Bisagra viva: una pared fina que flexiona
Una bisagra viva es una articulación sin pasador, sin pieza separada y sin holgura que calibrar: una franja de pared deliberadamente fina que une dos partes rígidas y hace de pliegue por sí misma, una y otra vez, porque el propio plástico flexiona en esa banda. Es la articulación más barata que existe —no añade montaje ni tolerancias: no añade nada— y a la vez la más exigente con dos cosas que casi nadie controla: el espesor de la franja, medido en décimas, y la dirección en que corren las capas. Acierta con esas dos, cuida el radio del pliegue y acondiciona la franja, y tienes una tapa que abre diez mil veces; fállalas y se descose al primer pliegue. A diferencia de casi todo lo demás en FDM, aquí el material no es un detalle de acabado: decide si la bisagra existe.
Por qué dobla un puente de plástico y no se rompe
La mecánica es la de una viga en flexión llevada al extremo. Tienes dos bloques rígidos y, entre ellos, un puente tan delgado que toda la deformación del pliegue se concentra ahí. Cuando doblas, la cara exterior de la franja se estira en tracción y la interior se comprime, y como la sección es mínima, esa deformación se reparte en una banda estrecha en lugar de exigir nada al resto de la pieza. Esa concentración controlada es precisamente lo que quieres: la bisagra trabaja, lo demás descansa.
El problema es que doblar significa deformar, y deformar repetidamente significa fatiga. Aquí es donde el material lo decide todo. Un plástico semicristalino y tenaz como el polipropileno sobrevive porque combina alto alargamiento a rotura y bajo módulo —poca deformación para un ángulo dado—: en el primer doblez sus cadenas se reorientan en la zona del pliegue, y a partir de ahí la franja flexiona de forma mayoritariamente elástica, sin acumular daño ciclo a ciclo. El PLA hace lo contrario. Es rígido y frágil, su alargamiento a rotura es bajo, y cada flexión va dejando microfisuras hasta que una se propaga y parte la franja. Una bisagra viva en PLA no es una bisagra viva: es una franja que aguanta unos pocos dobleces y luego se rompe.
El polipropileno es el material de referencia: su tenacidad y su recuperación elástica están hechas a medida de este trabajo. El TPU también flexiona indefinidamente, pero por su baja rigidez sirve mejor como pieza flexible entera que como franja-bisagra fina y de forma definida; el PETG bien impreso y poco exigido aguanta dobleces modestos, pero en franja delgada es relativamente frágil a flexión repetida y no juega en la liga del PP. El PLA es para tapas que abrirás un puñado de veces.
El espesor de la franja manda sobre todo lo demás
Todo se juega en el grosor de esa pared. Es el parámetro dominante, y tiene una ventana estrecha por ambos extremos. Demasiado gruesa y la franja no flexiona: se resiste, y la deformación que no puede distribuir en una banda ancha se concentra en una línea y la agrieta. Demasiado fina y no hay sección que aguante la tracción del pliegue: se desgarra. El rango útil para una bisagra que vaya a durar está típicamente entre 0,3 y 0,5 mm. Importa además que ese espesor no quede en una sola capa: una franja monocapa es frágil y se desgarra con facilidad, así que apunta a al menos dos o tres capas de altura en la zona flexible.
Pero el espesor no trabaja solo: trabaja con el radio del doblez. La deformación máxima en la fibra exterior crece con el grosor y baja cuanto más amplio sea el radio sobre el que se reparte el pliegue. Una franja fina doblada sobre un radio generoso distribuye la flexión en una banda y cada punto del material trabaja poco; esa misma franja doblada en un ángulo vivo concentra todo el estiramiento en una línea: ahí el plástico cede, se emblanquece —ese emblanquecimiento es daño, microvacíos abriéndose en el material— y adelgaza hasta romper. Diseña la zona de bisagra para que doble en una banda, no en una arista. Si la geometría de tu tapa fuerza un pliegue cerrado, ensancha la franja flexible para que el ángulo se abra a lo largo de varios milímetros en vez de morder en un solo punto.
| Parámetro | Valor de partida | Por qué |
|---|---|---|
| Espesor de la franja | 0,3–0,5 mm | fina para flexionar, con sección para no desgarrar |
| Capas en la franja | 2–3 mínimo | una monocapa es frágil y se desgarra |
| Anchura de la zona flexible | varios mm | reparte el pliegue en una banda, no en una línea |
| Material | PP > TPU ≫ PETG ≫ PLA | tolerancia a flexión repetida y recuperación elástica |
| Orientación de capa | paralela al eje de doblez | la flexión sigue los cordones, no los separa |
La orientación de capa no es una recomendación: es la bisagra
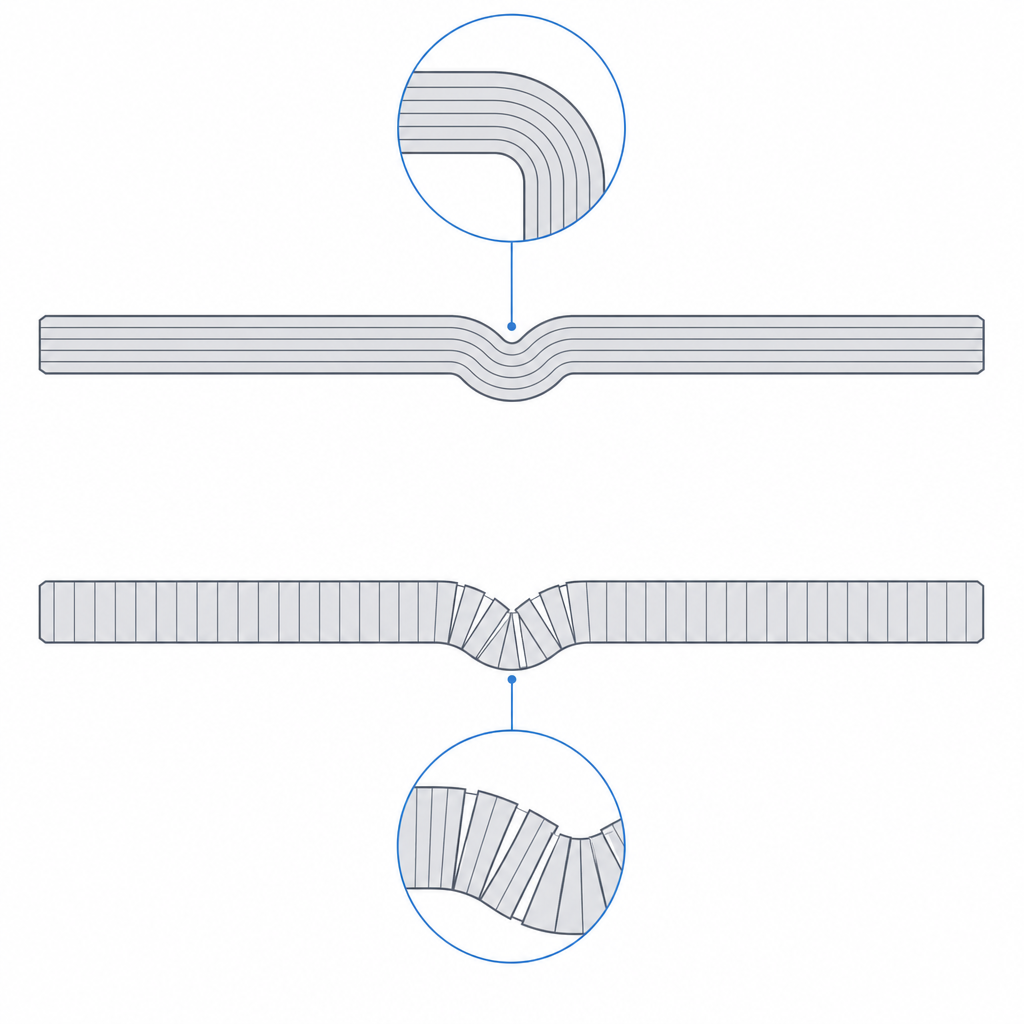
Aquí es donde el FDM impone su ley con más dureza que en ningún otro mecanismo. Una pieza impresa es anisótropa: fuerte a lo largo de los cordones, débil entre capas, donde solo la sujeta la soldadura de una capa con la siguiente. En una bisagra viva esa debilidad no es un matiz: es la frontera entre una articulación funcional y una pieza que se parte al primer movimiento.
Las capas tienen que correr a lo largo de la línea de doblez, paralelas al eje de la bisagra. En la práctica esto significa imprimir la pieza tumbada y plana sobre la cama, con la franja sobre el plano y los cordones recorriendo toda la longitud del eje dentro de cada capa. Hecho de este modo, cuando la franja flexiona, la flexión sigue los cordones en toda su longitud: el material trabaja a lo largo de la fibra, que es su dirección fuerte, y la unión entre capas ni lo nota. Si en cambio la línea de capa cruza la bisagra —las capas apiladas perpendiculares al eje de doblez, como ocurre al imprimir la pieza de canto—, cada pliegue tira directamente de la soldadura intercapa, el plano más débil y donde la tracción es máxima. La franja no flexiona: delamina. Se abre entre dos capas como una grieta limpia, casi siempre al primer doblez. Es el mismo modo de fallo que descose un snap-fit impreso de canto, llevado a su forma más despiadada porque aquí la pieza entera no tiene otra función que doblar. Esta es la decisión que más bisagras vivas mata, y no se ve en la pantalla: se decide al colocar la pieza sobre la cama.
Imprimir la franja entera y de una pasada
Con la orientación resuelta, la integridad de la franja depende de cómo se deposita ese poco material. La zona de bisagra es tan delgada que cualquier interrupción del cordón en esa zona es un defecto a la espera de ser una grieta. Lo que quieres es que la franja se imprima con una pasada continua, sin retracciones ni arranques dentro de la zona flexible: cada vez que la boquilla corta y reanuda el flujo deja una unión más débil, y una bisagra viva no tiene material de sobra para perdonar uno de esos puntos. Una franja recorrida de un tirón es una franja sin costuras internas que puedan abrirse.
Esto encaja con lo anterior: con la pieza tumbada y las capas paralelas al eje, cada capa de la franja puede ser un cordón largo y limpio a lo largo de toda la línea, sin tener que cerrar el contorno justo donde flexiona. Sube unos pocos grados la temperatura de extrusión —cinco o diez sobre tu valor habitual— para que la soldadura entre cordones de esa banda sea lo más sólida posible, pero sin pasarte: demasiada temperatura empeora el control dimensional de una franja de 0,3 mm. Y baja la velocidad al recorrerla: la franja es minúscula, no ganas casi nada imprimiéndola rápido y te juegas la única zona que importa. La misma lógica de cuidar la soldadura allí donde se concentra la tensión —la que gobierna otros encajes a presión, y que razona Interferencia sin agrietar— se aplica aquí a la pieza entera.
Para qué sirve y cómo falla
La bisagra viva brilla cuando quieres una articulación que sea una sola pieza, sin montaje y sin tolerancias: tapas de cajas, cierres de tapa abatible, estuches, cualquier cosa que doble unas pocas o muchas veces y deba salir de la impresora ya articulada. No hay pasador que se pierda, no hay agujero que calibrar, no hay holgura que medir. Ahí está todo su valor, y es enorme cuando el material, el radio y el acondicionamiento acompañan.
Conviene nombrar con claridad cómo falla, porque cada modo apunta a una causa distinta y a un arreglo distinto. El primero es fatiga: la franja aguanta dobleces pero acaba agrietándose tras unos ciclos; si pasa pronto, casi siempre es PLA pidiendo a gritos un polipropileno o un TPU. El segundo es delaminación: rotura limpia al primer doblez, que es orientación de capa equivocada y no admite otro remedio que reorientar. El tercero es el emblanquecimiento con estricción: la franja se aclara y se afina en una línea —estricción, ese adelgazamiento localizado— porque el pliegue es demasiado cerrado y concentra todo el estiramiento en un punto; se cura ensanchando la zona flexible o ampliando el radio del doblez. Diagnostica por el aspecto de la rotura —fatiga progresiva, delaminación recta entre capas, o estricción emblanquecida— y sabrás cuál de las tres palancas —material, orientación o geometría— te toca mover.
Si tu articulación tiene que girar bajo carga o repetir muchísimos ciclos con precisión, la bisagra viva deja de ser la respuesta y el pivote con pasador vuelve a la mesa, con todo lo que eso implica de holgura calibrada. Pero antes de cualquiera de esas decisiones, lo que de verdad gobierna si una pieza móvil sobrevive a la impresora es cómo apilas las capas; lo tienes entero en Orientación de capas para el movimiento.