Correa dentada y polea (GT2/HTD): transmisión sin holgura
Cuando necesitas que un motor que gira aquí mueva un eje que está allí, y que cada vuelta del motor se traduzca en una vuelta exacta del eje, sin pérdidas por el camino, la correa dentada es la respuesta. Es el sistema que mueve el cabezal de tu impresora 3D, y no por casualidad: una correa con dientes que engranan en una polea dentada transmite rotación a distancia sin deslizamiento y sin holgura de inversión —backlash—, que es justo lo que pide cualquier eje que tenga que posicionar y repetir posición. El problema, cuando la polea la imprimes tú en FDM, es que ese diente —la pieza minúscula de la que depende todo— es también lo primero que se descascarilla, se redondea o salta. Este artículo trata de por qué la correa dentada posiciona tan bien y de cómo imprimir una polea que aguante engranando.
Por qué no hay holgura: la cinemática del engrane
La correa dentada engaña a la intuición porque parece un sistema de fricción —una cinta que abraza una rueda— pero no transmite por fricción, transmite por forma. La banda es de baja elongación: lleva un alma de fibra de vidrio (o de acero, donde hace falta más rigidez) embebida en el caucho precisamente para que se estire lo menos posible bajo carga. Sus dientes caen en los valles de la polea y topan contra el flanco del diente siguiente, de modo que la polea avanza diente a diente, como contando. Esa es la diferencia con una correa plana, que sí desliza un poco bajo par y pierde sincronía.
De ahí sale la relación de transmisión, y es exacta: si la polea motriz tiene z dientes y la conducida z', la relación de velocidades es z'/z, sin el deslizamiento que ensucia las transmisiones por fricción. No hay un coeficiente de agarre que dependa de la tensión; hay dientes que se cuentan. Por eso una correa dentada no acumula error: da mil vueltas y la posición sigue cuadrando al diente.
Conviene matizar de dónde sale ese cero. La correa dentada sí tiene un pequeño juego inherente entre diente y valle, especificado por el fabricante; el backlash práctico se anula porque el ramal va tensado, y la tensión precarga el engrane en el sentido de la carga. Sin tensión hay holgura. El cero-backlash no es un tope geométrico absoluto: es lo que consigues mientras la correa esté tirante.
El perfil del diente importa más de lo que parece. El antiguo perfil trapezoidal (las correas T2.5, T5, XL) tiene flancos rectos, y eso le sale caro de dos maneras: el diente recto interfiere al entrar y salir del engrane, y concentra la carga en la punta del flanco en lugar de repartirla. El perfil GT2 —paso de 2 mm, diente curvo, casi semicircular— se diseñó para corregirlo: el flanco curvilíneo apoya sobre más superficie del diente y reparte la tensión por todo el flanco en vez de cargar la punta; el resultado es menos vibración, menos interferencia de engrane y menos desgaste a igualdad de tamaño. El HTD es la misma idea de diente redondeado en pasos mayores, para más par.
Lo que GT2 no corrige es el efecto poligonal o acción cordal: como la correa se enrolla sobre un polígono de N lados y no sobre un círculo perfecto, el paso efectivo sube y baja a cada diente que entra, y eso mete una pequeña variación de velocidad. Ese efecto depende del número de dientes engranados, no del perfil, y existe igual en GT2 que en trapezoidal; solo se atenúa subiendo dientes en la polea. Para posicionar con finura, GT2 es el estándar, y no por capricho.
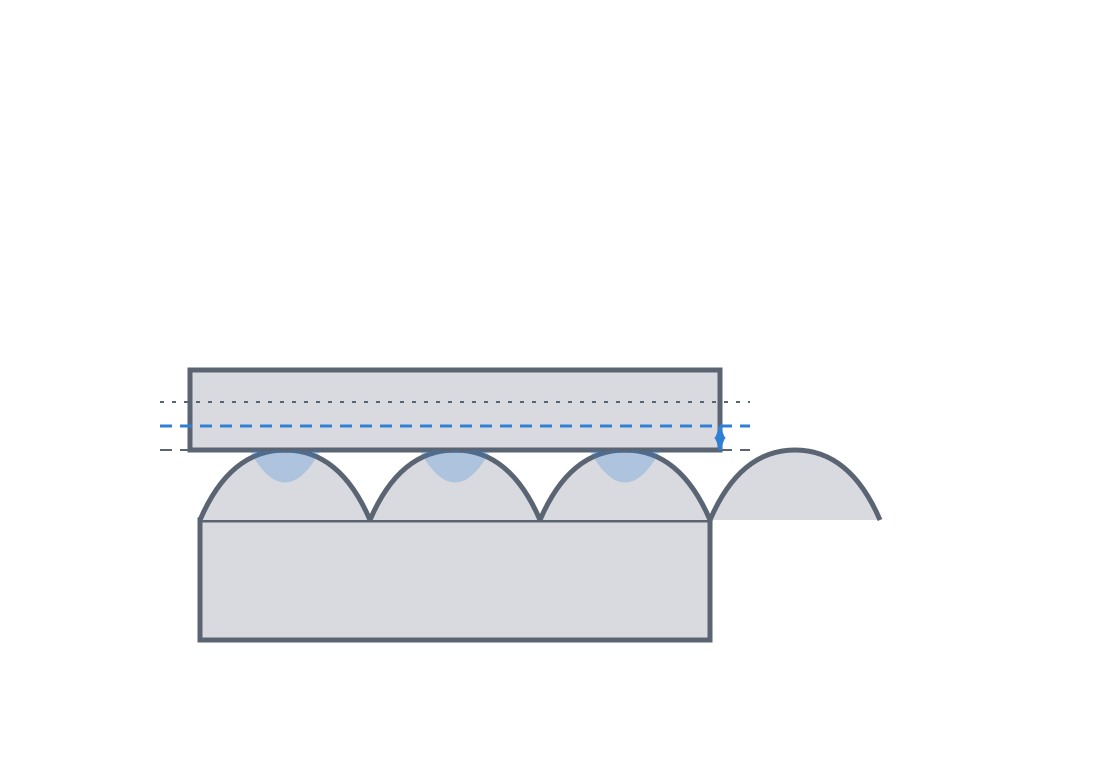
Con la cinemática viene la cota que más se equivoca. La correa engrana en el diámetro primitivo de la polea, no en su diámetro exterior. El primitivo es la circunferencia donde se sitúa el alma de la correa, y se calcula así: el perímetro primitivo es paso × z, de donde d = paso·z/π. Para una GT2 de 20 dientes, eso son 2·20/π ≈ 12,73 mm de diámetro primitivo. El diámetro exterior real de la polea —la punta de los dientes— queda por debajo de esa cifra, pero no porque los valles estén rebajados: es porque la línea de paso de la correa cae dentro de su cordón, por encima de la punta de los dientes de la polea. Ese desfase se llama pitch line differential (PLD) y en GT2 vale ≈ 0,254 mm, de modo que el diámetro exterior es OD = d − 2·PLD ≈ 12,22 mm para la GT2-20.
Cuándo es la transmisión correcta
La correa dentada brilla en un caso muy concreto: ejes paralelos separados una cierta distancia, donde necesitas posicionamiento repetible más que par bruto. Es el reparto típico de una cinemática cartesiana: motores fijos en el bastidor, masa móvil ligera, y la correa salvando la distancia sin que el sistema pierda pasos. Es ligera, silenciosa, no necesita lubricación y tolera la distancia entre centros mucho mejor que un tren de engranajes, que te obligaría a una cascada de ruedas para cubrir el mismo hueco.
Pero no es universal, y conviene saber cuándo cederle el sitio a otra cosa. Si lo que mandas es par alto o trabajas en un ambiente sucio —polvo, viruta, abrasivos—, la cadena la supera: sus eslabones metálicos aguantan cargas que descascarillarían los dientes de una correa, y no le afecta la suciedad que se cuele entre los rodillos. Si necesitas transmitir entre ejes que no están perfectamente alineados y la sincronía exacta te da igual, una correa plana o redonda tolera el desalineamiento y el deslizamiento controlado que la dentada no admite. La dentada es la herramienta de la precisión, no la de la fuerza ni la del desorden.
Imprimir la polea: el diente es lo frágil
Aquí es donde el FDM empieza a romper cosas, y casi siempre por el mismo sitio: el diente. Un diente de polea es un saliente pequeño que recibe la carga de la correa como un esfuerzo cortante en su base, y un saliente impreso es más débil precisamente en la unión entre capas. Si imprimes la polea tumbada —con su eje de rotación paralelo a la cama—, los dientes quedan apilados capa sobre capa en la dirección del esfuerzo, y la correa los va descascarillando por delaminación, levantándolos como quien arranca una pestaña.
La orientación correcta es con el eje de rotación vertical, perpendicular a la cama, de modo que las capas queden en el plano XY y cada diente se imprima como capas continuas apiladas a lo largo de su altura. Así el cortante que la correa mete en el diente corre a lo largo de los cordones y no tiende a despegar capas. Es la misma lógica de orientación que gobierna cualquier pieza que mueva carga, desarrollada en Orientación de capas para el movimiento: coloca el plano débil donde la fuerza no lo abra.
Esa orientación tiene un contrapunto que no puedes ignorar: con el eje vertical, el cubo y el agujero del prisionero quedan cargados a cortante entre capas, en el plano más débil de la pieza —justo el fallo del recuadro de abajo—. La orientación que salva el diente es la mala para la pared del prisionero, y no hay una sola orientación que optimice las dos. El inserto metálico es lo que resuelve el lado del cubo precisamente porque la geometría no puede.
Hay un segundo efecto del proceso. El perfil curvo del diente GT2 —y sobre todo el fondo del valle, donde la correa asienta— es una curva suave que el FDM solo aproxima con escalones de altura de capa: el efecto escalera. Esos escalones redondean y ensanchan el valle real respecto al que dibujaste, así que un valle modelado a cota exacta sale más estrecho y más basto de lo que la correa espera, y el diente de la banda no asienta limpio. La defensa es sobredimensionar ligeramente la holgura en la raíz del diente, darle al valle unas décimas extra para que el diente de la correa entre sin forzar pese a la escalera. Cuánto, exactamente, depende de tu calibración de holguras, la misma que rige cualquier otro ajuste impreso (la tienes en Tolerancias para piezas que se mueven).
Y hay un límite que conviene tener presente: con paso de 2 mm el diente entero mide menos de un milímetro de alto, y el ancho de cordón de una boquilla de 0,4 mm está cerca de poder resolver ese perfil. No es solo el valle: el flanco entero sale aproximado. Para poleas impresas grandes y cargadas suele rendir mejor un paso mayor —HTD-3M o 5M—, donde el diente es lo bastante grande para que la escalera pese menos sobre la cota.
Una decisión de reparto que ahorra disgustos: una polea impresa rinde mucho mejor como rueda conducida que como motriz. La motriz es la que mete el par en el sistema, la que más castiga los dientes en cada arranque; la conducida solo lo recibe repartido. Si en tu mecanismo una de las dos puede ser metálica, que la metálica sea la motriz y deja la impresa para el lado conducido, donde el desgaste del diente avanza mucho más despacio.
Tensión, anchura y abrazado
Una correa dentada tiene que ir tensada, y la razón es cinemática, no de fricción. Aunque el engrane sea por forma, una correa floja tiene holgura en el ramal sin carga, y en cuanto el sistema acelera o invierte el sentido de giro, esa holgura permite que el diente de la correa se monte sobre el diente de la polea en vez de caer en el valle: la correa salta un diente. Y saltar un diente, en un sistema que posiciona contando dientes, es perder el cero hasta el siguiente homing. Por eso casi todo montaje lleva un tensor que mantiene el ramal tirante y elimina esa holgura.
No todos los tensores valen para lo mismo. Para posicionamiento de precisión —el caso que defiende todo este artículo— se usa un tensor rígido: un tornillo de regulación que fija la distancia entre centros y no la deja flotar. Un tensor de muelle mantiene la tensión por sí solo, pero permite que la distancia entre centros se mueva bajo carga, lo que degrada la rigidez y la repetibilidad; sirve para transmitir potencia, no para posicionar fino. Si buscas precisión, tensa con tornillo y bloquea.
La tensión es un equilibrio, no el principio de "cuanto más, mejor". Una correa demasiado apretada tira de los ejes de las dos poleas con una fuerza radial constante que carga los rodamientos —acortándoles la vida— y, si la polea es impresa, llega a deformar el cubo y descentrar los dientes, arruinando precisamente la precisión que buscabas. La tensión correcta es la mínima que evita el salto de diente bajo la aceleración máxima de tu sistema, y ni una vuelta de tornillo más.
Hay una condición geométrica que decide cuánta carga aguanta la transmisión: el ángulo de abrazado, el arco de polea que la correa rodea. La carga no la lleva un diente, la reparten todos los que estén engranados a la vez. Como regla de capacidad de par, los fabricantes piden al menos seis dientes engranando simultáneamente para dar par pleno; ojo, es un criterio de par, no de "no perder pasos". En un cartesiano típico, con poleas de 16–20 dientes y abrazado de unos 180°, engranan ocho o diez dientes y vas sobrado. El problema aparece con poleas pequeñas y abrazados cortos —cuando el tensor o una polea loca aprietan el recorrido—: bajas de ese mínimo, la carga se concentra en dos o tres dientes, y bajo sobrecarga se desgastan y saltan antes. Si la geometría te deja corto de abrazado, aumenta los dientes de la polea pequeña o reordena el recorrido de la correa.
Y una cota de fabricación que el modelo suele olvidar: la anchura. Las GT2 comunes son de 6 y 9 mm, y la polea tiene que dar al diente esa anchura completa más un margen. Sobre todo, una polea impresa necesita pestañas laterales que impidan que la correa se salga de lado; sin ellas, en cuanto haya el menor desalineamiento la banda trepa por el flanco y se escapa, y eso es especialmente fácil en una polea loca lisa.
| Parámetro | Valor / criterio | Por qué |
|---|---|---|
| Cota de diseño | Primitivo d = paso·z/π; exterior OD = d − 2·PLD (PLD ≈ 0,254 mm) | la correa engrana en el primitivo, no en el exterior |
| Orientación de impresión | Eje de rotación vertical (capas en XY) | el diente trabaja a cortante a lo largo de los cordones, no entre capas |
| Holgura en el valle | Nominal + unas décimas extra | compensa el redondeo del perfil por efecto escalera |
| Anchura y pestañas | Ancho de la correa (6/9 mm) + pestañas laterales | sin pestañas la correa se sale de lado |
| Dientes engranados | ≥ 6 para par pleno (ángulo de abrazado) | reparte la carga; con menos, se sobrecargan dos o tres dientes |
| Fijación al eje | Casquillo / inserto metálico para el prisionero | el cubo impreso desnudo se abre bajo par |
| Reparto motriz/conducida | Impresa preferentemente como conducida | la motriz castiga más el diente y se desgasta antes |
Los tres fallos típicos, uno por uno
Una polea impresa falla de tres maneras reconocibles, y cada una apunta a una causa distinta que puedes corregir. La primera es el desgaste y descascarillado del diente por delaminación: los dientes se redondean, pierden flanco y acaban astillándose en lajas entre capas. Si lo ves, casi siempre es orientación —la imprimiste con el eje tumbado y el cortante está abriendo capas— o material demasiado frágil para el rozamiento continuo de la correa.
La segunda es el cubo que se abre por la rosca del prisionero: la polea engrana bien pero patina sobre el eje porque el prisionero ha rajado la pared impresa, o su alojamiento se ha ensanchado bajo par hasta perder el agarre. Es el fallo del cubo desnudo sin casquillo, y se corrige en la fijación, no en el diente.
La tercera es el salto de diente, y tiene dos orígenes que conviene distinguir. Uno es la tensión insuficiente, que deja holgura para que la correa se monte sobre el diente al acelerar; se corrige tensando. El otro es la polea de demasiado pocos dientes. Cada correa tiene un número mínimo de dientes de polea por debajo del cual no debe trabajar: en GT2 el práctico ronda los 20 dientes, y no conviene bajar de 16 salvo con polea dentada (nunca con una loca lisa, que pide más). Por debajo de ese mínimo pasan dos cosas malas a la vez: el cordón flexa en exceso y se fatiga, y el abrazado deja tan pocos dientes engranados que la carga se concentra y la correa salta. La solución no es tensar más —que solo carga el rodamiento— sino aumentar el número de dientes de la polea pequeña.
Material: PETG o nylon antes que PLA, con matices
El diente de una polea vive rozando, y el PLA —rígido y fácil de imprimir— es el peor candidato para algo que se desgasta: es frágil y poco tenaz, así que sus dientes se descantillan antes. PETG y, mejor aún, nylon dan mucha más resistencia al desgaste y toleran el rozamiento continuo de la correa sin descascarillarse. Pero ninguno es gratis. El nylon es higroscópico: sin secar imprime mal y pierde propiedades, y además es poco rígido, de modo que en una polea de precisión su diente puede deformarse bajo carga y reintroducir holgura. El PETG es tenaz pero fluye (creep) bajo la carga sostenida del prisionero en el cubo. Y el PLA, frágil para el diente, es a cambio rígido y dimensionalmente estable: para una polea conducida de baja carga puede ser perfectamente válido. La jerarquía PLA < PETG < nylon vale para el desgaste; la elección real pondera también rigidez, fluencia y humedad.
Y si el par que transmites es relevante, no le pidas al plástico lo que el plástico no da: embebe un alma metálica en el cubo, un casquillo torneado que reciba el eje y el prisionero, y deja que haga solo lo que hace bien —los dientes y el cuerpo de la polea—. Cómo alojar ese hardware metálico en la pieza impresa sin que se afloje ni se hunda lo tienes en Hardware embebido: imanes, rodamientos e insertos; es la diferencia entre una polea decorativa y una que mueve carga durante meses sin abrirse.