Cierre cónico de giro: bloqueo por fricción de cono
Un cono macho entra en un cono hembra, lo empujas o le das un cuarto de vuelta y las dos piezas quedan unidas sin holgura, perfectamente alineadas y sin que nada las suelte solas. No hay rosca, ni encaje a presión, ni tornillo: solo dos superficies cónicas que se aprietan la una contra la otra. Es el cono Morse de toda la vida, el mismo que sujeta una broca en un torno sin más ayuda que su propia geometría, y se imprime bien siempre que entiendas de qué depende su agarre: sujeta por un motivo físico muy concreto y se afloja por otros tres que conviene nombrar antes de modelar nada.
Por qué un cono se autobloquea
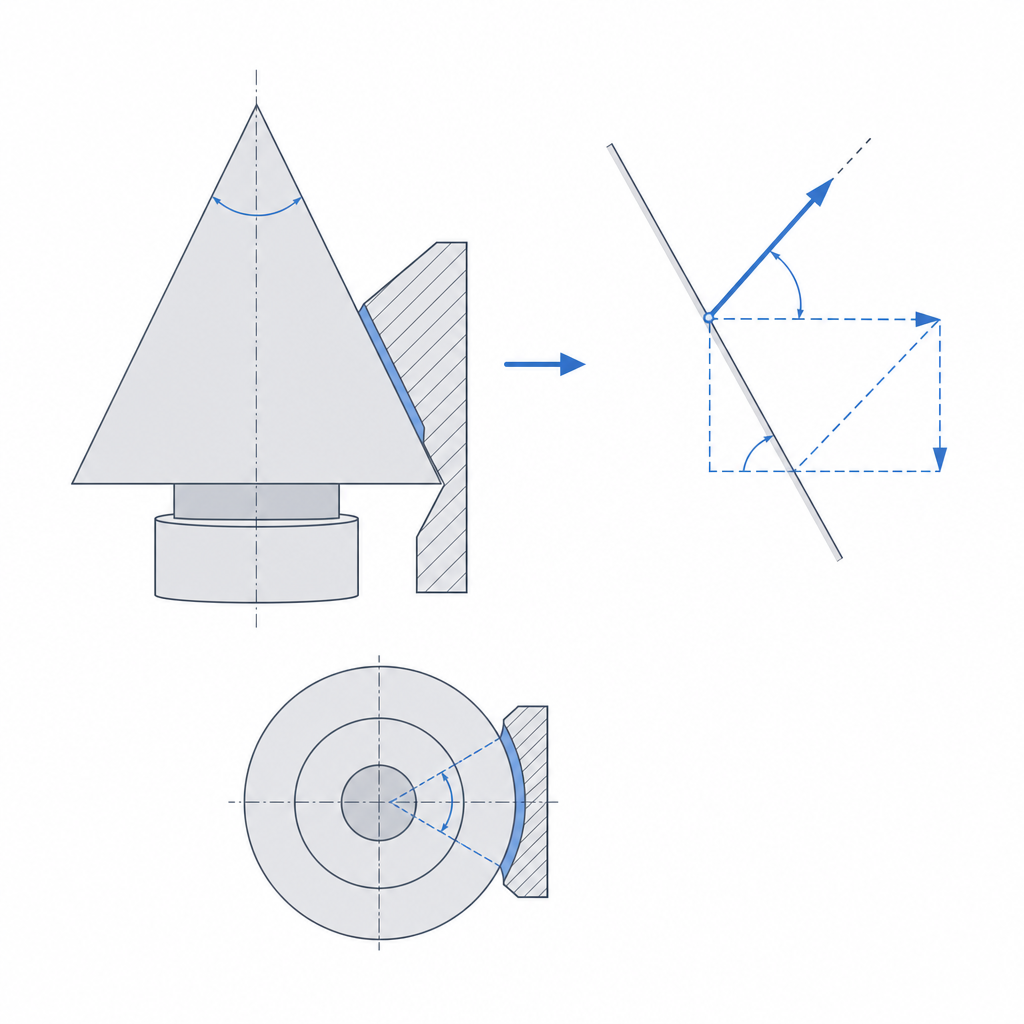
La clave está en el ángulo. Cuando metes un cono macho en uno hembra que coincide, el contacto no es una línea ni un anillo: es toda la superficie lateral del cono, que se aprieta contra su pareja. Esa superficie genera una fuerza normal distribuida, perpendicular a la pared del cono en cada punto. Y aquí entra la física que lo decide todo: esa fuerza normal se descompone en dos. Una empuja axialmente, hacia fuera, intentando expulsar el cono; la otra es la que la fricción aprovecha para retener.
Si el ángulo de medio cono —el que forma la pared del cono con su propio eje— es menor que el ángulo de fricción del par de materiales, el acoplamiento es autobloqueante: la componente axial que empuja el cono hacia fuera es más pequeña que la fuerza de rozamiento que se opone a su salida, y el cono no se suelta solo por mucho que tires en línea recta. Es el mismo razonamiento que el de un tornillo de paso fino que no se afloja con la vibración: la geometría está por debajo del umbral en el que la fricción deja de mandar. Ese umbral es físico y depende del coeficiente de rozamiento: con plástico contra plástico μ ronda 0,2 a 0,4, lo que sitúa el ángulo de fricción —arctan μ— entre unos 11 y 22 grados. Por debajo de ese ángulo de medio cono, el cono se autobloquea; por encima, empieza a expulsarse solo.
Eso te deja un margen amplio, y el rango cómodo para un cono impreso está en la parte baja: 2 a 8 grados de medio cono. No porque a 9 o 10 grados deje de agarrar —con plástico todavía está dentro del autobloqueo—, sino porque ángulos pequeños dan un asentamiento progresivo y un apriete generoso sin entrar en territorio de extracción imposible. Muy por debajo de 2 grados agarra tanto que cuesta separarlo a mano; eso es justo lo que hace el cono Morse de un torno, cuyo medio ángulo ronda apenas 1,5 grados, pensado para no soltar nunca sin un extractor.
El material y el acabado deciden el ángulo de fricción
Todo el autobloqueo descansa en μ, así que el material no es un detalle: es la variable que mueve el umbral. Un PETG sale más rugoso y «pegajoso», con μ alto, y se autobloquea con ángulos mayores que un PLA, más liso y deslizante. El TPU es un caso aparte: agarra muchísimo, pero su flexibilidad cambia las reglas del juego. Dos conos idénticos en cota pueden comportarse muy distinto solo por el filamento, así que mide el agarre en el material real de la pieza, no en el primero que tengas cargado.
El acabado tira en el mismo sentido. Una pared cónica lisa, bien refrigerada y sin sobreextrusión roza de forma uniforme y predecible; una pared con rebabas, hilos o irregularidades toca a trompicones y dispersa el μ efectivo de un montaje a otro. Y como verás más abajo, la orientación de impresión es lo que más decide ese acabado.
Centra solo, sin holgura radial
Un ajuste cilíndrico a presión sujeta, pero arrastra consigo toda la holgura radial que le hayas dejado: el eje puede quedar descentrado dentro del agujero la mitad de la holgura, y si aprietas para eliminarlo, pones la pared en tracción y te arriesgas a agrietarla —el problema que desarrolla Encajes a presión que aguantan—. El cono resuelve las dos cosas a la vez. Al asentar, las dos paredes cónicas se buscan y se centran: el par de conos elimina la holgura radial y alinea los dos ejes automáticamente, porque cualquier descentrado se traduce en que un lado del cono toca antes que el otro y la geometría lo corrige al seguir empujando.
Eso es exactamente lo que quieres cuando dos piezas tienen que quedar coaxiales: un husillo y su accesorio, un mango y su herramienta, una boquilla intercambiable sobre su asiento. No dependes de la tolerancia de un agujero para que dos cosas queden alineadas; lo hace la forma. Ahora bien, no esperes rigidez infinita frente a una carga lateral: la resistencia del cono a los momentos flectores crece con la longitud de contacto cónico y con la rigidez del plástico, así que un cono corto e impreso en FDM cede y bambolea si lo cargas de lado. Si necesitas firmeza lateral, alarga el engrane antes que apretar más.
La conicidad perdona la tolerancia que un cilindro castiga
Aquí está la diferencia práctica más importante con un ajuste cilíndrico, y la que hace que un cono impreso sea más fácil de acertar de lo que parece. En un cilindro, el diámetro lo es todo: una décima de más y baila, una décima de menos y no entra o agrieta. El margen entre «flojo» y «clavado» es de unas pocas décimas, las que tu impresora dispersa de una pieza a otra, y por eso Tolerancias para piezas que se mueven insiste en medir tu máquina antes de fiarte de un número.
En un cono no calibras el diámetro: calibras la profundidad de asiento. Si el cono macho sale un poco subdimensionado, no se queda flojo; simplemente asienta un poco más adentro hasta que las dos superficies se tocan, y el bloqueo es el mismo. La conicidad convierte un error de diámetro en un error de profundidad, y esa conversión la gobierna el ángulo: el desplazamiento axial vale Δz = Δd / (2·tan α), con α el medio ángulo. A 4 grados, tan α ≈ 0,07, así que una décima de diámetro se traduce en unas siete décimas de recorrido axial; a 8 grados, en unas tres décimas y media. La amplificación es real, pero modesta con los ángulos del rango: cuenta con fracciones de milímetro de margen axial, no con milímetros holgados salvo que bajes a ángulos muy pequeños.
Aun así, ese margen sobra para absorber la dispersión del FDM. El mismo error que en un ajuste recto te deja entre dos pasos de tu calibración, en un cono solo mueve el punto donde la pieza se planta. Modela el cono macho ligeramente más corto que la cavidad hembra, deja que asiente por fricción y no por fondo, y olvídate del diámetro exacto.
Imprímelo de pie o pierdes la fricción
Todo lo anterior da por hecho que las dos superficies cónicas son lisas y se tocan en toda su extensión. El FDM puede arruinar esa premisa con un solo error de orientación. Imprime el cono en vertical, con el eje del cono coincidiendo con el eje Z de la impresora. Así cada capa es un círculo y la pared cónica sale como una superficie de revolución, escalonada solo en incrementos finos del grosor de capa.
Túmbalo y lo estropeas. Con el eje del cono horizontal, la sección deja de ser circular: la deposición convierte cada corte en un perfil con caras planas, ligeramente elíptico, y la superficie inclinada se llena de escalonado de capas. El cono deja de ser de revolución, así que ya no encaja en toda su extensión contra la pareja: solo tocan las crestas, la fuerza normal se concentra en unas pocas líneas y la fricción efectiva cae. El cono que debía autobloquearse se afloja porque ya no hay superficie completa que rozar. Es la misma lógica de anisotropía y acabado que recorre Orientación de capas para el movimiento, aplicada aquí no a la resistencia sino al rozamiento: la orientación de capa no solo decide cuánto aguanta la pieza, decide cuánto agarra. Un cono que funciona de pie puede no agarrar nada tumbado, sin haber cambiado una sola cota.
Imprimir de pie es la condición necesaria, pero no deja la pared perfecta. El escalonado axial en vertical es proporcional a 1/tan α, así que cuanto más pequeño el ángulo de medio cono —justo los que el autobloqueo prefiere—, más tendida la pared y más marcado el escalón. Los conos más autobloqueantes son precisamente los que peor acabado dejan de pie. Compénsalo con altura de capa fina en esa zona; es la forma barata de recuperar el contacto continuo del que depende toda la fricción.
Cuándo usarlo (y los tres modos en que falla)
El cierre cónico es la respuesta cuando quieres una unión desmontable, autocentrada y sin vibración: mangos que se cambian, boquillas intercambiables, husillos a los que se acoplan herramientas, cualquier par de piezas que deba quedar coaxial y firme pero que vayas a separar a mano. Si necesitas un bloqueo positivo además del de fricción —que no pueda salirse ni aunque la fricción falle—, combínalo con un cuarto de vuelta: una bayoneta o un par de pasadores que, una vez asentado el cono, lo traben contra la salida axial. El cono da el centrado y el apriete; el cuarto de vuelta da el seguro. Una salvedad: esa bayoneta impresa necesita su propia holgura, y si la aprietas hasta restringir el asiento cónico, reintroduce el juego radial que el cono había eliminado. Que el seguro trabe la salida, pero deje al cono mandar en el centrado.
Conviene conocer los tres modos en que un cono impreso te falla. El primero es el clavado excesivo: si aprietas demasiado un cono muy autobloqueante, entras en el régimen del cono Morse auténtico, donde la herramienta no sale sin un extractor. Con plástico esto va a peor por la fluencia, que tiene dos caras y conviene no confundir. Bajo apriete sostenido, un cono muy clavado se asienta con el tiempo y cuesta aún más sacarlo; pero esa misma fluencia relaja la tensión de contacto en un cono que vive precargado, reduce la fuerza normal y, con los meses, afloja el agarre. Aprieta lo justo para que agarre, sin llevarlo al fondo. El segundo es el desgaste de la superficie tras muchos ciclos: cada montaje raspa un poco las paredes plásticas, el cono asienta cada vez un poco más adentro y llega un punto en que el ajuste se afloja; es el mismo deterioro de cualquier unión plástica sometida a rozamiento repetido contra su pareja, y la razón por la que un cono de montajes frecuentes es candidato a un casquillo metálico de asiento. El tercero ya lo has visto: la pérdida de fricción por capas escalonadas de una orientación equivocada, que no es un fallo de uso sino de impresión, y se evita imprimiendo de pie.
Si lo que buscas no es desmontar sino fijar para siempre con apriete radial, el razonamiento cambia de la conicidad a la interferencia controlada y al riesgo de agrietar la pared: lo tienes en Encajes a presión que aguantan.