Carpintería impresa: colas de milano y juntas
Tu cama mide 256 mm de lado y la pieza que necesitas mide 400. O cabe, pero, apoyada de la única forma sensata, queda con un voladizo imposible o con las capas apuntando justo hacia donde va la carga. La carpintería resolvió este problema hace siglos para la madera maciza: en lugar de un herraje, una geometría que alinea dos partes y transmite carga entre ellas. Esos mismos perfiles — cola de milano, junta de dedos, media madera — funcionan igual de bien en plástico, y son la forma limpia de partir un objeto grande en piezas imprimibles que luego vuelven a ser una sola, sin un solo tornillo.
Partir una pieza es diseño, no un apaño
Cuando un objeto no cabe en la cama, el primer impulso es cortarlo por la mitad con un plano y pegar a ciegas. Eso desperdicia lo mejor del FDM. Si vas a partir la pieza de todos modos, el corte es una oportunidad: puedes elegir dónde cae la junta y qué forma tiene, y con eso decides tres cosas a la vez. Primero, que cada mitad apoye en la cama en la orientación que deja las capas fuertes donde van las fuerzas (ver Orientación de capas para el movimiento). Segundo, que las dos mitades se alineen solas al montar, sin tener que sujetarlas a pulso mientras fragua el pegamento. Y tercero, que la unión transmita carga de una parte a otra en lugar de fiarlo todo a una fina capa de adhesivo.
Una buena junta de carpintería hace las tres cosas. Por eso no piensas en "cómo pego esto", sino en "qué perfil meto en el corte para que se posicione y trabaje".
Cola de milano: trabar deslizando, no tirando
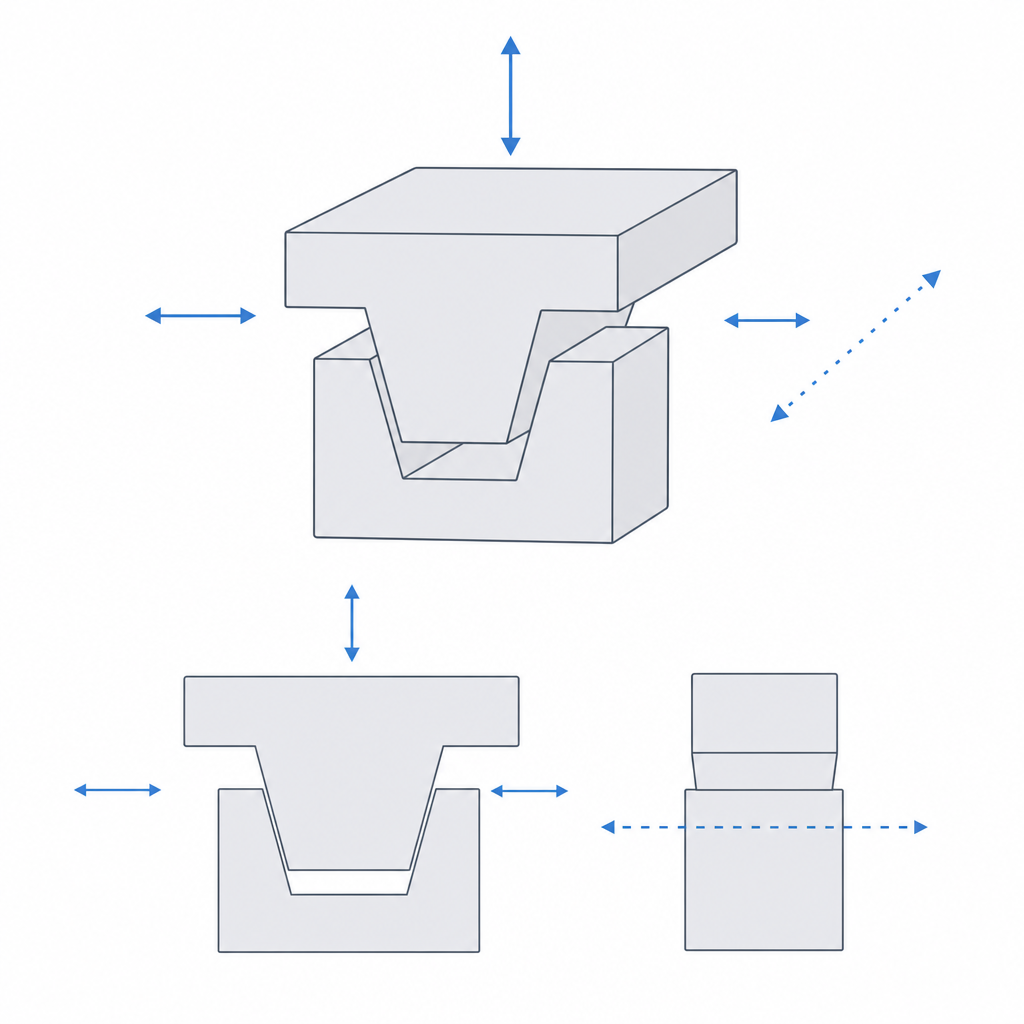
El perfil trapezoidal es la joya de la familia. Una vez metido, la cola de milano traba contra la separación en un eje: por mucho que tires perpendicular a la unión, las caras inclinadas del trapecio se oponen y no puede salir. Solo escapa por donde entró — deslizando a lo largo del raíl. Esa es justo su gracia, y a la vez la regla que la gobierna: como se monta deslizando, una cola de milano es un ajuste deslizante, no un encaje a presión.
Eso no significa cambiar la forma del trapecio entre el raíl y la ranura: el perfil es el mismo, con el mismo ángulo, y lo que haces es reducir el macho una holgura por lado — del orden de 0,10 a 0,20 mm en PLA con boquilla de 0,4 mm — solo en las caras de deslizamiento, para que entre sin agarrotarse pero sin bailar. Si cambiaras el ángulo en vez de desplazar el perfil, las caras inclinadas dejarían de casar y perderías justo la trabazón que es la razón de ser de la junta. Es exactamente la holgura de cualquier mecanismo que se mueve: calcula la cifra con Tolerancias para piezas que se mueven y elige la familia de ajuste con Elegir ajustes: holgura, transición, interferencia.
La trampa de las capas: orienta la cuña para que no se abra
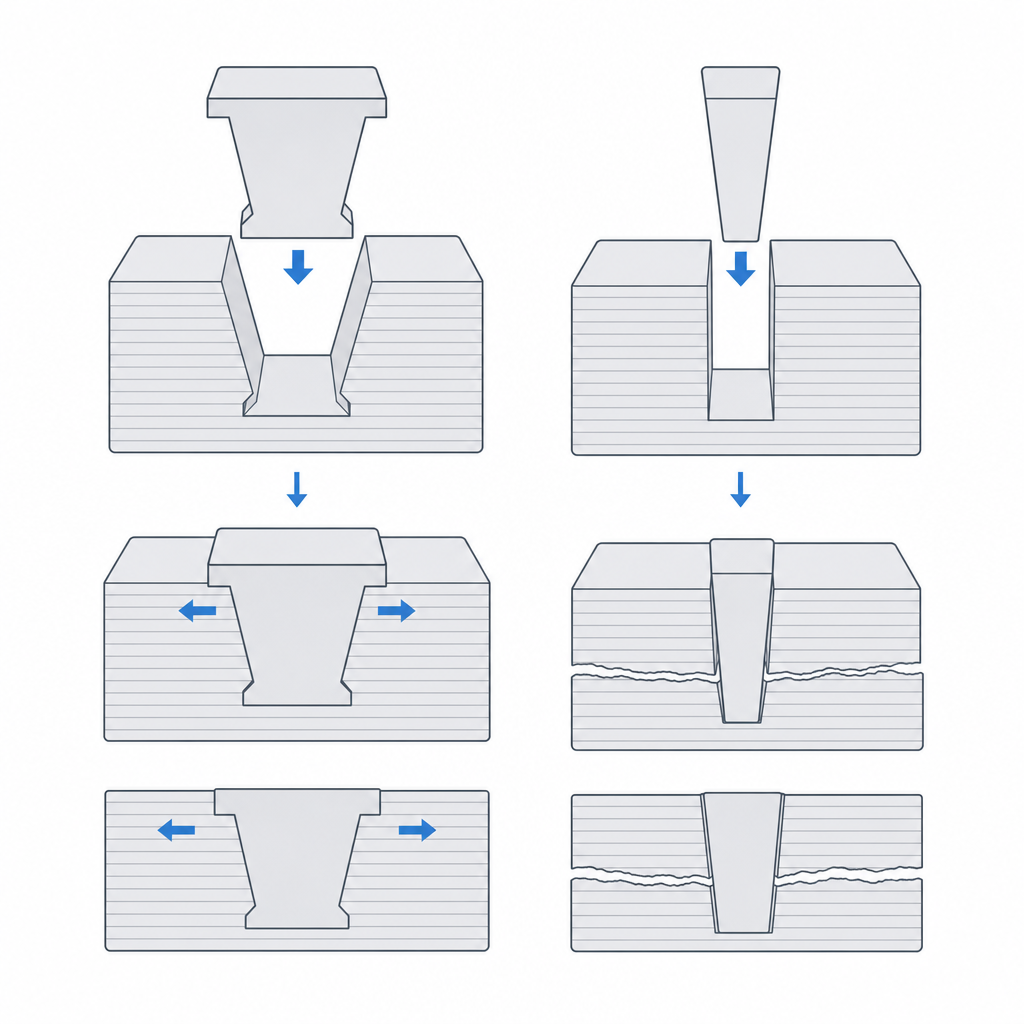
Aquí es donde la carpintería impresa se separa de la de madera. La madera es fuerte en todas direcciones; una pieza FDM no. Es fuerte a lo largo de sus capas y débil entre ellas: se delamina antes de romperse de través (la física, en Adhesión entre capas y anisotropía). La cuña de la cola de milano es lo que aguanta la carga de separación, así que la pregunta crítica es: ¿hacia dónde apuntan las capas en esa cuña?
La regla buena no es "tumba el raíl" sin más, sino esta: la fuerza de separación debe quedar en el plano de las capas, nunca perpendicular a él. Si imprimes el raíl de pie, con el deslizamiento en vertical, las caras inclinadas del trapecio quedan formadas por bordes de capa apilados, y la fuerza que intenta abrir la unión tira entre capas. Esa es la dirección débil: la cola de milano se delamina y se abre con una fracción de la carga que debería aguantar. Orienta la pieza de modo que la separación recorra las capas en su plano, no las despegue una de otra. La cara de la cuña seguirá teniendo algo de escalonado por ser inclinada — eso es inevitable salvo que la pongas vertical —, pero esos escalones son cosméticos; lo que decide si la junta vive o muere es la dirección de la carga frente al plano de capa.
Junta de dedos y media madera: superficie para pegar, tope para alinear
No todas las juntas se montan deslizando. Cuando las dos mitades van encoladas de forma permanente, lo que buscas no es trabazón mecánica sino área de contacto y alineación, y dos perfiles destacan.
La junta de dedos entrelaza los dos bordes con muchas muescas alternas. Cada diente añade dos caras de pegado, así que multiplicas la superficie de adhesivo frente a un simple tope a testa — y como los dientes de una pieza solo entran en los huecos de la otra, la junta se autoalinea al montarla: no hay forma de pegarla torcida. Es la unión ideal para encolar dos mitades planas de un panel grande que partiste para que cupiera en la cama. Eso sí: con muchos dientes el error de posicionado se acumula, de modo que aquí la holgura por cara debe ser pequeña — del orden de 0,05 a 0,10 mm por lado — o los dedos no entrarán todos a la vez.
La media madera (o rebaje, half-lap en inglés) es la más simple: rebajas la mitad del grueso de cada pieza y las solapas. El solape resiste el cortante — la fuerza que intentaría que una pieza resbalara sobre la otra — porque ahora hay material de ambas trabándose, no solo una junta a testa. Y el escalón del rebaje da registro: las piezas solo asientan en una posición, lo que hace el montaje repetible. Tiene un punto débil propio del FDM que conviene conocer: en la zona rebajada cada pieza queda con la mitad del espesor, y si la junta trabaja a flexión ese plano de solape suele coincidir con un plano de capas y abre por delaminación en el escalón. Para piezas planas cargadas en su plano — donde domina el cortante, no el momento flector — una media madera bien dimensionada supera a casi cualquier alternativa por su sencillez.
| Junta | Cómo trabaja | Montaje | Holgura por lado |
|---|---|---|---|
| Cola de milano | traba contra separación en un eje | deslizante, desmontable | 0,10–0,20 mm |
| Junta de dedos | área de pegado + autoalineación | encolada, permanente | 0,05–0,10 mm |
| Media madera | solape resiste cortante + registro | encolada o atornillada | 0,10–0,15 mm |
| Conector de puzle | traba dos paneles en el plano | a presión o encolado | 0,10–0,20 mm |
Estas cifras son para PLA. PETG es más elástico y pegajoso, y suele pedir algo más de holgura para deslizar limpio; ABS y ASA encogen bastante más y mueven el ajuste hacia el lado apretado. Toma la tabla como punto de partida, no como ley universal: para otros materiales, ajusta con una junta de prueba.
El hombro: dónde se detiene la junta y si se desmonta
Una junta sin tope entra hasta donde el azar la deje, y dos montajes del mismo diseño quedan en posiciones distintas. La cura es un hombro: un resalte que choca con la pieza receptora y detiene la inserción en una posición repetible. En una cola de milano es un escalón al fondo de la ranura; en una espiga o un dedo, la cara plana de la que arranca el diente. El hombro cumple dos funciones a la vez — fija la profundidad y, al apoyarse en una superficie ancha, alivia parte de la carga que soportaría la propia trabazón. Diséñalo siempre: una junta de carpintería sin hombro está a medio terminar.
La última decisión es si la junta debe poder desmontarse. Si quieres que se separe — para transporte, recambio o mantenimiento — déjala a fricción: holgura deslizante, sin pegamento, y deja que el hombro fije la posición. Si la unión es definitiva, encola; pero no por ello aprietes la holgura a cero. Los adhesivos reales de FDM no perdonan esa idea: el cianoacrilato apenas rellena hueco y es frágil a pelado, y el epoxi necesita justo una fina línea de cola para agarrar. Deja una holgura mínima y controlada — del orden de 0,05 a 0,10 mm — para que el adhesivo forme su película y trabaje. Un conector de puzle ilustra bien el extremo "a presión": traba dos paneles en su plano y aguanta ahí, encolado o no.
Con esto ya partes una pieza grande con criterio: el corte donde más conviene, el perfil que alinea y transmite carga, las capas orientadas para que la junta no se abra, un hombro que la detiene en su sitio y la decisión consciente entre fricción y pegamento. El número exacto de cada holgura es el paso siguiente: llévalo a milímetros concretos con las dos guías de tolerancias enlazadas más arriba.