Escape de áncora e indexador de leva: relojería y precisión
Hay una clase de mecanismo que no quiere mover algo de A a B, sino soltarlo en dosis exactas: un diente, un paso, una posición, y vuelta a frenar. Es movimiento intermitente de precisión, y dos piezas lo llevan al extremo opuesto del espectro. El escape de áncora mide el tiempo dejando huir un diente por cada oscilación de un péndulo. El indexador de leva avanza una mesa un paso clavado por vuelta del eje motriz y la deja bloqueada por forma el resto del giro. Uno cronometra, el otro indexa, pero en el fondo hacen lo mismo: convierten un par continuo en avances discretos y sincronizados. Y los dos te van a enseñar, sin contemplaciones, dónde está el techo de precisión de tu impresora.
El escape: soltar un diente por oscilación y devolver el impulso
El escape de áncora hace dos trabajos a la vez con la misma pieza, y ahí está toda su elegancia. La rueda de escape recibe un par continuo del tren de engranajes —en última instancia, de un peso o un muelle— y empuja sin descanso. El áncora, una palanca con dos paletas en sus extremos, se balancea sobre su pivote al ritmo del oscilador —péndulo o volante—. En cada semioscilación, una paleta se retira y deja escapar un diente de la rueda; la rueda gira ese paso y, antes de que se desboque, la otra paleta ya ha bajado a interceptar el diente siguiente. Avanza uno, frena uno. Esa cadencia es la que cuenta el tiempo.
Conviene separar las fases, porque es donde se decide todo. Cuando una paleta libera su diente, la rueda gira hasta que el diente siguiente cae sobre la otra paleta: es la caída (drop), el único tramo en que la rueda corre sola. Ese diente aterriza sobre la cara de reposo de la paleta y se queda ahí, deslizando sin entregar energía, mientras el oscilador completa su recorrido y vuelve. Y solo en el último tramo, cuando la paleta empieza a retirarse, el diente pasa a empujar sobre la cara de impulso —el plano inclinado— y le da al áncora un empujón medido. Caída, reposo, impulso: tres fases distintas en cada semioscilación, y el escape vive de no confundirlas.
Porque si el áncora solo frenara, el péndulo perdería amplitud por rozamiento del aire y de los pivotes hasta pararse. De ahí el impulso: ese empujón sobre la cara inclinada, pequeño y bien medido, repone justo la energía que el oscilador disipa en cada ciclo. La fuente de par continuo no manda en el ritmo —de eso se encarga el oscilador, que tiene su propia frecuencia natural—; solo lo mantiene vivo. El escape traduce la oscilación libre del péndulo en pasos contados y, a cambio, le devuelve la energía que lo mantiene en marcha.
La cinemática se decide en ángulos de décimas de grado: el de la cara de impulso, que fija cuánta energía entra por ciclo; el de la cara de reposo; y el arrastre (draw), una ligera inclinación que tira del áncora contra su diente durante el reposo y lo mantiene apoyado en vez de dejarlo rebotar suelto. No lo confundas con el retroceso (recoil) de la rueda, que es otra cosa —el rebote hacia atrás de la rueda de escape, propio del escape de retroceso y ausente en un escape de reposo (deadbeat)—. El arrastre es la seguridad del mecanismo, y es justo lo primero que se pierde al imprimir.
El indexador de leva: un paso exacto y bloqueo por forma
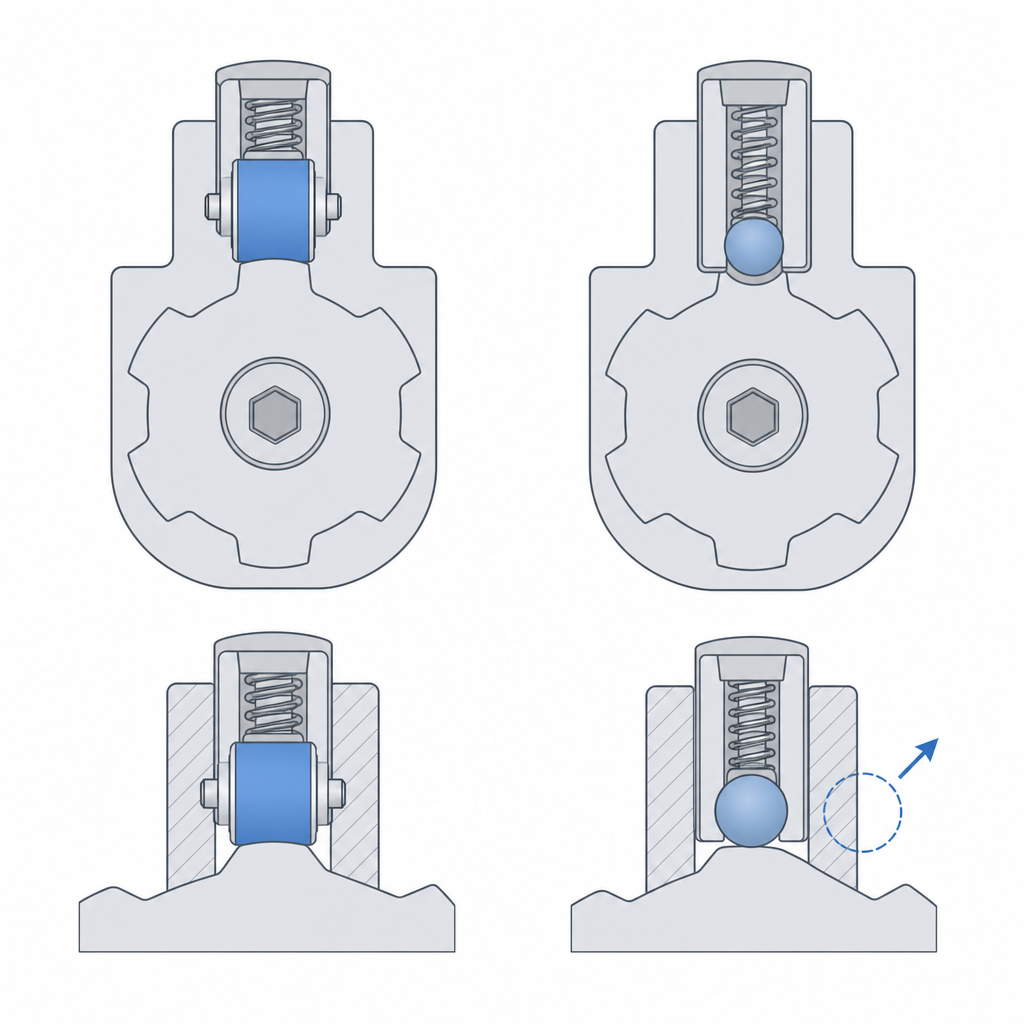
El indexador de leva resuelve un problema distinto con una filosofía opuesta. Aquí no hay oscilador que mande: el eje motriz gira de forma continua y constante, y lo que quieres es que una mesa o torreta avance un paso preciso por cada vuelta y se quede absolutamente quieta el resto del giro. Lo consigue una leva de tambor —un cilindro con una ranura curva grabada en su superficie— o una leva de globo, contra la que apoya una torreta con rodillos repartidos en su periferia.
La clave está en cómo se reparte el giro de entrada. Durante una porción de la vuelta del tambor, el tramo activo de la ranura empuja lateralmente los rodillos y hace girar la torreta su paso exacto: esa es la fase de indexado. El resto de la vuelta, la ranura corre paralela, sin componente que mueva la torreta: es el dwell (la parada). Y aquí está la gracia que lo separa de un mecanismo de cruz de Malta: la ranura no solo deja de empujar, sino que captura el rodillo por ambos lados. Durante el dwell el rodillo queda atrapado entre las dos paredes de la ranura, así que la torreta queda bloqueada por la propia forma de la leva (bloqueo por forma), sin freno externo, sin detente, sin resorte. La pieza se sostiene sola en su sitio. En su forma más simple —un tambor de una entrada— cae un paso por vuelta del eje; con varias entradas o más estaciones, la relación cambia, pero el principio es el mismo.
Eso te da dos cosas que un mecanismo de cruz de Malta no regala. Una es que la ley de movimiento —la aceleración y desaceleración del paso— la dibujas tú en el perfil de la ranura, y puedes hacerla suave para no sacudir una carga pesada. La otra es el control del backlash: como el rodillo va siempre apoyado entre las paredes de la ranura, no queda el hueco muerto por el que una mesa indexada vibra o se desajusta. Eso sí, una ranura única necesita algo de holgura para que el rodillo ruede, así que el cero absoluto no sale de aquí: el backlash nulo de verdad se logra con leva conjugada de doble rodillo precargado, donde dos flancos opuestos se aprietan el uno contra el otro y no dejan juego alguno. A cambio de todo esto pagas en complejidad geométrica. La ranura es una curva tridimensional sobre una superficie cilíndrica, no un perfil plano que defines de un trazo, y eso lo cambia todo cuando llega la hora de imprimir.
Qué le pasa a cada uno cuando lo imprimes en FDM
Aquí los dos mecanismos chocan de frente con el proceso, y conviene ser honesto sobre hasta dónde llegas. El escape vive de flancos minúsculos y muy precisos: las caras de impulso y de reposo de las paletas, los flancos de los dientes de la rueda. El efecto escalera de la deposición por capas digitaliza esas superficies. Una cara que en el plano es una rampa limpia sale, en la pieza, como una escalera de peldaños de una altura de capa; y sobre esos peldaños el diente no desliza, salta y roza. Imprime el escape plano en XY —el plano de la rueda y el del áncora paralelos a la cama— con la resolución más fina que tu máquina aguante, porque ahí el contorno de cada diente lo traza el cordón en el plano y sale mucho más fiel que un flanco construido apilando capas en Z.
El compromiso es que ese mismo plano deja los pivotes verticales, en Z, que es donde un agujero impreso sale peor: ovalado, escalonado y con más fricción justo en el sitio donde el oscilador menos la perdona. Asúmelo y trata los pivotes aparte: son el primer candidato a llevar hardware embebido —un rodamiento pequeño, un perno rectificado— en lugar de fiarlo todo a un agujero impreso (lo desarrolla Hardware embebido: imanes, rodamientos e insertos).
Aun así, no te engañes con la cronometría. La fricción plástico contra plástico en las paletas es alta y variable, el escalonado introduce rozamientos que cambian de un diente al siguiente, y todo eso altera el impulso que llega al oscilador. Pero el fallo que vas a ver primero no es la deriva del ritmo: es la pérdida de arrastre. Con pivotes holgados y caras imprecisas, el áncora deja de quedar firmemente apoyado contra su diente durante el reposo, rebota, y la rueda escapa un diente de más —el mecanismo galopa y se desboca a saltos—. Un escape impreso funciona —oscila, escapa, cuenta—, pero su precisión de reloj es demostrativa, no metrológica: vale para ver la física, no para dar la hora.
El indexador tiene un problema distinto y, en cierto modo, más grave de modelar. Esa ranura tridimensional sobre el tambor no la trazas a mano: necesitas un generador de leva que calcule la curva a partir de la ley de movimiento que quieras, el número de pasos y el diámetro de los rodillos. Y una vez modelada, la orientación de impresión decide si la pieza es usable. Una ranura que envuelve un cilindro genera, según cómo la orientes, paredes en voladizo y zonas que el laminador querrá apuntalar con soportes; y un soporte dentro de la ranura por la que ha de correr el rodillo es exactamente lo que no quieres, porque deja la superficie de contacto áspera donde más lisa debe estar. Orienta el tambor buscando que los flancos activos de la ranura queden lo más autoportantes posible, y acepta que es de las piezas que más vueltas de orientación piden antes de salir limpia.
La holgura ranura-rodillo: ni agarrota ni traquetea
En el indexador, todo el ajuste se concentra en una cota: la holgura entre la ranura y el rodillo. Y es una holgura con una exigencia contradictoria, porque la misma ranura tiene que dejar correr el rodillo durante el indexado y atraparlo firme durante el dwell. Demasiado apretada, el rodillo agarrota en la fase activa: el mecanismo se atasca o exige un par de entrada que deforma la leva. Demasiado floja, el bloqueo por forma deja de ser firme —aparece un juego entre las paredes de la ranura y el rodillo que es, exactamente, el backlash que querías evitar—. La mesa indexada se sienta en cada parada con un pequeño bamboleo, y has construido una cruz de Malta cara.
El número de partida lo sacas como cualquier otro ajuste deslizante de tu impresora —del orden de 0,15 a 0,25 mm por lado para que ruede sin atascarse—, pero con la cabeza puesta en que un agujero cilíndrico impreso nace más estrecho que su cota nominal, así que la holgura que dibujas no es la que tendrás. Una ranura abierta no se cierra siempre del mismo modo —depende de la dirección de los cordones y del ancho de extrusión—, de modo que aquí más que nunca toca medir: trabaja sobre la ranura medida en tu pieza, no sobre la nominal. El método para fijar tu holgura real está en Tolerancias para piezas que se mueven. Y si puedes, mete un rodillo metálico real —un perno rectificado o un rodamiento pequeño— en lugar de uno impreso: al rodar en vez de arrastrar, reduce mucho el desgaste por deslizamiento y mantiene su propio diámetro constante, así que te deja afinar la holgura sobre una superficie que no cambia con cada vuelta. Eso sí, un rodillo metálico contra una pared de plástico concentra el desgaste en la pared blanda; no la protege por arte de magia, solo evita el rozamiento de arrastre.
Porque el desgaste es el modo de fallo que acecha a los dos mecanismos a largo plazo. En el escape, las paletas se gastan donde el diente las roza, y al hacerlo cambian su ángulo de impulso: el ritmo deriva y, en el peor caso, la oscilación se para porque ya no le llega energía suficiente para reponer lo que disipa. En el indexador, la ranura se gasta donde el rodillo apoya, y ese rozamiento abre la holgura: vuelve el backlash que el bloqueo por forma mantenía a raya, y el paso empieza a caer impreciso. En plástico contra plástico, ambos efectos llegan antes de lo que te gustaría. Por eso, en cuanto el mecanismo tenga que durar y no solo demostrar, los puntos de contacto rodante y los pivotes son los primeros candidatos a llevar hardware embebido.
Si lo que buscas es indexar pero sin pelearte con una ranura tridimensional, la variante más sencilla es la cruz de Malta, que consigue el paso a paso con perfiles planos a costa de la suavidad de la ley de movimiento. Antes de eso, vale la pena tener clara la Orientación de capas para el movimiento: en estas piezas la dirección en que apilas las capas decide si los flancos de contacto salen lisos o escalonados, y eso es, al final, la diferencia entre un mecanismo que mide y uno que solo se mueve.