Muelle helicoidal de compresión: la espiral clásica impresa
Imprimir un muelle helicoidal es de las cosas que mejor se ven en pantalla y peor aguantan en la mano. La espiral sale preciosa, comprime con un tacto que parece de verdad y a la tercera carga sostenida ha perdido medio recorrido o se ha abierto entre dos capas como una grieta limpia. El problema no es el dibujo. Estás pidiendo a un apilado de cordones soldados que trabaje exactamente en la dirección en la que es más débil. Un muelle es un alambre enrollado que devuelve energía a torsión, y en FDM ese alambre no es alambre: es plástico de módulo bajo y, sobre todo, anisótropo. Entender qué gobierna su rigidez y por dónde se rompe es lo que separa un retorno suave que dura de un adorno que se relaja en una tarde.
La rigidez vive de la cuarta potencia
La constante elástica de un muelle helicoidal no es un número que elijas, es uno que sale de cuatro variables y ninguna pesa lo que la intuición dice. La rigidez crece con el módulo del material y con el diámetro del alambre a la cuarta potencia; y baja con el diámetro medio de la bobina al cubo y con el número de espiras activas. En forma compacta, k ∝ G·d⁴ / (D³·N). Esa cuarta potencia es la palanca brutal: un alambre un 20 % más grueso no rigidiza un 20 %, rigidiza algo más del doble (1,2 a la cuarta es 2,07). Si tu muelle sale blando, engrosar el alambre una décima hace más que añadir cinco espiras.
El porqué físico está en cómo trabaja el material. Cuando comprimes el muelle axialmente, cada tramo de hilo no se comprime: se retuerce. La carga axial se traduce en un par de torsión que recorre toda la espiral, y la deformación se almacena como cizalla en la sección. De ahí salen los dos exponentes. El d⁴ viene de la rigidez a torsión de la propia sección circular, que crece con la cuarta potencia de su diámetro. El D³ viene de otro sitio: una bobina más ancha da más brazo de palanca a la carga (un factor D) y, a la vez, alarga el alambre enrollado (otro factor D), y ese alambre más largo acumula más giro a igualdad de par (un tercer factor D). Multiplica las dos causas y tienes el d⁴/D³. El recorrido se reparte entre las vueltas: cuantas más espiras activas, más sitios donde acumular giro, y por tanto muelle más blando y recorrido más largo.
Hay un parámetro que conviene tener en la cabeza aunque no aparezca en la fórmula: el índice del muelle, la relación entre el diámetro de la bobina y el del alambre (D/d). Cuando ese índice es bajo —espiras muy apretadas, alambre gordo para una bobina pequeña— la curvatura concentra tensión en la cara interior de cada espira. Y la cara interior es justo donde, en una pieza impresa, antes se abre una capa. Un índice demasiado bajo no solo es difícil de imprimir limpio: carga el plano débil donde más duele.
Y aquí entra el primer aviso de FDM: la fórmula presupone un módulo conocido y constante. En una pieza impresa el módulo efectivo del "alambre" depende de cómo se deposita el cordón en cada sección y de cómo sueldan las capas entre sí, así que la rigidez real se desvía de la teórica, casi siempre por abajo. La fórmula te da la tendencia y el orden de magnitud; el número fino lo da la pieza impresa y medida.
De fuerza a recorrido: lineal hasta que las espiras se tocan
Un muelle de compresión hace una cosa muy concreta: convierte una fuerza axial en un desplazamiento lineal, y lo hace con una curva fuerza-recorrido casi recta. Empujas con el doble de fuerza y baja el doble. Hasta un límite. Ese límite es el bloqueo de espiras (solid height): cuando las vueltas se tocan entre sí, el muelle deja de ser muelle y se vuelve un cilindro macizo. La curva, que venía siendo una rampa suave, se dispara vertical de golpe. Pasado el bloqueo ya no almacenas energía, comprimes plástico contra plástico.
Esa linealidad es lo que hace predecible un muelle cilíndrico, y a veces no es lo que quieres. Si enrollas el alambre en cono o con paso variable, la curva deja de ser recta: las espiras de mayor diámetro, más flexibles, ceden primero, y a medida que se aplastan entra en carga material más rígido. El resultado es una respuesta progresiva —suave al principio, dura al final— que absorbe golpes pequeños con suavidad y los grandes sin tocar fondo. El cono tiene además una ventaja geométrica que se agradece en FDM, pero con una condición: si diseñas cada espira para que anide dentro de la anterior —diámetro menor que el hueco interior de la vuelta que la rodea y altura de espira que no supere el grosor del alambre—, al comprimirse el muelle colapsa casi plano, lo que reduce la altura de bloqueo y libera mucho más recorrido útil en el mismo volumen. Un cono genérico no hace esto solo: si las espiras topan radialmente o el alambre no anida, bloquea tan pronto como cualquier otro.
Cuándo el plástico vale y cuándo necesitas acero
Conviene ser honesto sobre para qué sirve un muelle impreso. Sirve de sobra para un retorno de recorrido largo y fuerza modesta —una tapa que vuelve a su sitio, un pulsador que recupera, un mecanismo que necesita empuje suave y constante—, para amortiguación blanda y para prototipos donde quieres validar geometría y tacto antes de comprar nada. En todos esos casos el muelle impreso es la solución más limpia: cero herrajes, cero montaje, un cuerpo monolítico que sale de la cama listo.
Donde no sirve es donde de verdad importan la fuerza y la vida útil. Un muelle impreso bajo carga sostenida fluye y se relaja: el plástico cargado deja correr la tensión despacio, y lo que el primer día empujaba con fuerza, semanas después empuja con la mitad. Para precarga que tenga que durar, o para miles de ciclos a fuerza real, casi siempre la respuesta correcta es embeber un muelle metálico y dejar que la pieza impresa sea solo su alojamiento y su guía. No es rendirse: es poner cada material a hacer lo que sabe. Cómo integrar ese muelle de acero —su asiento, su guía, su precarga— es el mismo problema que cualquier otro componente metálico dentro de una pieza FDM, y lo trata Hardware embebido: imanes, rodamientos e insertos.
La orientación lo decide casi todo
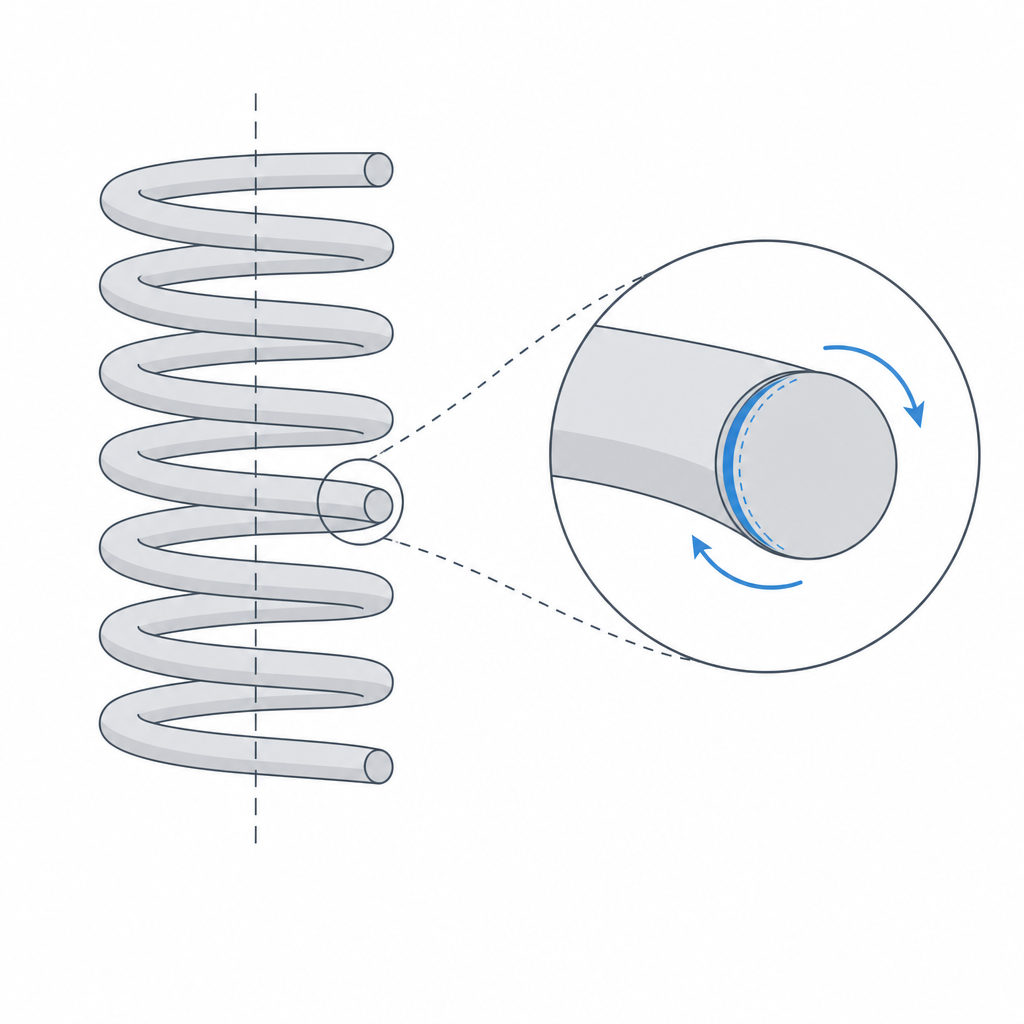
Aquí está la trampa que arruina la mayoría de los muelles impresos, y es de proceso, no de cálculo. Una pieza FDM es anisótropa: fuerte a lo largo de los cordones, débil entre capas, donde solo la sujeta la soldadura de una capa con la siguiente (lo desarrolla Orientación de capas para el movimiento). Un muelle trabaja a torsión en cada tramo de su hilo, y esa torsión genera tensiones que, según cómo orientes la pieza, caen de lleno sobre el plano débil.
Si imprimes el muelle de pie, con el eje de la hélice vertical, las capas se apilan perpendiculares a ese eje y cada espira queda cortada por planos de capa horizontales. Al comprimir, la torsión del alambre tira justo de separar esas capas: el muelle delamina, se abre entre dos cordones como una cremallera, y lo hace pronto y sin avisar. Tumbar la pieza no elimina el problema, y a cambio introduce coste: cambias qué planos de capa quedan cargados, pero la geometría helicoidal hace que el hilo cruce los planos de capa en algún tramo de cada vuelta, así que siempre hay material trabajando contra la soldadura. En pasos bajos, con el eje horizontal, una buena parte del alambre corre cerca del plano de la cama, a lo largo de los cordones, y la fracción crítica cargada en pelado se reduce de forma apreciable; pero a cambio necesitas soportes que marcan la superficie de la espira y crean planos de fallo nuevos. No existe una orientación mágica que ponga toda la hélice en el plano fuerte; lo único que eliges es cuánto de la espira queda comprometida y qué pagas por reducirlo.
Por eso el material pesa tanto como la orientación. Un alambre con buena elongación antes de romper tolera que la soldadura intercapa trabaje cargada sin agrietarse: el TPU, el PP y el nylon superan ampliamente al PLA, que es rígido y frágil y se abre entre capas al primer ciclo serio. El TPU además es elástico de serie, así que absorbe deformación donde un PLA acumularía tensión hasta romper una capa. Y hay un límite de resolución insalvable. Un alambre fino —justo lo que la cuarta potencia te empuja a evitar si buscas fuerza— puede quedar por debajo de lo que tu boquilla resuelve con varios cordones, y sale hueco, irregular o sin soldar entre vueltas. El extremo opuesto también falla: si el paso es demasiado pequeño para tu boquilla, las espiras se fusionan entre sí y el muelle sale macizo, un cilindro que no flexiona. Entre esos dos límites —alambre demasiado fino que no suelda, paso demasiado fino que sí lo hace de más— está la ventana en la que de verdad sale un muelle.
Imprimirlo para que aguante
Un muelle es de las piezas donde los parámetros del laminador pesan tanto como la geometría, porque todo lo que mejore la soldadura entre capas ataca directamente el modo de fallo dominante. Lo primero es el grosor del alambre: que no baje de tres o cuatro anchos de extrusión, para que la sección la formen perímetros completos y no un relleno que en una sección tan pequeña sale pobre. Imprime el alambre todo a perímetros, con 0 % de relleno: el número de contornos debe cubrir el grosor de lado a lado. Una altura de capa fina aumenta el número de soldaduras por unidad de longitud y mejora el solapamiento entre cordones, justo donde la torsión quiere abrir. Y como la delaminación es un problema de adhesión, juega a favor de ella: temperatura de extrusión en la parte alta del rango del material, velocidad baja en los perímetros y el ventilador justo al mínimo que la geometría tolere sin deformar. Cada uno de esos ajustes compra unos cuantos newtons antes de que la primera capa ceda.
Los tres modos de fallo, por orden de probabilidad
Un muelle impreso falla de tres maneras, y conviene reconocerlas porque cada una se corrige distinto.
El dominante en plástico rígido es la delaminación entre capas en las espiras: la torsión abre la soldadura intercapa y la grieta corre limpia entre dos cordones. Es el fallo que acabamos de ver, y se combate por material y orientación, no por engrosar —un alambre más grueso de PLA mal orientado se abre igual, solo que más tarde. La defensa real es un material elástico, una soldadura de capa cuidada en el laminador y asumir que la hélice nunca queda enteramente en el plano fuerte.
El segundo es la fluencia y relajación: bajo compresión mantenida, el plástico cede despacio y el muelle pierde fuerza y altura libre con el tiempo. No se rompe; se rinde. El PLA es de los peores aquí pese a su rigidez, y el calor de servicio lo acelera. Pero ojo con la conclusión fácil de que "material elástico" lo resuelve: el TPU vence la delaminación, pero su deformación remanente bajo carga mantenida (compression set) suele ser peor que la del PLA. Un muelle de TPU comprimido durante días también pierde altura y fuerza, a veces más. Para retorno suave e intermitente vale; para una precarga que viva siempre comprimida, no. La única cura de verdad para precarga duradera es el acero embebido.
El tercero es el pandeo lateral: un muelle esbelto —mucha altura libre para poco diámetro— no se comprime recto, se arquea hacia un lado y se sale de su sitio. Es geometría pura de columna comprimida, no un defecto de FDM, pero el módulo bajo del plástico lo hace aparecer antes que en un muelle metálico equivalente. La regla práctica: vigila la relación entre altura libre y diámetro medio (Lf/D). Por encima de 4 con los extremos sueltos —y ya cerca de 2,6 si los extremos quedan planos y guiados— el pandeo es probable. Si caes ahí, dale una guía: un vástago central por dentro o un cilindro por fuera que le impida arquearse. Sin guía, un muelle esbelto convierte la carga axial en un latigazo lateral mucho antes de llegar a su recorrido útil.
| Necesidad | Recomendación | Por qué |
|---|---|---|
| Retorno suave, recorrido largo | Imprime en TPU/nylon, no PLA | la elongación tolera la torsión intercapa |
| Fuerza alta o muchos ciclos | Embebe muelle de acero | el plástico fluye y delamina |
| Precarga durante días | Acero embebido, sin alternativa | la fluencia roba fuerza, y el TPU también se deforma |
| Respuesta progresiva / colapso plano | Cono telescópico o paso variable | las espiras flexibles ceden primero |
Muelle esbelto (Lf/D ≳ 4) |
Añade guía central o externa | evita el pandeo lateral |
Si la conclusión es "necesito fuerza de verdad y que dure", el muelle deja de ser una pieza impresa y pasa a ser un componente de acero dentro de tu diseño: el trabajo se traslada a alojarlo y precargarlo bien, que es justo de lo que va Hardware embebido: imanes, rodamientos e insertos.