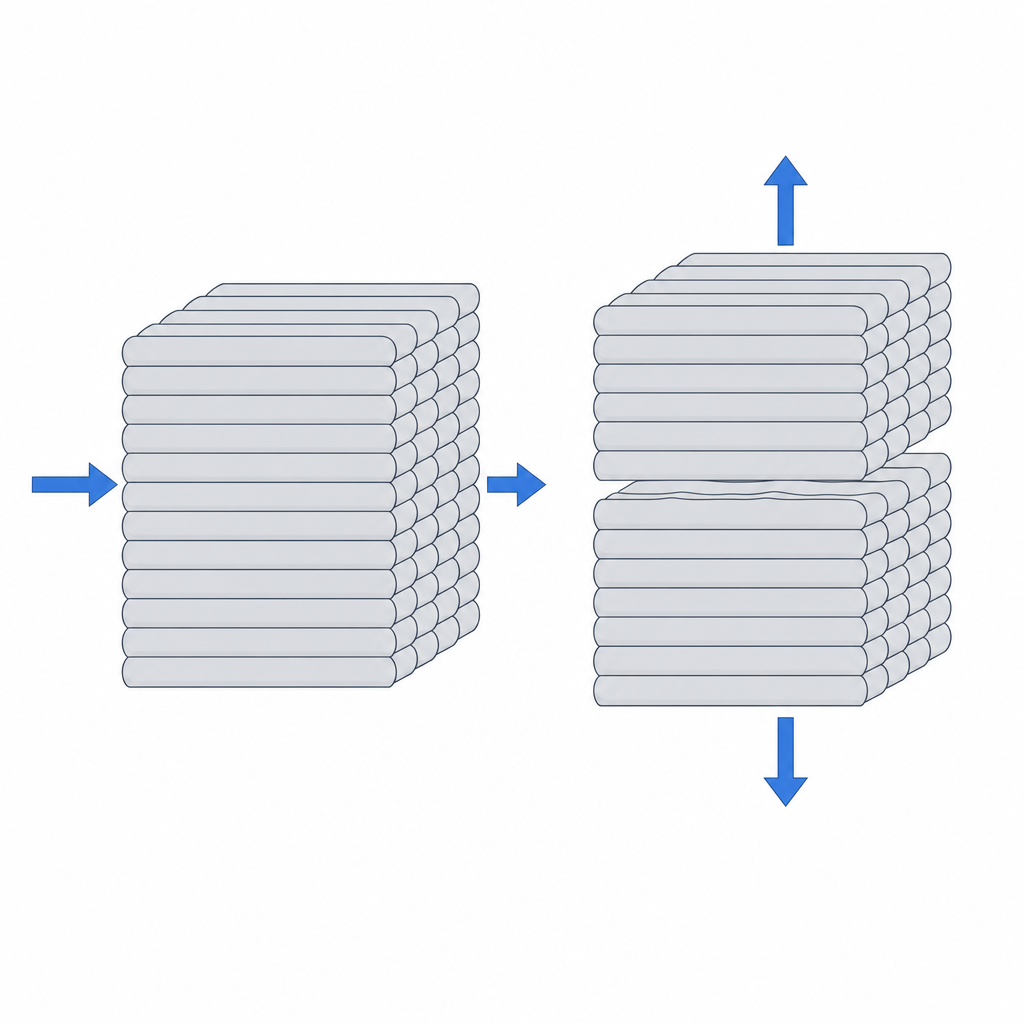
El plano débil es siempre el mismo: la interfaz entre dos capas. Imagínalo como una pila de hojas de papel encoladas. Romper una hoja a lo ancho cuesta; despegar dos hojas que solo comparten una fina capa de cola, no tanto. Una pieza FDM se comporta igual. Toda la disciplina de orientar mecanismos se reduce a una pregunta: ¿hacia dónde apunta ese plano de pegado, y la fuerza de servicio intenta abrirlo?
La regla: que la carga viaje dentro de la capa
Antes de modelar cualquier pieza que se mueva, hazte la pregunta física, no la de geometría: ¿en qué dirección tira la fuerza, y cae sobre una junta entre capas? Si la flexión o la tracción de servicio van en el plano de las capas, el material trabaja a su máxima resistencia. Si van a través, trabajas contra la soldadura, y es ella la que cede primero.
Hay dos formas típicas de equivocarse, y conviene reconocerlas por su modo de fallo:
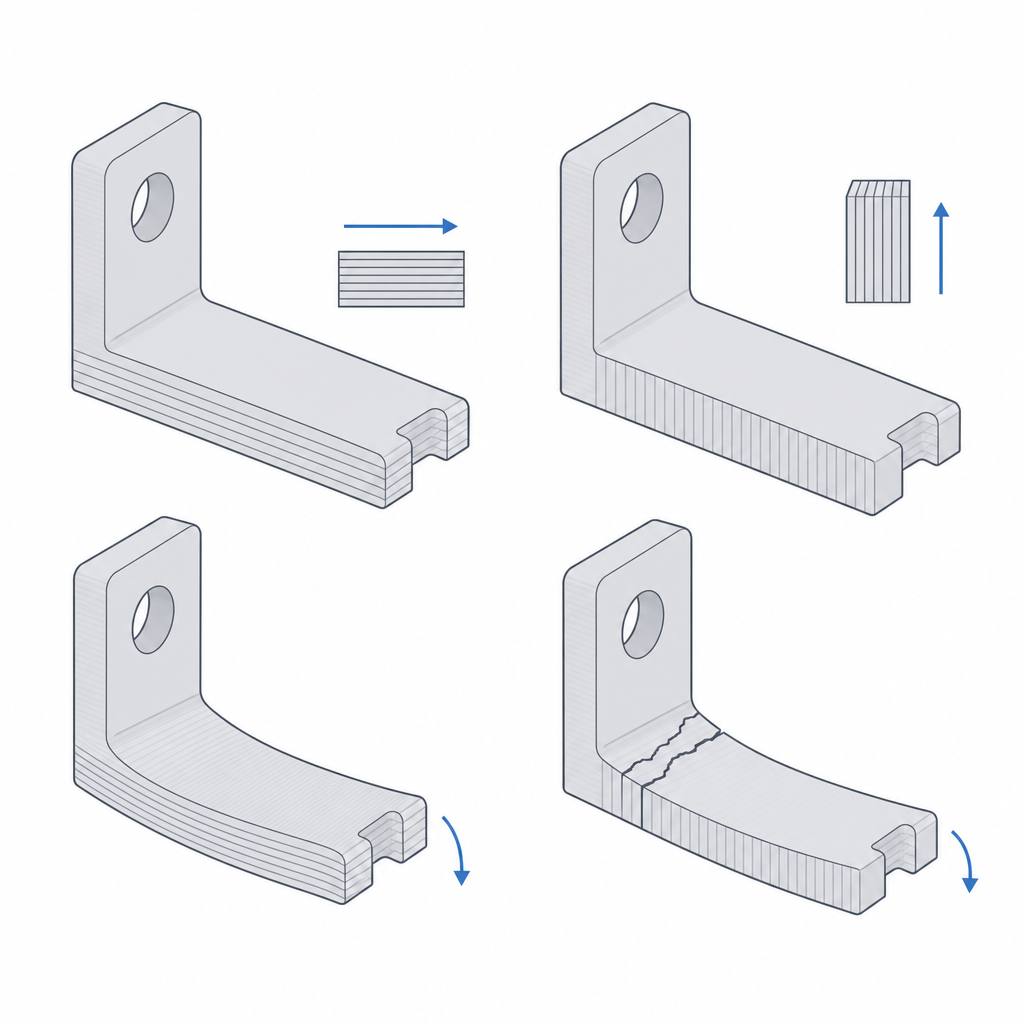
- Lo que flexiona doblando una línea de capa se delamina. Un elemento que dobla repetidamente —el brazo de un snap, la lámina de una bisagra viva— abre la costura entre cordones como cuando despegabas las dos hojas de papel. No se desgasta: se despega, y normalmente da aviso, con un blanqueamiento o agrietamiento visible en la costura antes de la rotura final.
- Lo que recibe tracción normal al plano de capa pela las capas. Un pasador o un diente impreso "de pie" trabaja a flexión: la cara traccionada del momento flector cae justo sobre la interfaz entre capas. La grieta corre por la costura y la pieza parte en seco, sin deformarse antes.
La bisagra viva: donde no hay margen de error
Una bisagra viva es una sección fina de plástico pensada para doblar miles de veces en el mismo sitio. Es el ejemplo donde la orientación no es un matiz, sino la diferencia entre que funcione y que no.
Empieza por el material, porque aquí manda más que la orientación. El PLA es un mal candidato: es rígido y frágil, y a flexión repetida agrieta en unas pocas decenas de ciclos por bien orientado que esté. Las bisagras vivas de verdad se hacen en polipropileno (PP) o en polietileno, y en segundo lugar en TPU, PETG o nylon, materiales que admiten deformación plástica repetida sin agrietar.
El plegado estira y comprime el material a lo largo del doblez. Para que ese estiramiento ocurra dentro del plano fuerte, el eje de la bisagra debe quedar a lo largo de una capa, y la lámina debe imprimirse plana sobre la cama. La clave fina es la dirección de los cordones en la zona que dobla: deben correr paralelos al eje del doblez, cruzándolo de forma continua, sin costuras transversales atravesando la línea de flexión. Eso no te lo garantiza el laminador solo; en un alma estrecha conviene forzar los perímetros para que el contorno recorra la flexión y no quede rellena con cordones cruzados a 45°.
El espesor importa tanto como la orientación. Un alma de 0,3 a 0,8 mm, impresa con 1 o 2 perímetros continuos —no con relleno—, dobla bien y se imprime con cordón íntegro. Bajar de ahí la deja demasiado fina para sostener un cordón continuo y propensa a partir.
Imprímela de canto —con el doblez apilado entre capas— y la bisagra delamina en el primer o segundo ciclo: el plegado abre directamente la soldadura entre cordones, que no está hecha para trabajar a flexión repetida. Ningún material ni altura de capa lo corrige; falla la geometría de la costura. Por eso el editor te avisa de la orientación en piezas como esta.
Snaps y voladizos: el brazo dobla en el plano
Un snap en voladizo (un brazo que se flexiona para enganchar y vuelve a su sitio) es físicamente una viga que dobla cada vez que montas o desmontas la pieza. La fibra exterior del brazo se estira; la interior se comprime. Si esa flexión coincide con el plano entre dos capas, cada ciclo abre un poco más la costura, y el brazo rompe a los pocos ciclos.
La orientación correcta es la misma idea de siempre: que el brazo doble en el plano de las capas, de modo que el estiramiento de la fibra exterior corra a lo largo de cordones continuos y no intente pelarlos. Y como en la bisagra, fuerza los perímetros para que recorran el brazo: un brazo fino relleno con cordones cruzados flexiona mucho peor que uno hecho de contornos continuos.
Vigila también el material. En PLA, un snap bien orientado aguanta decenas o cientos de ciclos de uso ocasional, pero el PLA fluye en frío (creep): si el enganche queda flexionado de forma permanente, pierde fuerza de retención con el tiempo. Para muchos ciclos, o para un enganche que vive cargado, ve a PETG, PP, nylon o policarbonato. Cuando dimensiones la holgura del enganche, recuerda que también depende de la tolerancia real del FDM; eso lo cubre Tolerancias para piezas que se mueven.
Pivotes y pasadores: cómo entra el cortante
Un pivote impreso resiste de forma distinta según por dónde entre la carga. Un pasador tumbado, con el eje paralelo a la cama, tiene fibras continuas a lo largo del cordón que se oponen a la fuerza, y resiste bien. El mismo pasador impreso de pie, con el eje vertical, falla por el momento flector en su base: la tracción de ese momento cae normal al plano de capa y abre la costura mucho antes. No es cortante puro —el FDM no es especialmente débil a cortante a través de capas—, es la tracción de la flexión lo que pela la interfaz.
Aquí conviene matizar una creencia frecuente sobre la altura de capa. Bajarla —de 0,2 a 0,1 mm— mejora la calidad de la pared del agujero: el cilindro sale más redondo, con escalones más finos, y el ajuste del eje es más predecible. También afecta algo a la unión Z, no la deja igual: capas más finas reflujen mejor el calor sobre la de abajo, aunque a cambio añaden más interfaces, y el efecto neto depende del caso. Lo que la altura de capa no hace es eliminar la anisotropía: el plano de pegado sigue siendo el débil. Para gobernar la resistencia direccional, las dos palancas grandes son la orientación y la temperatura —hotend más caliente y menos ventilador sueldan mejor entre capas—, no la altura de capa.
| Elemento | Orientación robusta | Por qué |
|---|---|---|
| Bisagra viva | Plana; eje del doblez a lo largo de una capa, cordones paralelos al doblez | El plegado estira el plano fuerte, no la costura |
| Snap en voladizo | Brazo doblando en el plano de las capas | La flexión no pela la unión entre cordones |
| Pasador / pivote | Eje paralelo a la cama (tumbado) | El momento flector no cae normal a la interfaz entre capas |
| Eje cargado axialmente | Evitar tracción pura en Z | La tracción separa capas directamente |
Cuando hay que imprimir de pie: un compromiso explícito
No siempre gana la orientación más cómoda. A veces la cara funcional —la pista por la que desliza algo, la pared de un agujero que debe quedar redonda y fuerte— solo sale bien si imprimes la pieza "de pie", aunque eso obligue a soportes y empeore otras superficies. Es un compromiso legítimo, siempre que sea deliberado: aceptas soportes y un acabado peor en las caras secundarias a cambio de que la cara que importa quede en el plano fuerte y con la carga viajando dentro de las capas.
La orientación más resistente rara vez coincide con la que imprime sin soportes o con la mejor superficie. En un mecanismo, prima la resistencia. Decide primero la postura de impresión a partir de cómo viaja la carga, y resuelve el acabado después: chaflanes, cara buena hacia abajo, soportes donde haga falta. Reorientar una pieza ya modelada casi siempre obliga a rediseñarla.
La física detrás de esa soldadura entre cordones y por qué la dirección de la fuerza decide el modo de fallo está en Adhesión entre capas y anisotropía. Cómo se combina la orientación con voladizos y soportes lo verás en Orientación y voladizos. Y cuando pases de orientar a dimensionar las holguras que dejan moverse a las piezas, sigue por Tolerancias para piezas que se mueven.