Hardware embebido: imanes, rodamientos e insertos
El plástico impreso tiene tres debilidades que no se arreglan con un mejor diseño: aguanta mal las roscas, se desgasta rápido bajo fricción y no genera campo magnético. La forma seria de construir un mecanismo que dure no es pelear contra eso, sino delegarlo. Embebes la pieza metálica comprada que sí sabe roscar, girar o agarrar, y el plástico se queda con lo que hace bien: dar forma y posición. Insertos, tuercas, imanes, rodamientos y ejes convierten una carcasa impresa en algo que se atornilla, gira y cierra como un producto de verdad. Todo el oficio está en una sola cosa: el bolsillo que captura ese herraje.
Dos formas de capturar un herraje, y la carga decide
Cada bolsillo embebido es una de dos estrategias, y eliges entre ellas con una pregunta: ¿la pieza comprada va a ver carga, o solo tiene que estar ahí?
Si ve carga —un rodamiento que aguanta un eje, un inserto que recibe el par de un tornillo, un imán que tira de una tapa cien veces al día— quieres un ajuste a presión: el bolsillo es ligeramente más pequeño que el herraje y lo sujeta por interferencia. No hay pegamento, no hay juego, y la pieza no se mueve ni un pelo cuando trabajas sobre ella. Es el mismo razonamiento del ajuste de interferencia de Elegir ajustes: holgura, transición, interferencia, solo que aquí la pieza que metes a la fuerza es metálica y no perdona: si te pasas de apriete, lo que se rompe es el plástico.
Si no ve carga —un imán decorativo, una pieza que solo marca posición— te sobra con caída más adhesivo: el bolsillo deja unas décimas de holgura para que el herraje entre sin esfuerzo, y una gota de cianoacrilato lo fija. Es más tolerante a la deriva de tu impresora y no agrieta nada, pero depende del pegamento, así que no lo uses donde haya fuerza arrancando la pieza.
Insertos térmicos: la rosca metálica reutilizable
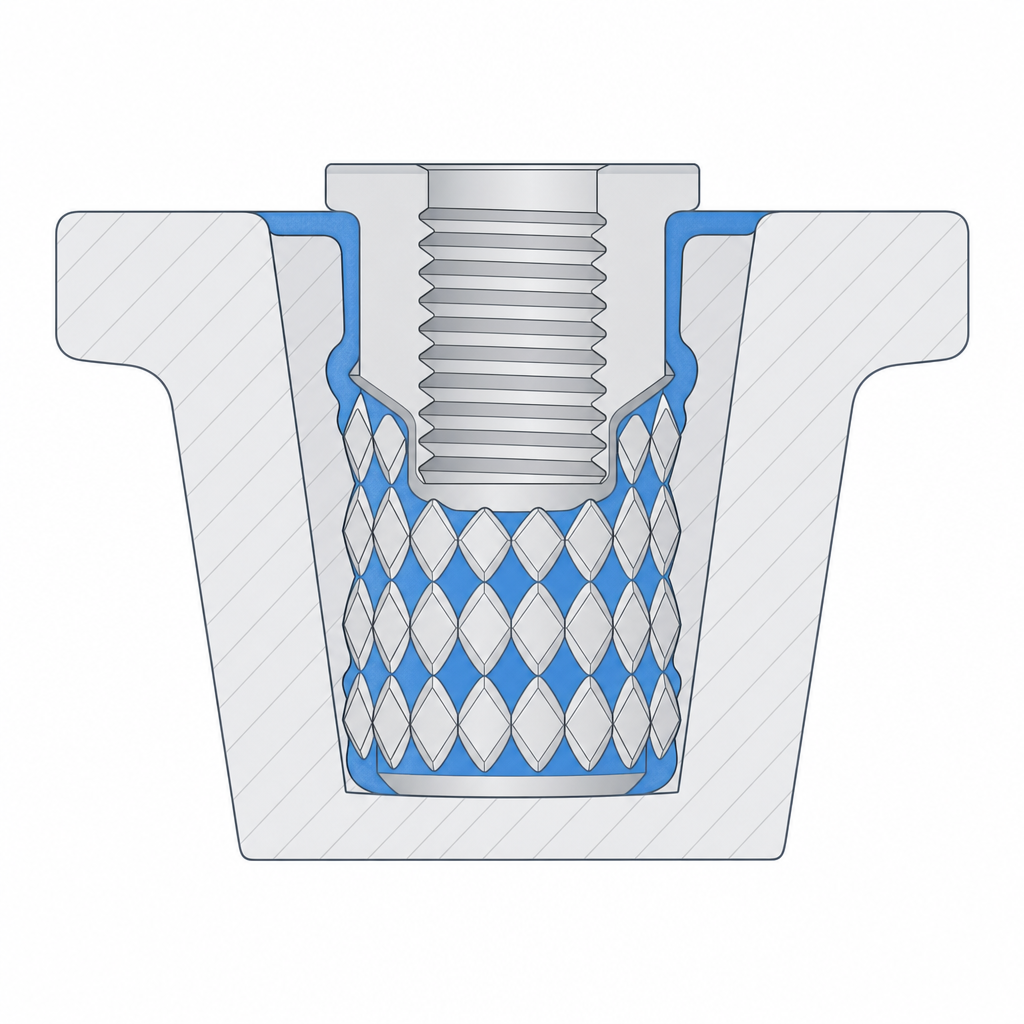
El caso de carga más común es la rosca. Un inserto térmico es un casquillo de latón con el exterior moleteado que se funde dentro de un agujero ligeramente más estrecho que él: la punta del soldador lo calienta —del orden de 220–250 °C para PLA, bastante por encima de su temperatura de reblandecimiento—, el plástico se funde y fluye hacia el moleteado, y al enfriar queda una rosca metálica que aguanta cientos de montajes en vez de descascarillarse como una rosca impresa en el propio plástico. Es exactamente un ajuste de interferencia, pero hecho con calor en lugar de fuerza bruta.
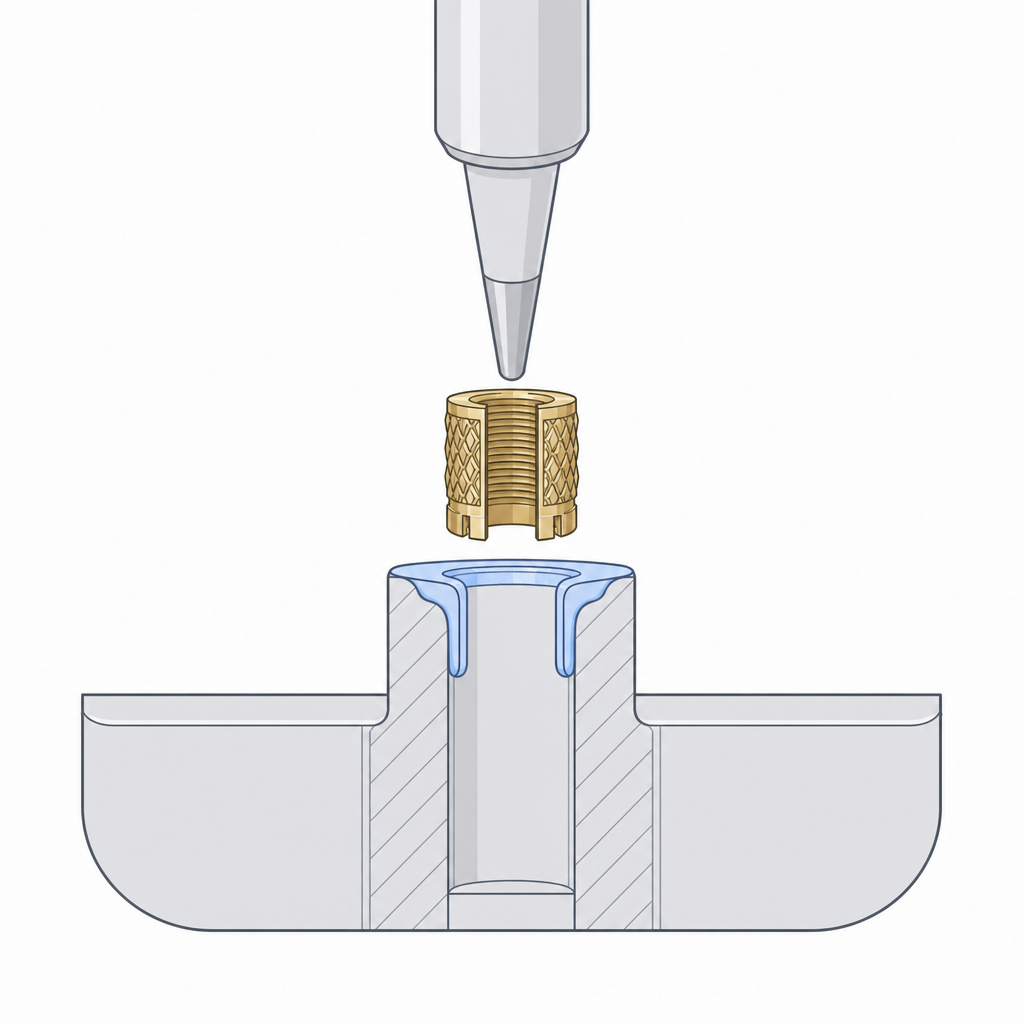
El detalle de salientes, pared y cota del agujero piloto está en Diseñar para insertos térmicos; aquí basta con saber que comparte el mismo principio que el resto: un hueco impreso a la medida exacta de una pieza estándar.
Imanes: la polaridad antes que el pegamento
Un imán de neodimio en un bolsillo te da cierres de quita y pon sin pestillos ni muelles. Pero los imanes tienen un fallo que el plástico no: una orientación equivocada arruina la pieza de forma silenciosa. Si pegas dos imanes que se repelen, la tapa rebota en vez de cerrar, y cuando lo descubres ya tienes cianoacrilato curado en el bolsillo. Marca la cara de cada imán con un rotulador antes de montar nada, junta físicamente los dos imanes que van a emparejarse para ver cuáles se atraen, y solo entonces decide qué cara va al fondo de cada bolsillo.
El bolsillo va ciego —cerrado por una capa fina de plástico por debajo— por dos razones. Estética: el imán no asoma por la cara exterior. Y fabricación: esa cara cerrada es un techo que la impresora puentea, así que el bolsillo no necesita soportes. Una pared de cierre de 0,6–0,8 mm —tres o cuatro perímetros de techo— basta para ocultar el imán sin matar apenas la fuerza de cierre; con menos, el puente sale combado y agujereado.
No lo metas a presión real: el neodimio es sinterizado y frágil, y su recubrimiento de níquel salta o se astilla con el apriete. En la práctica los imanes casi siempre van con holgura más adhesivo, no a presión. Y como la superficie a pegar es níquel liso —mala base para el cianoacrilato—, ayuda usar activador o epoxi, y dejar una ranura de venteo en el fondo del bolsillo ciego para que escapen el aire y el exceso de pegamento; en un hueco totalmente cerrado el cianoacrilato, que cura por humedad, tarda en agarrar o no agarra.
Respeta además un límite físico que no aparece en ninguna cota: el calor desmagnetiza. Un neodimio estándar (N35–N52 sin sufijo de alta temperatura) tiene una temperatura máxima de servicio en torno a 80 °C, y por encima pierde magnetización de forma irreversible. Eso pone en la diana a la cama caliente (60 °C) y, sobre todo, a embeber por pausa cerca del hot end o pegar junto a un inserto recién fundido. Pega los imanes al final, lejos del soldador.
Rodamientos: interferencia en centésimas y pared que no agrieta
Cuando un casquillo impreso ya no basta —porque hay revoluciones, carga radial o ganas de un giro sin juego— alojas un rodamiento estándar. El 608 (8 mm de eje, 22 de diámetro exterior, 7 de ancho) es el caballo de batalla, pero el razonamiento sirve igual para un 623 o un 688.
El asiento se diseña a presión, con una interferencia en el orden de las centésimas a una décima escasa, nunca en micras. Recuerda que en FDM tu banda de tolerancia real ronda ±0,1–0,2 mm —y XY suele salir mejor que Z—: la interferencia de micras que fija un rodamiento en un alojamiento de aluminio mecanizado desaparece en el ruido de tu impresora y te deja un asiento flojo. Diseña el agujero del alojamiento entre 0,0 y 0,10 mm por debajo del diámetro exterior del rodamiento; con eso, y con la elasticidad que ya aporta el propio plástico, lo metes con la mano o con un ligero golpe. Pasarte de ahí no lo aprieta mejor: agrieta la pared.
Aquí aparece el modo de fallo propio del plástico: el aro exterior de acero no cede, así que cede tu pared. Si la pared alrededor del asiento es fina, la interferencia la abre y agrieta a lo largo de las capas —que es justo por donde una pieza FDM se separa antes—. Deja material de sobra alrededor, comparable al grosor de la pared del propio rodamiento, para que el asiento abrace sin reventar. El detalle de cómo dimensionar esa pared está en Interferencia sin agrietar. Un hombro en el fondo del alojamiento posiciona la profundidad del rodamiento sin que tengas que afinar el apriete para frenarlo.
| Cota | Valor de partida | Por qué |
|---|---|---|
| Diámetro exterior del 608 | 22,0 mm | nominal del rodamiento |
| Diámetro del alojamiento | 21,90–22,00 mm | 0,0–0,10 mm de interferencia, entra a mano |
| Pared alrededor del asiento | ≥ 3 mm | reparte la tensión, evita la grieta entre capas |
| Hombro de tope | 0,8–1,0 mm de saliente | fija la profundidad sin apriete extra |
Embeber por pausa: encerrar el herraje dentro de la pieza
Hay una jugada que el FDM permite y el mecanizado no: parar la impresión a media altura, dejar caer el herraje en su hueco y reanudar para que las capas siguientes lo encierren por completo. La pieza terminada no muestra ninguna abertura; la tuerca o el imán quedan atrapados dentro del sólido, imposibles de sacar sin romperlo.
Modelas un bolsillo del tamaño del herraje y le dices al programa de laminado que inserte una pausa en la capa justo por encima del borde superior del bolsillo. La impresora llega ahí, se detiene y retira el cabezal; tú colocas la tuerca o el imán en su sitio —comprobada la polaridad si es imán— y reanudas. La capa siguiente se imprime sobre el plástico y sobre el herraje a la vez, cerrándolo dentro.
Funciona especialmente bien para tuercas que tienen que quedar embebidas en mitad de una pared, donde no hay ningún lateral por el que meterlas después. Si en cambio la tuerca puede entrar por un canto accesible, suele bastar un bolsillo lateral normal, como el de Tuercas cautivas y holguras de tornillo. Tres cuidados con la pausa, y dos son estructurales:
- El herraje no debe sobresalir del plano de la capa de reanudación. Si una tuerca asoma por encima, el cabezal la golpea y la arrastra al reanudar —es el error número uno al embeber por pausa, y suele acabar con la pieza arrancada de la cama—. Déjalo enrasado o por debajo de la siguiente capa, con una holgura mínima para que asiente bien.
- La pausa enfría la unión entre capas. En una pausa larga, la última capa antes de parar baja de la temperatura de buena soldadura, y la capa que llega después suelda mal contra ella: queda un plano de delaminación justo donde está el herraje. Minimiza el tiempo de pausa, mantén la cama caliente y evita que la pieza se enfríe del todo.
- No pauses sobre una superficie a la vista, porque la costura de la pausa casi siempre deja marca en la capa.
El techo del bolsillo es un puente, y los puentes anchos se vencen
Cualquier bolsillo cerrado por arriba —el fondo ciego de un imán, la cara superior de una tuerca embebida, el agujero pasante de un tornillo que cruza un hueco— obliga a la impresora a tender una capa de puente sobre el vacío del bolsillo. La boquilla cruza el hueco sin nada debajo, confiando en que el cordón tense entre los dos bordes antes de descolgarse. Si el bolsillo es estrecho, el puente sale limpio. Si es ancho, el plástico caliente se vence en el centro y el techo queda combado, con hilos colgando o con la cota cerrada.
Diséñalo pensando en ese cruce. Un puente lineal corto no es problema: con buena refrigeración el FDM cruza limpiamente diez milímetros de sobra, y decenas de milímetros son posibles ajustando velocidad y flujo. El que de verdad cuelga es el techo ancho en dos direcciones, donde no hay un borde cercano del que tensar en ninguna dirección. Si el bolsillo tiene que ser ancho así, dale al techo un pequeño chaflán en lugar de un escalón plano y repentino: una transición inclinada da a cada capa algo de material debajo y convierte un puente imposible en un voladizo manejable. Y acepta que la primera capa sobre el hueco siempre saldrá un poco peor que el resto; ponla donde no se vea ni tenga que casar con una cota fina.
Orienta el bolsillo para que el herraje entre recto
El último detalle es de orientación, y decide si tus paredes salen limpias. Un bolsillo cuyas paredes son verticales —paralelas al eje de impresión— se construye apilando cordones uno sobre otro: caras lisas, cota fiel, el herraje entra recto y a presión sin resistencia. Un bolsillo cuyas paredes quedan en voladizo se imprime escalonado, con cada capa volada sobre la anterior; las caras salen rugosas, la cota se ensancha hacia abajo y el ajuste a presión que calculaste se convierte en un agujero impreciso.
Por eso, orienta la pieza para que la boca del bolsillo mire hacia arriba y sus paredes caigan verticales. Eso alinea tres cosas a la vez: las paredes salen limpias, el fondo ciego se convierte en un puente corto en lugar de un voladizo profundo, y la grieta que más temes queda controlada. Porque la fuerza de interferencia de un rodamiento es radial: empuja la pared del alojamiento hacia afuera por igual en todas las direcciones del plano, sin importar cómo orientaste las capas. Lo que sí importa es que esa presión tiende a abrir la pared a lo largo del plano de capa, por cizalla entre ellas. La orientación que da las paredes bonitas es casi siempre la misma que deja ese plano débil donde menos daño hace.
Con el bolsillo bien orientado y el techo resuelto como puente, el herraje es ya la parte fácil. Para los dos casos que más se repiten —la rosca reutilizable y el tornillo cautivo— sigue con Diseñar para insertos térmicos y Tuercas cautivas y holguras de tornillo, que convierten estas reglas generales en las cotas concretas de cada pieza.