Yugo escocés, retorno rápido y levas especiales: las conversiones que la biela-manivela no cubre
La biela-manivela es el caballo de batalla para convertir giro en vaivén, pero no siempre da lo que necesitas. A veces buscas un vaivén perfectamente sinusoidal, no la curva ligeramente sesgada que te deja una biela de longitud finita. A veces quieres que la ida sea lenta y con fuerza y la vuelta un latigazo descargado. Otras, mover varios pistones desfasados con una sola entrada giratoria. Para cada uno de esos requisitos cinemáticos concretos existe un mecanismo que la biela-manivela no resuelve bien, y todos comparten un mismo punto débil cuando los imprimes en FDM: viven del contacto deslizante, y el contacto deslizante se desgasta. Conviene entender qué ley de movimiento da cada uno antes de elegir: la geometría que los hace especiales es la que los hace difíciles de imprimir.
El yugo escocés da un vaivén sinusoidal puro
El yugo escocés es la forma más limpia de obtener movimiento armónico simple. Un pasador montado en la manivela corre por una ranura transversal —perpendicular a la línea de salida— tallada en una pieza que solo puede trasladarse. Al girar la manivela, el pasador resbala libre arriba y abajo dentro de la ranura, en la dirección perpendicular a la salida, mientras empuja la pieza de lado a lado por contacto contra las dos caras del canal. Esas caras son las que transmiten el movimiento en la dirección de salida; la ranura deja pasar solo esa componente y absorbe la otra dejando que el pasador deslice. El resultado es, por construcción, el seno del ángulo de la manivela multiplicado por el radio. No una aproximación: un seno exacto.
Ahí está la diferencia con la biela-manivela. En la biela-manivela, la longitud finita de la biela introduce un término de segundo armónico que vuelve asimétricos el desplazamiento, la velocidad y la aceleración entre la ida y la vuelta; cuanto más corta la biela frente a la manivela, más se aparta la salida de una sinusoide. El yugo escocés no tiene biela, así que no tiene ese término: la posición es un seno perfecto, la velocidad un coseno perfecto y la aceleración un seno perfecto, simétrica en ambos sentidos. Eso te da un corolario útil para el diseño: la aceleración máxima del yugo se queda en r·ω², por debajo del pico de la biela-manivela, que añade el término de segundo armónico. Menos aceleración pico es menos carga de inercia. Por eso es el mecanismo idóneo cuando de verdad buscas movimiento armónico puro —vibradores, bombas dosificadoras, ensayos donde la ley de movimiento tiene que ser limpia—, y además sale más compacto, porque te ahorras la biela y su espacio de barrido.
El precio lo paga el contacto. El pasador no rueda dentro de la ranura: desliza a lo largo de toda la carrera, capturando la componente transversal con rozamiento continuo contra las dos caras del canal. Ese deslizamiento constante, ciclo tras ciclo, es desgaste concentrado en una pista estrecha. Pero en una pieza FDM el fallo suele aparecer antes en el pasador que en la ranura: un pasador de plástico de poco diámetro trabaja a flexión y a presión de contacto lineal contra la pared, y se redondea o cede antes de que la ranura llegue a abrirse. Por eso, en el yugo impreso, la mitigación realista es darle al pasador un diámetro generoso o, mejor, sustituirlo por un pin metálico o una camisa metálica que aguante el contacto. La holgura que empieza siendo de deslizamiento limpio se va abriendo de todas formas, y con ella entra el traqueteo que estropea precisamente la sinusoide que fuiste a buscar.
El retorno rápido reparte el tiempo entre trabajar y volver
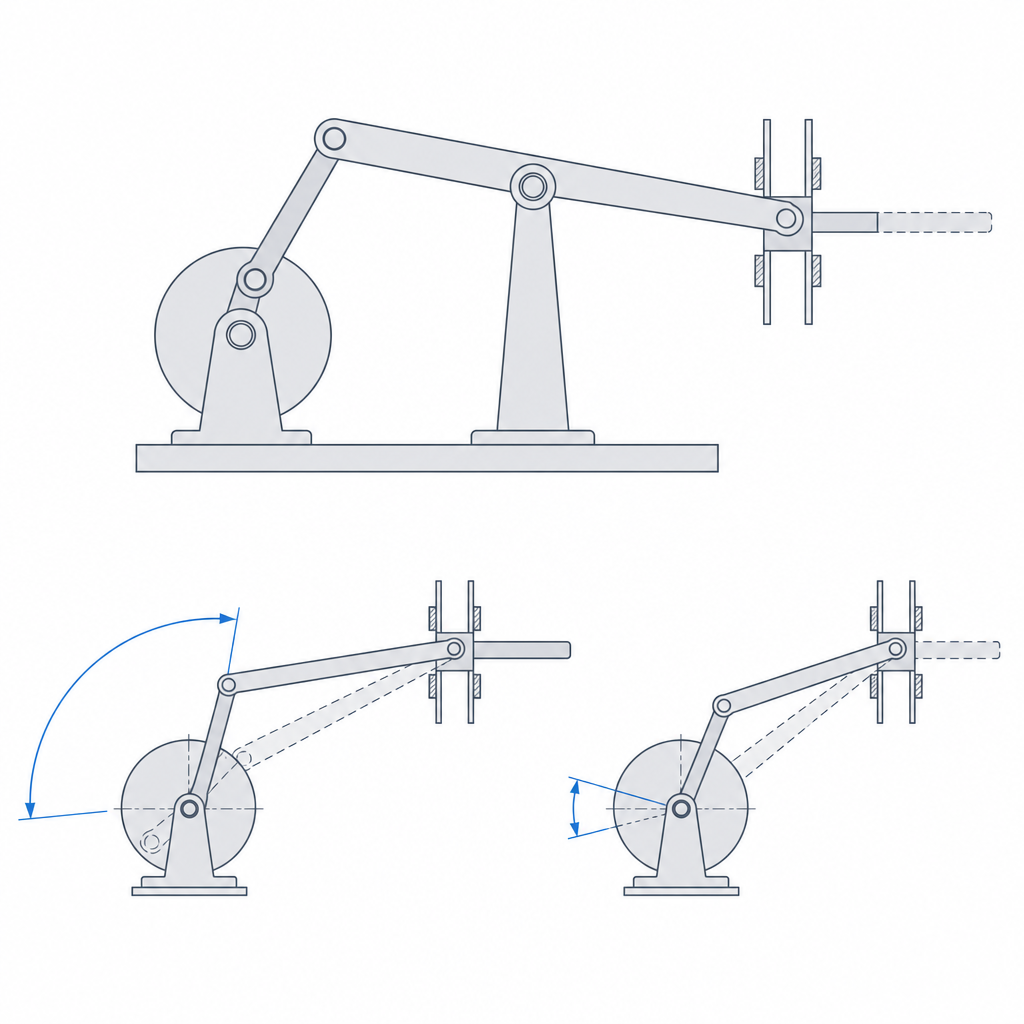
El mecanismo de retorno rápido —el corazón de la limadora— resuelve un requisito distinto: que la herramienta tarde más en la pasada de trabajo que en la de vuelta. Conviene no confundir dos parientes que se citan juntos con demasiada alegría. El de Whitworth usa una manivela que da vueltas enteras y arrastra una corredera sobre un brazo que también gira completo; el de palanca oscilante (crank-and-slotted-lever) usa una manivela que arrastra una corredera por la ranura de un brazo que solo bascula de un lado a otro, sin dar la vuelta. El de la limadora clásica es casi siempre este segundo, el oscilante, y es el que vamos a describir. La idea cinemática, en ambos, es romper la simetría. En una biela-manivela normal, la manivela barre la misma cantidad de ángulo para empujar que para retroceder, así que ida y vuelta tardan lo mismo. El retorno rápido introduce una asimetría geométrica —la manivela arrastra un brazo oscilante pivotado en un punto desplazado— de modo que la carrera de trabajo consume una fracción grande de la vuelta de la manivela, y la de retorno, la pequeña que queda.
El resultado es que, a velocidad de manivela constante, la pasada de corte avanza despacio y la de vuelta deprisa. Y esa pasada lenta es justamente la que da fuerza en la herramienta: a misma potencia, menor velocidad lineal significa mayor fuerza disponible en el filo. Esa ventaja mecánica instantánea sale de la relación de velocidades, no de más par en el motor. Eso es exactamente lo que quieres en una máquina donde solo una dirección hace trabajo: el filo arranca material en la ida, sin prisa y con fuerza, y vuelve a buscar la siguiente pasada en el tiempo muerto, sin desperdiciar el ciclo. Aprovechas mejor cada vuelta del motor porque no le pides la misma velocidad cuando corta que cuando solo se reposiciona.
El compromiso aquí no es tanto de desgaste como de fuerzas. La asimetría que te da la pasada lenta concentra ángulos de transmisión desfavorables en ciertas posiciones, donde la fuerza se transmite oblicua y carga los pivotes en lugar de avanzar la herramienta. En FDM eso significa pivotes bien dimensionados y holguras controladas: un pasador con demasiado juego en un punto de ángulo de transmisión pobre se nota de inmediato en juego muerto y en pérdida de empuje justo cuando más fuerza estás pidiendo.
Las levas de ranura cierran el seguidor por forma
Las levas de cara y de tambor resuelven el problema de programar un movimiento arbitrario sin depender de un muelle para mantener el seguidor pegado a la leva. En una leva de disco convencional, el seguidor apoya en el perfil exterior y necesita un muelle que lo empuje contra la leva en todo momento; si la aceleración de bajada supera lo que el muelle puede seguir, el seguidor despega y la ley de movimiento se pierde: el salto de leva. Las levas de ranura eliminan esa dependencia capturando el seguidor dentro de un canal.
En la leva de cara, la ranura va grabada en la cara plana del disco y el seguidor corre por ella; al girar el disco, las paredes de la ranura empujan al seguidor en los dos sentidos, así que el cierre es por forma y no hace falta muelle de retorno. En la leva de tambor, la ranura es una pista helicoidal o de perfil libre tallada en la superficie cilíndrica de un tambor, y el seguidor capturado se desplaza paralelo al eje de giro a medida que el tambor rota. Esta última es especialmente compacta y limpia cuando la salida que necesitas es axial —avanzar algo a lo largo del propio eje—, porque toda la programación del movimiento vive en la superficie del cilindro.
El cierre por forma tiene su contrapartida, y son dos modos de agarrotamiento distintos. El primero es de holgura, y es un equilibrio fino: demasiada, y el seguidor traquetea de pared a pared en cada inversión, comiéndose la precisión de la ley de movimiento; demasiado poca, y las dos paredes lo aprisionan a la vez y no le dejan el huelgo que el contacto deslizante necesita para no engancharse. El segundo es independiente de la holgura: el ángulo de presión. Donde el perfil de la pista es muy pronunciado, el seguidor empuja contra la pared con una componente grande que tiende a clavarlo, aunque la holgura sea correcta. Una leva de ranura con ángulo de presión alto se agarrota por geometría, no por ajuste; la cura es suavizar el perfil para que la subida no sea tan brusca. La leva de ranura no perdona ni la holgura mal calculada ni el perfil demasiado agresivo.
El plato oscilante reparte una entrada en varias salidas desfasadas
El plato oscilante es la conversión más espectacular de las cuatro: un disco inclinado respecto al eje de giro convierte una única rotación de entrada en el vaivén axial de varios seguidores repartidos alrededor del disco. Conviene distinguir dos parientes que se confunden por el nombre. En el plato no rotativo (swashplate) —el de la bomba de pistones axiales y el rotor del helicóptero— los seguidores giran alrededor del eje y el plato inclinado no gira con ellos: les impone la carrera desde una pieza fija o de inclinación variable. En el plato bamboleante (wobble plate) ocurre al revés: el plato gira y bambolea, y los seguidores se quedan quietos apoyados en su cara. La cinemática que describimos aquí —cada seguidor fijo apoyado en la cara de un plato que gira inclinado— es la del plato bamboleante; el swashplate del helicóptero llega al mismo reparto por el camino contrario, con el plato quieto y los seguidores girando. En ambos, como el plato está inclinado, presenta a cada seguidor una altura que sube y baja de forma sinusoidal a lo largo de la vuelta.
Y como los seguidores están repartidos angularmente, cada uno alcanza su punto alto en un instante distinto: la misma rotación les entrega a todos el mismo vaivén, pero desfasado según su posición. Donde la biela-manivela te da una salida por cada manivela, el plato te da tantas como seguidores quepan en el disco, todas gobernadas por la misma pieza y por un solo ángulo de inclinación. Inclina más el plato y crece la carrera de todos a la vez; el desfase entre ellos lo fija únicamente su reparto angular.
El punto débil vuelve a ser el contacto. Cada seguidor desliza sobre la cara del plato a medida que este gira, igual que el pasador del yugo en su ranura, y se desgasta por la misma razón. Si el seguidor es un simple patín que roza la cara, el desgaste es severo; por eso en las versiones serias cada seguidor lleva un rodillo o un patín de baja fricción que rueda en vez de arrastrar.
En FDM todo se juega en la pista y en el material
Lo que une a estos cuatro mecanismos es que su movimiento sale de una superficie deslizante —una ranura, una pista, una cara inclinada— y no de un pivote que solo gira. Eso cambia las reglas al imprimirlos, y la primera es la orientación, pero con un matiz importante. Cuando la superficie de contacto es plana, conviene imprimirla en el plano XY, donde los cordones corren a lo largo del deslizamiento y no a contrapelo: una pista plana impresa de canto deja escalones de capa transversales al movimiento que el seguidor siente como rugosidad y que aceleran el desgaste. Eso vale para la ranura de una leva de cara o para una guía recta —es la misma lógica de Orientación de capas para el movimiento aplicada a una pista en vez de a un pivote—. Pero deja de valer cuando la pista no es plana: en una leva de tambor la pista helicoidal envuelve un cilindro, y en el plato la cara está inclinada, así que no hay orientación que evite que la superficie de contacto cruce capas. Ahí no mandan la orientación sino el material y el post-proceso: un lijado o un suavizado de la pista hacen más por la vida útil que pelearse con el ángulo de impresión.
La segunda palanca es la holgura de deslizamiento, que tiene que ser uniforme a lo largo de toda la carrera. Aquí no vale una holgura cualquiera: es la misma décima de milímetro crítica que separa «desliza» de «agarrota», y se calcula igual que cualquier otro ajuste móvil, partiendo del hueco real que deja tu impresora y no del nominal que dibujaste, como detalla Tolerancias para piezas que se mueven. Una holgura que varía a lo largo de la ranura introduce zonas duras y zonas con juego dentro de la misma carrera, y eso arruina la ley de movimiento por dos vías a la vez.
La tercera es el material y la forma del seguidor. El contacto deslizante constante castiga la pista mucho más que un pivote que solo da vueltas, así que el PLA, rígido pero poco resistente a la abrasión, se queda corto. El PETG aguanta mejor el roce sostenido, y el nylon todavía más, pero el nylon impreso absorbe humedad y se hincha, y eso mueve precisamente la holgura que acabas de clavar a la décima: en un mecanismo donde el ajuste de deslizamiento es de vida o muerte, el nylon solo funciona si lo secas e idealmente lo sellas. Si buscas estabilidad dimensional y baja fricción a la vez, mira hacia un PA reforzado con carbono. El material de libro para contacto deslizante sería el POM (Delrin), de fricción bajísima, pero casi nadie lo imprime en FDM porque se adhiere fatal a la cama, y por eso no aparece como opción práctica. Y donde la geometría lo permita, sustituye el patín que arrastra por un seguidor de rodillo que rueda: cambiar deslizamiento por rodadura es la diferencia más grande de todas. Por encima de todo eso, no olvides lo más barato: una pista deslizante impresa pide grasa. Una grasa de PTFE o de silicona compatible con plásticos es la mitigación de desgaste número uno y la que menos cuesta poner.
| Mecanismo | Lo que te da | Modo de fallo a vigilar |
|---|---|---|
| Yugo escocés | Vaivén sinusoidal exacto, sin biela, compacto | Desgaste de la ranura y, antes, del pasador: ponlo metálico |
| Retorno rápido (palanca oscilante) | Ida lenta y con fuerza, vuelta rápida y descargada | Juego en pivotes y ángulos de transmisión pobres |
| Leva de cara / tambor | Movimiento programado con cierre por forma, sin muelle | Holgura mal calculada y ángulo de presión alto |
| Plato oscilante | Una rotación en varias salidas axiales desfasadas | Desgaste de la cara; usa rodillo, no patín |
Cuando la salida que necesitas no es vaivén sino giro intermitente —avanzar un paso y parar, una y otra vez—, la familia de mecanismos cambia por completo: ahí entran la rueda de Ginebra y los trinquetes, que conviene tratar aparte porque su problema no es el deslizamiento sino el impacto del arranque y la parada.