Acoplamiento rígido (manguito o brida): unir ejes alineados
Un acoplamiento rígido une dos ejes coaxiales para que giren como uno solo, sin ningún grado de libertad entre ellos: un manguito que abraza las dos puntas y las fija con prisioneros, o dos bridas atornilladas cara contra cara. Es lo más simple que existe para transmitir par, y también lo más exigente. No tiene nada que absorba un error: cada décima de desalineación que le impongas pasa directa, sin amortiguar, a los rodamientos que sostienen los ejes. En metal eso se reduce a un montaje cuidadoso. En FDM es además un problema de cómo agarras un eje liso con una pieza de plástico sin que patine, y de cómo aprietas un tornillo contra una rosca que tú mismo has impreso.
Rígido significa que la desalineación la pagan los rodamientos
La razón de ser de un acoplamiento rígido es la rigidez torsional: solidariza ambos ejes y transmite el par sin ceder un ápice, con cero backlash. Si giras un extremo, el otro gira exactamente lo mismo en el mismo instante. Esa es su virtud y su trampa, porque la misma rigidez que elimina el juego elimina también cualquier tolerancia al desalineamiento.
Piensa en la cinemática de dos ejes que no quedan perfectamente coaxiales. Si hay un pequeño ángulo entre ellos —desalineación angular— o un desplazamiento lateral entre sus líneas centrales —desalineación paralela—, un acoplamiento rígido los obliga a girar como un solo sólido. Pero esos ejes están sujetos por rodamientos que esperan girar en torno a una línea fija. Forzar la coaxialidad donde no la hay convierte el giro en una flexión que se repite una vez por vuelta: el acoplamiento obliga a cada eje a flexionarse contra su rodamiento, y esa carga radial gira con el eje. El resultado es vibración a la frecuencia de giro, calentamiento y desgaste prematuro de los rodamientos, que mueren cargados en una dirección para la que no se diseñaron.
De ahí la regla que decide todo lo demás: un acoplamiento rígido solo sirve con ejes que ya están bien alineados. No corrige; transmite. Lo quieres cuando partes un eje largo en tramos imprimibles y necesitas que el conjunto se comporte como una barra única, o cuando alargas un eje sin perder rigidez ni introducir juego. En cuanto sospeches que habrá desalineación —tolerancias de montaje holgadas, soportes que no comparten plano, dilatación— deja el rígido y pasa a un acoplamiento flexible, un Oldham o un acoplamiento de mordazas, que está hecho precisamente para absorber ese error sin cargarlo sobre los rodamientos.
El par entra por el eje: el agarre liso patina
El punto débil de un acoplamiento rígido impreso no es el cuerpo del manguito, que va sobrado de sección. Es cómo pasa el par del eje al cubo. Un eje redondo y liso solo se agarra por fricción, y la fricción que un prisionero puede generar contra una superficie cilíndrica pulida es ridícula comparada con el par que pretendes transmitir. En FDM, además, el límite no es el prisionero sino lo que lo sostiene: el plástico del cubo cede antes de que el tornillo apriete lo suficiente. Lo que ocurre entonces tiene dos variantes, ninguna buena: o el eje resbala dentro del manguito desde el primer intento mientras el otro extremo se queda quieto, o el prisionero deforma localmente el cubo de plástico y la sujeción se afloja con el uso. El eje de acero no se inmuta; quien se rinde es la pieza.
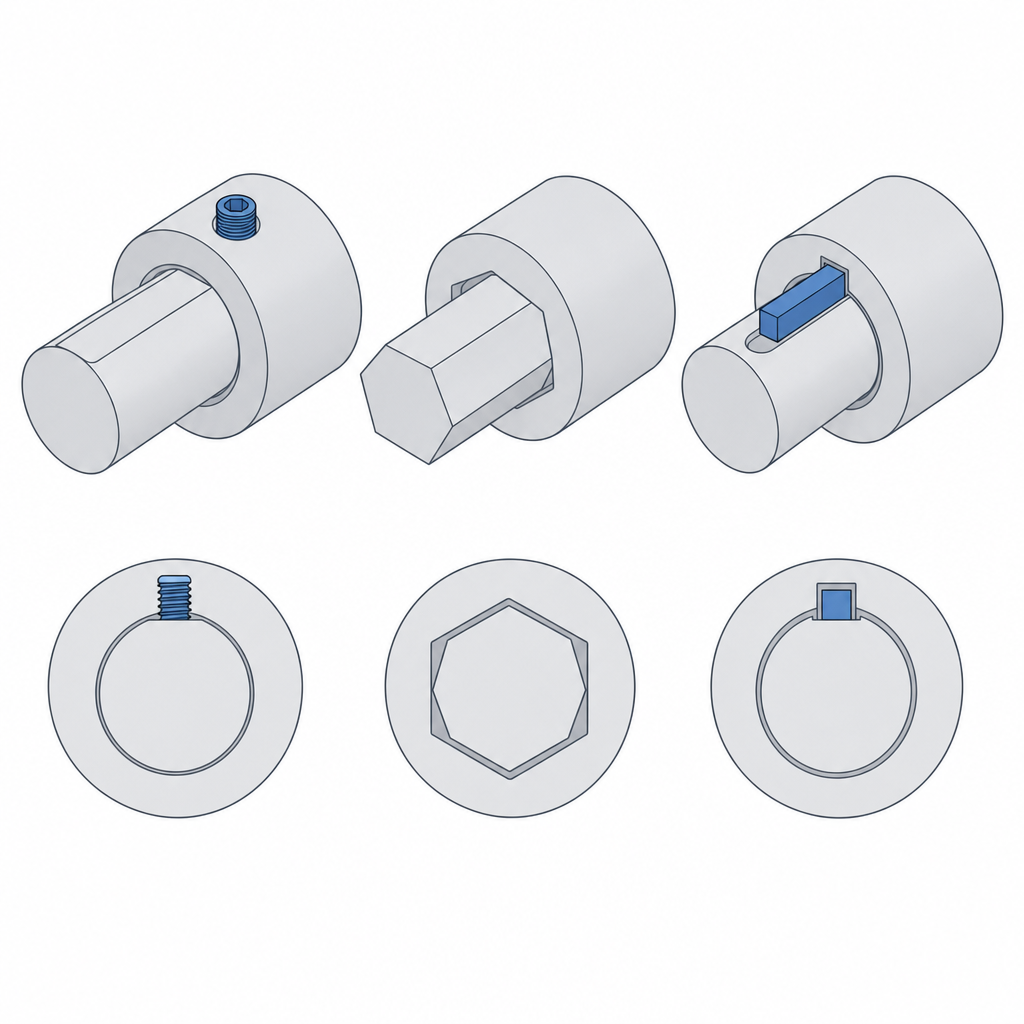
La solución es no fiar el par a la fricción. Dale al contacto una forma que bloquee el giro por geometría, no por apriete:
- Un prisionero contra una cara plana mecanizada o limada en el eje. La cara plana convierte el contacto de tangencial a frontal: el prisionero ya no tiene que evitar que el eje gire por rozamiento, sino que topa contra un plano que se lo impide. Es la solución mínima y casi siempre suficiente.
- Un eje no redondo —hexagonal o cuadrado— con su alojamiento del mismo perfil. Aquí el antigiro es la propia sección: las aristas apoyan contra las caras del cubo y no hay forma de que patine sin romper algo. Es, además, la opción que mejor encaja con el FDM, porque un agujero hexagonal se imprime tan fácilmente como uno redondo y reparte el contacto en líneas en lugar de en un anillo, el mismo principio de reparto que explica Interferencia sin agrietar.
- Un chavetero, una ranura en eje y cubo con una chaveta que los solidariza. Es lo estándar en transmisión metálica seria, pero ojo: en plástico es la opción más frágil de las tres. La chaveta trabaja a cizalla en su sección, pero el chavetero impreso falla mucho antes por aplastamiento del flanco —una pared fina, anisótropa entre capas, que recibe toda la carga del par—. Si lo usas, que la chaveta sea metálica y refuerza el flanco del cubo con material; si puedes evitarlo, evítalo.
La jerarquía es clara: si puedes elegir la forma del eje, hazlo no redondo y olvídate del problema. Si el eje viene dado y es redondo y liso, lima una cara plana y apunta el prisionero contra ella. Fiar el par a un prisionero contra un cilindro pulido es diseñar el patinaje.
El prisionero necesita una rosca de verdad
Aunque la geometría impida el giro, sigue habiendo un tornillo que aprieta, y ese tornillo necesita roscar contra algo. Aquí está el segundo fallo clásico del acoplamiento impreso: una rosca pequeña impresa no aguanta el apriete repetido. Los filetes de plástico salen toscos, con el perfil redondeado por el ancho de cordón, y el par de apriete que necesitas para que el prisionero muerda barre esos filetes en pocos montajes. Cuanto menor es el diámetro —M2, M3, M4—, antes ocurre, porque hay menos área de hilo que sacrificar; subir un par de milímetros lo retrasa, pero no lo resuelve. La primera vez agarra; a la tercera gira en vacío.
Prevé desde el modelo un inserto roscado —de esos que se asientan en caliente fundiendo la pared a su alrededor— o una tuerca cautiva alojada en una cajera hexagonal donde el tornillo enrosca contra metal, no contra plástico. El metal aguanta el apriete que el prisionero exige, montaje tras montaje, sin barrerse. Cómo dimensionar el alojamiento del inserto o de la tuerca, y por qué la rosca impresa no da la talla, lo tienes en Roscas, insertos y tuercas; la práctica de embeber ese metal en la pieza, en Hardware embebido: imanes, rodamientos e insertos.
Orienta la impresión del manguito con el eje del agujero en vertical, perpendicular a la cama. Un agujero impreso en vertical sale redondo y de tolerancia previsible; tumbado sale ovalado y hundido por la cara superior por el voladizo, y deja de abrazar el eje de forma concéntrica, justo lo contrario de lo que un acoplamiento necesita.
La brida atornillada: repartir el par y desmontar sin extraer
La alternativa al manguito es la versión de dos bridas, cada una calada en su eje y atornilladas cara contra cara por una corona de tornillos en círculo. Tiene dos ventajas sobre el manguito. La primera es que reparte el par entre varios tornillos en lugar de fiarlo todo a un prisionero: en una unión bien hecha, la precarga de los pernos genera fricción entre las dos caras y es esa fricción la que transmite el par, con un brazo de palanca igual al radio del círculo de pernos. La segunda es que se desmonta limpiamente quitando los tornillos, sin tener que extraer el acoplamiento del eje.
El problema en plástico es que esa fricción cara a cara no aguanta: el material fluye bajo la precarga del tornillo —creep— y la unión pierde apriete con el tiempo y la temperatura. En cuanto la fricción cae, la junta desliza hasta que cada perno topa contra la pared de su agujero, y a partir de ahí el par lo encaja el tornillo a cizalla y aplastamiento. Ese es el modo de fallo real de la brida impresa: el par tira de cada perno tangencialmente, esa fuerza se descarga sobre la pared del agujero, y si el círculo de pernos es pequeño o la pared entre el agujero y el borde de la brida es fina, el tornillo cizalla el plástico y se sale por el borde, arrancando una pestaña. Dimensiona el círculo de pernos con radio generoso —baja la fuerza que recibe cada tornillo— y deja material de sobra entre cada agujero y el contorno. Y recuerda que el par sigue teniendo que pasar de cada eje a su brida: el problema de antigiro del manguito no desaparece, solo se mueve a la interfaz eje-cubo de cada media brida, donde sirve el mismo remedio: cara plana, eje no redondo o, en último caso, chavetero reforzado.
| Decisión | Recomendación | Por qué |
|---|---|---|
| Antigiro eje-cubo | Cara plana o eje hexagonal/cuadrado | La fricción de un prisionero liso patina |
| Retención axial | Tope: hombro, anillo o prisionero en hoyo | El antigiro no impide que el eje deslice fuera |
| Rosca del prisionero | Inserto roscado o tuerca cautiva | La rosca pequeña impresa se barre al repetir apriete |
| Orientación | Eje del agujero vertical | Agujero redondo y concéntrico, no ovalado |
| Brida: círculo de pernos | Radio amplio, pared gruesa al borde | El creep pierde la fricción y el perno pasa a cizalla |
| Si hay desalineación | Cambia a acoplamiento flexible | El rígido la traslada a los rodamientos |
Concentricidad: si los dos asientos no comparten eje, vibra
Queda un fallo que no nace del par sino de la geometría del propio acoplamiento. Un manguito tiene dos alojamientos, uno para cada eje, y la pieza solo cumple su función si esos dos agujeros son rigurosamente concéntricos: comparten una única línea central. Si al imprimir quedan descentrados el uno respecto al otro —aunque sea por décimas—, el acoplamiento impone a los ejes una excentricidad fija. El conjunto gira con su centro de masa fuera del eje de rotación, y eso es, por definición, desequilibrio: vibración a la frecuencia de giro, idéntica en su síntoma a la que produce la desalineación, solo que fabricada por la propia pieza.
La defensa está en la impresión. Imprimir el manguito en una sola pieza y en vertical, con los dos agujeros compartiendo el mismo eje de modelo, es lo mejor que puede dar tu máquina —siempre que su eje Z sea recto y perpendicular a la cama; un pórtico inclinado o un Z fuera de escuadra descentra los dos asientos precisamente al imprimir en vertical—. El laminador no garantiza esa concentricidad entre asientos, y por eso, si la tolerancia que sale de la cama no basta para la velocidad a la que va a girar, no insistas con el slicer: escaria los agujeros a medida —pásalos con un escariador del diámetro final para acabado, o mandrínalos referenciándolos a un mismo montaje si hay que corregir el eje— y deja que sea el metal, y no el cordón impreso, el que fije la concentricidad. Una broca no sirve aquí: sigue el agujero existente, se desvía y deja diámetro impreciso.
El catálogo de modos de fallo de un acoplamiento rígido impreso se resume en cinco, y todos los hemos visto: el prisionero que patina sobre un eje redondo liso; la rosca del prisionero que se barre tras unos cuantos aprietes; el aflojado lento por creep del plástico bajo el apriete sostenido; la brida que se cizalla por par en agujeros débiles; y la vibración, ya sea por mala concentricidad de fabricación o por una desalineación que tú mismo le impusiste a unos rodamientos que no pueden absorberla. Diséñalo sabiendo dónde está cada uno, y el acoplamiento hará lo único que se le pide: que dos ejes giren como uno.
Cuando el par que vas a transmitir empiece a depender de un tornillo apretado contra el eje, conviene tener clara la mecánica de esa rosca y de ese apriete: Roscas, insertos y tuercas es el siguiente paso lógico.