Remaches, lengüetas y termofijado
Hay uniones que no quieres volver a abrir nunca. Dos mitades de una carcasa que se sellan en fábrica, un panel que cierra un compartimento, una etiqueta estructural que va remachada a un bastidor. Para esas no necesitas tornillos ni insertos ni roscas que imprimir con holgura: necesitas una fijación que entre fácil por un lado y, una vez dentro, se niegue físicamente a salir. Esta es la familia de las uniones de un solo sentido, y en FDM salen casi gratis, porque la propia pieza impresa hace de remache.
Por qué un solo sentido lo cambia todo
Tanto una rosca como un snap-fit liberable gastan parte de su diseño en poder deshacerse: una rampa de salida, un radio que permita que la lengüeta vuelva a flexionarse, una holgura que deje pasar la herramienta. Una fijación permanente no paga ese impuesto. Toda su geometría se dedica a una sola cosa: doblarse lo justo para cruzar un borde y luego apoyar contra él en el sentido contrario.
De ahí salen dos ventajas. La fuerza de retención puede ser mucho mayor que la de inserción, porque el ángulo de la cara que apoya por detrás puede ser casi recto mientras que la rampa de entrada es suave. Y no hay herrajes: el coste en metros de filamento es ridículo comparado con un tornillo y su tuerca.
El precio es la permanencia total. Lo decimos ahora y lo repetiremos al final, porque es el error más caro de esta página: si alguna vez vas a necesitar abrir la unión, esto no es lo que buscas.
El remache a presión: un cuerpo que se abre por dentro
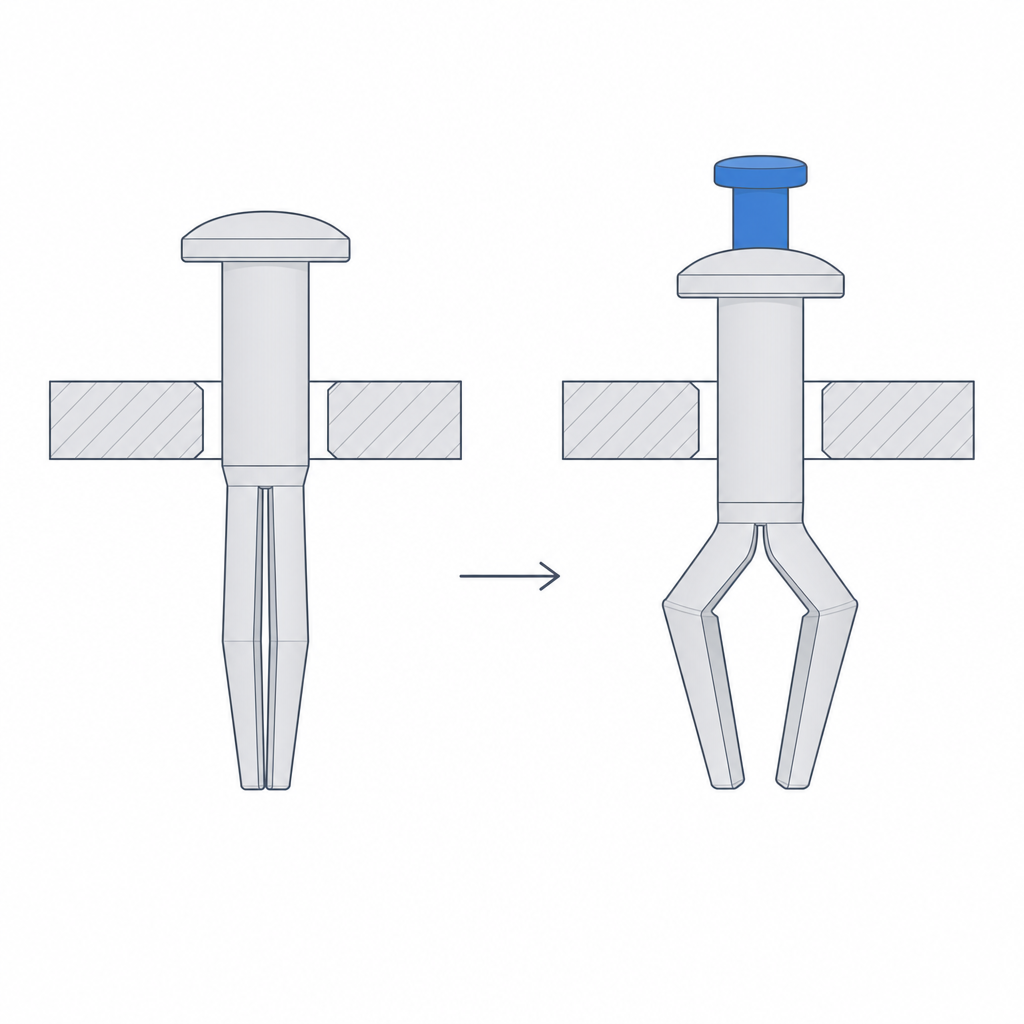
El remache a presión consta de dos piezas: un cuerpo hendido —partido en dos o más patas a lo largo— que pasa por un agujero pasante en ambas piezas, y un pasador central que insertas después. En reposo, las patas impresas están abiertas al diámetro nominal; para cruzar el agujero las cierras activamente contra su chaflán, y esa flexión elástica es justo el paso delicado: si las patas tienen poca holgura o una base sin radio, ahí es donde se agrietan por la línea de capas. Una vez dentro, empujas el pasador hasta el fondo: este ocupa el hueco central y obliga a las patas a abrirse de nuevo, ahora bloqueadas en su posición expandida, apoyadas detrás del agujero, sin sitio para volver a plegarse. La brida superior apoya contra la cara opuesta y el conjunto queda atrapado entre la brida y las patas abiertas.
El truco físico es que la retención no depende de fricción ni de un ajuste apretado, que en FDM son poco fiables. Depende de geometría: una vez el pasador está dentro, para sacar el remache tendrías que cerrar las patas, y el pasador se lo impide. Por eso aguanta tracción aunque el agujero te haya salido algo más ancho de lo nominal, pero solo algo. Si el agujero crece de más, las patas abiertas solapan menos el borde; pasado cierto punto el solape se pierde y el remache se sale igual que si las patas no hubieran cuajado.
Dimensiónalo teniendo en cuenta el espesor total que va a unir: el cuerpo debe ser lo bastante largo para que las patas asomen completamente por la cara opuesta, porque si quedan a medio cruzar el agujero, apoyan contra el chaflán y se deslizan fuera. Deja también holgura entre cuerpo y agujero: el remache cruza con las patas cerradas, no a presión.
Lengüetas: una brida hecha geometría
El pasador con lengüetas lleva la misma idea de un solo sentido a su forma más pura. En lugar de patas que se expanden, tiene una serie de dientes inclinados a lo largo del vástago, todos apuntando hacia atrás como los de una fijación tipo árbol de navidad. Cada diente tiene una cara delantera en rampa suave y una cara trasera casi perpendicular al eje. Al empujar, cada lengüeta se dobla hacia dentro al rozar el borde del agujero, salta al otro lado y vuelve a abrirse; su cara trasera queda entonces enganchada contra el material y no deja retroceder.
La clave de diseño está en cuánto se dobla cada lengüeta al pasar. Esa flexión tiene que mantenerse por debajo del límite del material, o el diente se agrieta o se cizalla en la entrada en vez de saltar limpio. Una lengüeta demasiado alta para el diámetro del agujero, o con una base sin radio, concentra tanta tensión en la raíz que rompe al primer intento. Una lengüeta demasiado corta agarra poco y se sale. El juego está en que cada diente flexe lo suficiente para cruzar y recupere su forma al otro lado sin haber superado nunca su deformación elástica.
En FDM, lo que decide si una lengüeta flexa o se rompe es su orientación respecto a las capas. Una lengüeta impresa con la línea de capas paralela a la dirección en que tiene que doblarse se cizalla por esa junta antes de flexar: la anisotropía manda. Orienta la pieza para que el diente trabaje a través de las capas, no a lo largo de ellas, igual que harás con el poste de termofijado más abajo.
Tienes un parámetro de diseño cómodo: el número de lengüetas. Más dientes escalonados reparten la retención en varios puntos y te dan tolerancia al espesor exacto de la pieza —siempre engancha alguno—, pero también suman fuerza de inserción y multiplican las probabilidades de que una se cizalle al entrar. Para PLA, que es rígido y poco tolerante a la flexión, conviene menos dientes y más radio en la base. Un material más dúctil como el PETG o el TPU aguanta lengüetas más agresivas: estas flexionan sin agrietarse, la misma lógica de deformación bajo el límite que gobierna los ajustes a presión en Interferencia sin agrietar.
Termofijado: el plástico impreso es el que se deforma
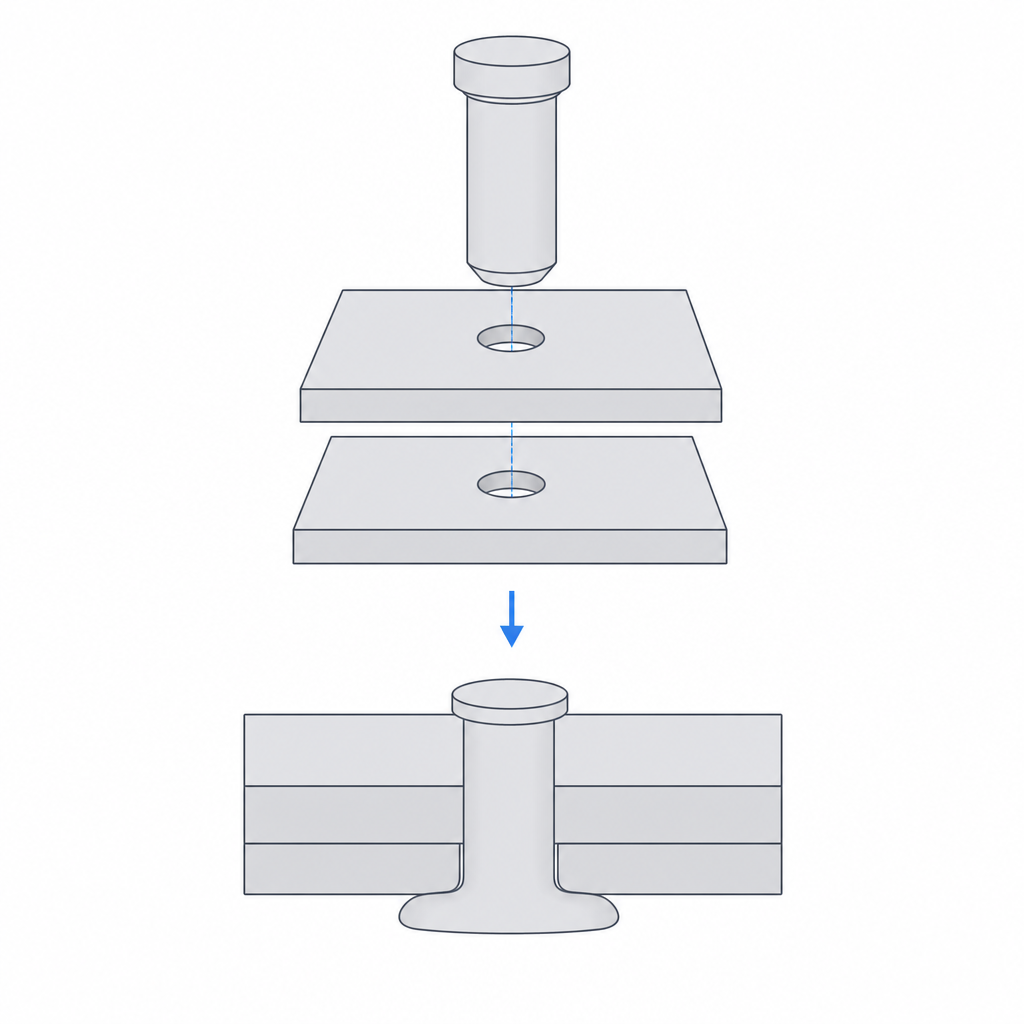
El termofijado invierte el principio anterior. En un remache o en una lengüeta, la fijación entra ya con su forma final y se dobla elásticamente de paso. En el termofijado imprimes un poste macizo —un simple cilindro que sobresale de una pieza—, lo haces pasar por el agujero de la otra y luego, con una punta caliente, fundes y aplastas el extremo que asoma hasta formar una cabeza tipo champiñón. Esa cabeza, más ancha que el agujero, atrapa la segunda pieza contra la base del poste. No hay nada que pueda volver a estrecharse: el plástico se ha vuelto a conformar en caliente y ha solidificado al enfriarse con una forma nueva.
Es exactamente el inserto térmico al revés. En un inserto, el calor ablanda el plástico de tu pieza para que un casquillo metálico se hunda en él. Aquí el calor ablanda el plástico impreso —el poste— para que sea él quien se deforme y abrace a la otra pieza. En ambos casos el truco es el mismo: llevar el material por encima de su temperatura de reblandecimiento justo donde quieres que fluya, y dejar que solidifique con la geometría que has impuesto.
La cabeza es maciza y no depende de ninguna holgura impresa, así que resiste bien el desprendimiento: no la vence un agujero ligeramente sobredimensionado ni la fatiga de una lengüeta. Su punto débil no es romperse por tracción pura, sino la interfaz entre la cabeza fundida y el poste impreso: ahí el material re-fundido se asienta sobre las capas del poste y, si se fuerza, la cabeza se cizalla o se pela por esa junta. No es la unión indestructible que parece a primera vista, pero sí la más difícil de revertir sin herramienta.
Cómo dimensionar el poste
Toda la fuerza del termofijado vive en la cabeza, y la cabeza se forma con el material que sobra por encima de la pieza. Si dejas poco poste asomando, la cabeza sale fina, no llega a solapar el borde del agujero y se desprende; si dejas demasiado, el material se desborda por los lados y la cabeza queda irregular.
Como punto de partida, deja que el poste sobresalga del agujero una altura de entre 1,5 y 2 veces su propio diámetro. Ese volumen sobrante es el que la punta caliente redistribuye en la cabeza, y conviene que se aproxime al volumen de la propia cabeza objetivo: con esa proporción sale una cúpula con solape, no una tortita plana. El diámetro del poste lo ajustas al agujero de la otra pieza, con la holgura justa para que entre sin forzar: aquí no buscas interferencia, el agujero solo guía el poste hasta que la cabeza lo bloquea.
La punta importa tanto como el volumen. Una punta plana y lisa no forma una cabeza champiñón limpia: empuja el material hacia los lados de cualquier manera, y ese es el desbordamiento irregular que quieres evitar. Usa una punta con cavidad cónica o hemisférica —en forma de campana— que recoja el material fundido y lo conforme en cúpula. Y trabaja con la temperatura claramente por encima del reblandecimiento del material, no apenas por encima: la punta tiene que fundir el extremo en el breve contacto, no solo entibiarlo.
| Parámetro | Valor orientativo | Por qué |
|---|---|---|
| Diámetro del poste | acorde con el agujero, holgura ligera | entra sin forzar; la cabeza es la que retiene |
| Altura sobrante sobre la pieza | 1,5 a 2 veces el diámetro del poste | volumen para formar una cabeza con solape |
| Diámetro final de la cabeza | ≈ 1,5 veces el diámetro del poste | solapa el borde del agujero por todo el contorno |
| Forma de la punta | cavidad cónica o hemisférica | conforma cúpula; una punta plana desborda |
| Temperatura de la punta | muy por encima del reblandecimiento (≈ 180–210 °C en PLA, 230–250 °C en PETG, 240–260 °C en ABS) | el plástico debe fluir en segundos, no entibiarse |
El recordatorio que importa
Lo avisamos al empezar y aquí se cierra: las tres fijaciones comparten una virtud y una condena. El remache bloquea sus patas, el pasador engancha sus dientes y el termofijado conforma su cabeza; ninguno tiene una vía de retorno por diseño. Por eso son baratos, fuertes y libres de herrajes, y por eso mismo abrir la unión significa romperla. Decídelo antes de imprimir, no después: si alguna vez vas a necesitar acceso —cambiar una pila, sustituir una placa, reabrir una carcasa—, cambia de familia y diseña una lengüeta con rampa de salida en Snap-fits que no se sueltan.