Tornillo sinfín: gran reducción y autobloqueo
Hay una transmisión que hace a la vez dos cosas que ninguna otra etapa simple consigue juntar: reduce muchísimo —cincuenta a uno, ochenta a uno, en un solo engrane— y se niega a girar hacia atrás. Empujas por la entrada y la salida se mueve despacio y con fuerza; empujas por la salida y no pasa nada: la transmisión se planta. Esa segunda propiedad, el autobloqueo, es la razón por la que un sinfín sostiene una persiana, una antena o un brazo en su sitio sin freno, sin trinquete y sin que tengas que pensar en ello. Y todo sale de la geometría de un tornillo que engrana con una rueda, no de ninguna pieza añadida. Eso sí, las dos cosas no vienen gratis juntas: la reducción alta tiende al autobloqueo precisamente porque ambas piden lo mismo, una hélice tendida que roza mucho. Lo pagas en eficiencia y en calor, y en plástico el coste es más alto de lo que parece.
Un tornillo que arrastra una rueda
La cinemática del sinfín es la de una rosca que empuja dientes. El sinfín es literalmente un tornillo: una hélice tallada sobre un cilindro. La corona es una rueda dentada cuyos dientes engranan con esa hélice, con los ejes cruzados a 90°. Cuando el sinfín gira una vuelta completa, la hélice avanza axialmente justo una rosca, y ese avance empuja a la corona a girar exactamente un diente, si el sinfín tiene una sola entrada. Con un sinfín de varias entradas, una vuelta avanza la corona tantos dientes como entradas tenga: dos entradas, dos dientes por vuelta. De ahí sale la reducción: por cada vuelta de la entrada, la salida avanza unos pocos dientes de los muchos que tiene la corona.
Eso da una relación de transmisión limpia y muy alta: es el número de dientes de la corona dividido por el número de entradas del sinfín. Una corona de 60 dientes con un sinfín de una entrada reduce 60
en una etapa. Para conseguir lo mismo con engranajes rectos necesitarías dos o tres etapas encadenadas, con sus ejes, sus apoyos y su volumen. El sinfín lo concentra todo en un solo par cruzado y compacto. El número de entradas —cuántas hélices independientes lleva talladas el tornillo: una, dos, tres— es la palanca con la que ajustas la reducción y, como verás enseguida, también la que decide si la transmisión se bloquea o no.El autobloqueo es un problema de ángulos, no de fuerza
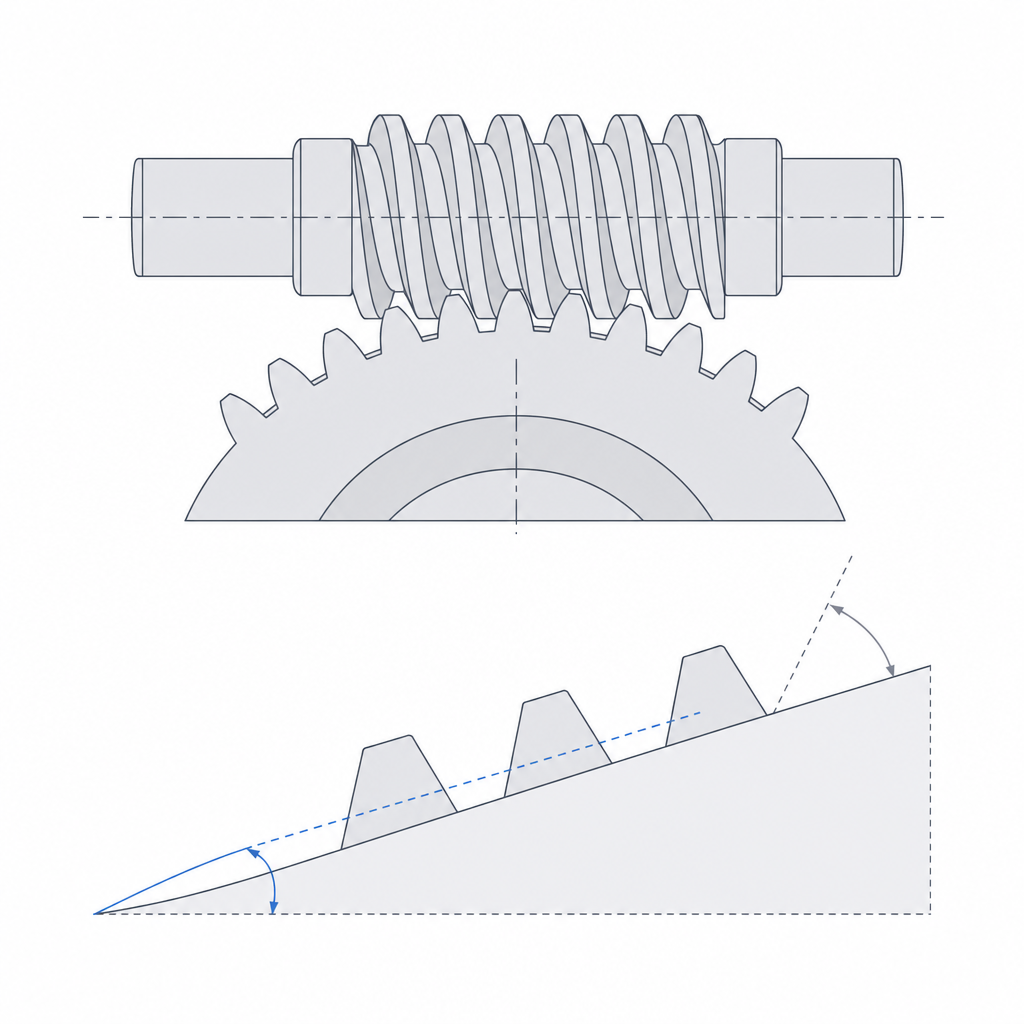
El autobloqueo es lo que hace especial a este mecanismo, y conviene entender de dónde sale, porque no es magia ni mero rozamiento: es una competición entre dos ángulos. El primero es el ángulo de avance del sinfín, lo inclinada que está la hélice respecto al plano perpendicular a su eje —una hélice muy tendida tiene un ángulo de avance pequeño; una muy empinada, grande—. El segundo es el ángulo de fricción, que es simplemente la arcotangente del coeficiente de rozamiento entre el sinfín y la corona.
La regla es directa: si el ángulo de avance es menor que el ángulo de fricción, la corona no puede hacer girar al sinfín. Físicamente, el motivo es este: cuando empujas desde la corona, la fuerza sobre el flanco del diente se descompone en una componente que tendería a hacer rodar el sinfín y otra que lo aplasta contra el flanco. Con una hélice poco inclinada, la componente que empuja a girar es tan pequeña que el rozamiento del propio contacto la absorbe entera antes de que mueva nada. La transmisión se atasca a sí misma. No retrocede bajo carga, y por eso sostiene posición sin necesidad de freno: el sinfín es a la vez motor y cerrojo.
¿Qué ángulo de avance hace falta? Como umbral, el autobloqueo estático aparece por debajo de unos 5°, con margen, porque el coeficiente de rozamiento del plástico es alto —del orden de 0,2 a 0,4 contra los 0,1 a 0,15 de un par metálico—, y eso eleva el ángulo de fricción y te da un umbral más generoso. La contrapartida es que ese mismo rozamiento alto es el que calienta. Y hay otra: un sinfín de varias entradas tiene, para el mismo diámetro, un ángulo de avance mayor —la hélice está más empinada—, así que gana eficiencia y pierde el autobloqueo. Es una decisión de diseño, no un accidente: si quieres que la salida sostenga carga sola, te quedas en una entrada y ángulo de avance bajo, asumiendo que la transmisión será poco eficiente. Si lo que quieres es mover —y el freno lo añades aparte—, subes a dos o tres entradas y recuperas rendimiento.
Imprime el sinfín de pie y la corona tumbada
Aquí es donde el FDM impone sus reglas. El sinfín es una hélice continua, y lo que quieres es que esa hélice salga lo más limpia posible, porque cualquier rugosidad en el flanco multiplica un rozamiento ya de por sí alto en este engranaje. La orientación que más ayuda es imprimir el sinfín vertical, con el eje del tornillo en Z: así cada capa es una sección casi circular de la hélice y el contorno asciende de forma continua vuelta a vuelta, en lugar de quedar escalonado como ocurriría si lo tumbaras. De pie, además, el tornillo no necesita soportes que destrocen la rosca al retirarlos.
Pero no te creas que vertical equivale a "sin escalones". Con el eje en Z, las líneas de capa quedan perpendiculares al eje, y el flanco de la rosca presenta ese escalonado de capa justo en la dirección en la que la corona desliza sobre él. Macroscópicamente la hélice es continua; microscópicamente, cada flanco arrastra el stair-stepping contra el que frota el diente. Por eso la orientación vertical es condición necesaria pero no suficiente: bájate la altura de capa en esa pieza y, si el par lo merece, alisa o repasa el flanco. La suavidad de verdad la das tú, no la orientación.
La corona, en cambio, va plana sobre la cama, con su eje en Z, como cualquier rueda dentada: los dientes salen bien definidos en el plano XY, que es donde la impresora tiene mejor resolución, y la cara plana, amplia, asienta bien y se adhiere a la cama. Esta es justo la lógica que desarrolla Orientación de capas para el movimiento: orientas cada pieza para que sus superficies funcionales caigan donde el proceso las hace limpias y para que la carga no tire de la unión entre capas.
El problema de fondo de este engranaje en plástico es que el contacto sinfín-corona es deslizante, no rodante como el de dos engranajes rectos. Mientras dos dientes rectos ruedan uno sobre otro con poco deslizamiento, aquí la hélice frota longitudinalmente contra el diente de la corona en cada engrane. Ese rozamiento continuo es el que da el autobloqueo, pero también es el que genera calor y desgaste. Y el plástico es mal candidato por dos motivos a la vez: ni disipa el calor como el metal, ni lo aguanta. El PLA, el material por defecto en FDM, se ablanda a partir de los 55–60 °C de su temperatura de transición, una cifra que el calor de rozamiento alcanza con facilidad; bajo carga sostenida fluye y se deforma muy rápido. Para un sinfín que vaya a trabajar de verdad, sube a PETG, ABS o, mejor, nylon o nylon con relleno, que aguantan más temperatura y más fricción. En un sinfín de plástico el desgaste y el calentamiento no son una nota al pie: son el modo de fallo principal, y hay que diseñar contra ellos desde el primer trazo.
La holgura: o calienta o agarrota
El engrane sinfín-corona necesita un ajuste fino, y este par es menos indulgente con la holgura que casi cualquier otro, precisamente por su rozamiento alto. Sigue la cadena: si aprietas el engrane —ejes demasiado juntos, dientes demasiado llenos—, el contacto deslizante roza con más fuerza, y como ese rozamiento disipa en calor, la zona de contacto se calienta; el plástico se reblandece cerca de su temperatura de transición, el diente pierde rigidez, el engrane se cierra todavía más y entras en un bucle que acaba en agarrotamiento: la transmisión se planta no por autobloqueo, sino porque se ha fundido contra sí misma.
Por eso aquí no buscas el engrane más apretado posible, sino el hueco justo para que la hélice deslice sin holgura excesiva pero sin morder. Y el parámetro con el que de verdad ajustas ese hueco es la distancia entre los ejes del sinfín y de la corona, no el grosor del diente: la acercas o la alejas hasta que el par gira suave y frío. El razonamiento de fondo —razonar la holgura lado a lado, contando con que el agujero sale estrecho y el diente, grueso— es el mismo de cualquier ajuste impreso, y lo explica Tolerancias para piezas que se mueven. Hay además una variable de ajuste que en el resto de engranajes es opcional, y aquí casi obligatoria: lubricar.
Y aquí conviene cuidar el razonamiento, porque es fácil equivocarse de signo. Una grasa adecuada al plástico baja el coeficiente de rozamiento, lo que reduce el calor y el desgaste, que es lo que quieres. Pero bajar el rozamiento baja también el ángulo de fricción —recuerda: es su arcotangente—, y como el autobloqueo exige que el ángulo de avance quede por debajo del de fricción, lubricar reduce el margen de autobloqueo. En un sinfín al borde del umbral, engrasarlo puede ser justo lo que lo saca del bloqueo y lo deja retroceder bajo carga. Así que lubrica para domar el calor, pero diseña el ángulo de avance con holgura suficiente por debajo del umbral para que la grasa no te abra el cerrojo, o no confíes la sujeción de una carga a un par que solo bloquea en seco.
Para qué sirve y cómo se rompe
El sinfín es la elección correcta en un puñado de situaciones muy concretas. La primera es cuando necesitas una reducción grande y compacta en una sola etapa: lo que con engranajes rectos serían dos o tres etapas, el sinfín lo resuelve en un par cruzado del tamaño de la palma. La segunda, y la que de verdad lo distingue, es cuando quieres que la salida no pueda mover la entrada: sostener una carga, mantener una posición, impedir que un eje retroceda cuando sueltas el motor. Si tu requisito es "que se quede donde lo dejo sin freno", el sinfín de una entrada lo cumple por geometría.
Lo que pagas por ello es eficiencia. El sinfín autobloqueante —el de una entrada y ángulo de avance bajo— es de los pares de engranajes menos eficientes que existen: convierte en calor por rozamiento una parte grande de la energía que le entregas, a veces más de la mitad. Esa es la otra cara del autobloqueo, y conviene no generalizar: un sinfín de varias entradas y hélice empinada puede superar el 90% y compite con cualquier otro engranaje. De ese rozamiento salen sus modos de fallo, todos conocidos y todos prevenibles. El desgaste y el calentamiento por el deslizamiento continuo son el deterioro de fondo, que en plástico avanza rápido si no lubricas. El pelado de la corona —los dientes que se descabezan o se cizallan— aparece cuando el par supera lo que la sección del diente de plástico aguanta: la corona casi siempre cede antes que el sinfín, porque sus dientes son más esbeltos y trabajan de uno en uno. Por eso la práctica clásica hace el sinfín del material más duro y la corona del más blando y sacrificable —en metal, sinfín de acero y corona de bronce—, para que el desgaste se concentre en la pieza barata; en FDM, el equivalente es un sinfín en material rígido y bien acabado y una corona pensada como pieza de repuesto. Y el agarrotamiento por ajuste apretado o falta de lubricación es el que ya has visto, la espiral de calor que termina con el par fundido y bloqueado.
La defensa contra los tres es la misma combinación: corona de dientes generosos y bien rellenos para resistir el pelado, ajuste holgado lo justo para no calentar, lubricación de verdad y no exigirle al plástico un par sostenido que solo aguantaría el metal. Diseñado así, el sinfín te ofrece lo que ninguna otra etapa simple: mucha reducción, mucho par y una salida que se queda quieta sola. Cuándo conviene tumbar cada pieza y por qué la unión entre capas decide si los dientes se pelan o aguantan es la otra mitad de este trabajo, y la tienes en Orientación de capas para el movimiento.