Diseñar para insertos térmicos
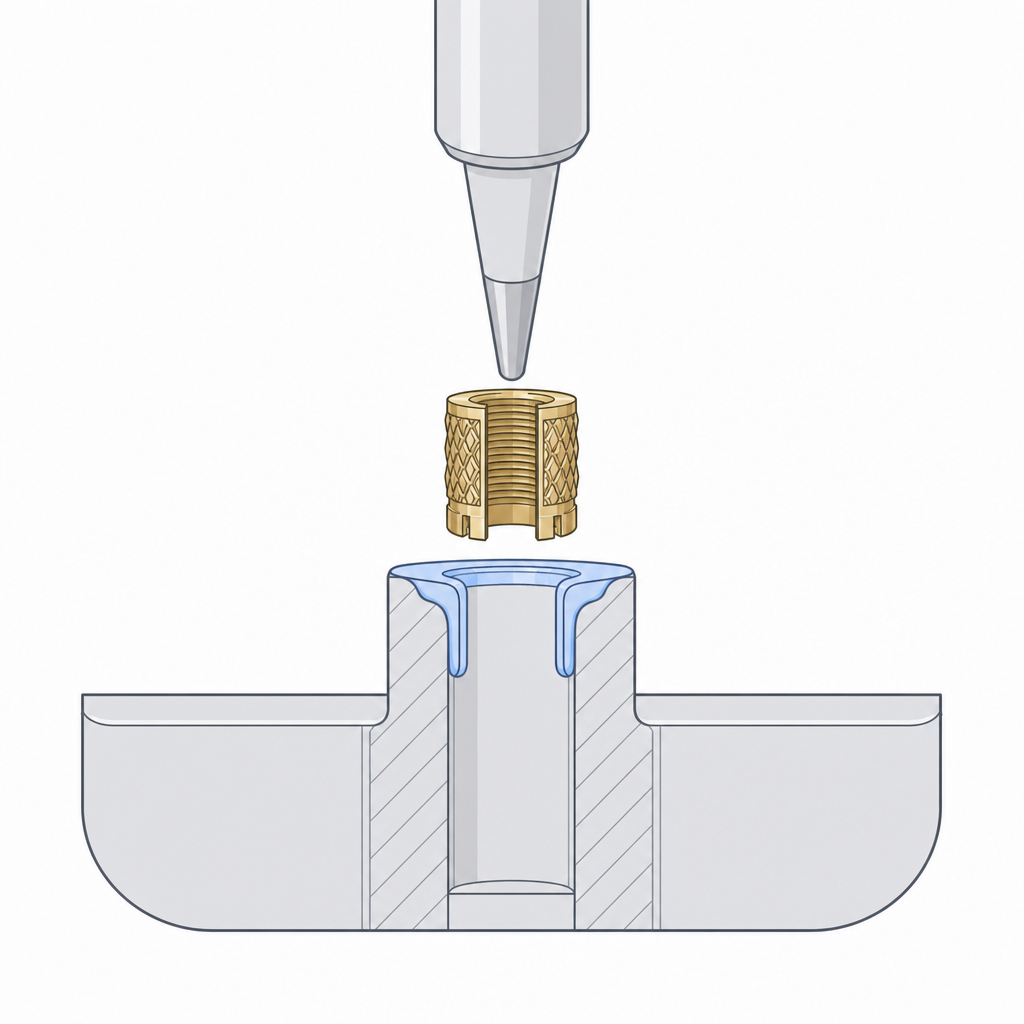
Si quieres una rosca en una pieza impresa que sobreviva a montarse y desmontarse cincuenta veces, deja de imprimir la rosca y funde una de latón dentro. Un inserto térmico es un casquillo de latón moleteado, roscado por dentro, que empujas dentro de un agujero piloto con un soldador caliente. El latón funde el plástico circundante, la pieza fluye hacia el moleteado, y al enfriarse tienes roscas metálicas reales ancladas en tu saliente. Para M2 hasta M5 —justamente los tamaños donde las roscas impresas se pasan— esta es la unión más fiable que puedes diseñar.
Por qué superan a las roscas impresas
Una rosca impresa son crestas de plástico apiladas a partir de capas, débiles a través del grano y rugosas en los flancos. Un inserto térmico pone la rosca portante en latón y reparte la fuerza de arranque a lo largo de un cilindro moleteado que agarra el plástico, no unas pocas crestas frágiles. Puedes meter un tornillo de máquina de acero directamente con todo el par. Es la diferencia entre un tornillo de panel en el que confías y uno que reemplazas.
Todo el esquema vive en el saliente —el cilindro de plástico que modelas para recibir el inserto—. Acierta con el saliente y el inserto hace el resto.
Dimensionar el saliente y el agujero piloto
Importan dos números: la pared de plástico alrededor del inserto, y el agujero en el que se funde.
Diámetro exterior del saliente ≈ 2× el Ø ext. del inserto. El plástico fundido tiene que ir a algún sitio cuando el inserto entra, y necesita pared suficiente alrededor para resistir la rotura. Un saliente de aproximadamente el doble del diámetro exterior del inserto da un collar sólido. Más fino que eso y el saliente se agrieta a lo largo de una línea de capa cuando el latón se calienta.
Agujero piloto ligeramente más pequeño que el Ø ext. del inserto. El agujero debe ser un poco menor que el diámetro exterior del inserto para que el moleteado muerda, pero sigue el tamaño de agujero recomendado por el fabricante: los insertos varían según la marca y el número de la hoja de datos es el que agarra sin partir el saliente. Imprime un saliente de prueba y compruébalo antes de comprometer un panel entero de ellos.
| Rosca | Ø ext. inserto (aprox) | Ø agujero piloto |
|---|---|---|
| M3 | ~4,6 mm | ~4,0 mm |
| M4 | ~5,6 mm | ~5,3 mm |
| M5 | ~6,4 mm | ~6,4 mm |
Toma la tabla como punto de partida. El Ø ext. exacto del inserto y el agujero recomendado difieren entre proveedores: la hoja de datos gana siempre.
Avellana la boca y dale profundidad
Añade un pequeño avellanado de entrada en la parte superior del agujero. Centra el inserto al colocarlo, recoge la primera porción de plástico desplazado en vez de exprimirlo hacia arriba por el borde, y deja una cara limpia y enrasada. Un avellanado de 45° de aproximadamente el tamaño del espesor de pared es más que suficiente.
Haz el agujero tan profundo como el inserto es largo, más un pelín de más para que el inserto pueda asentar enrasado o justo por debajo de la superficie. Un agujero corto deja el inserto sobresaliendo, estorbando a lo que sea que se atornille encima.
Dónde brillan
Recurre a los insertos térmicos en cualquier sitio donde una pieza impresa se atornille a algo y vaya a abrirse de nuevo: tapas de carcasa atornilladas sobre una PCB, un soporte de motor que se recalza de nuevo, puertas de batería, cualquier cosa que des servicio. Modela los salientes en la pared desde el principio —mucho más fácil que pegar tuercas después—, y a diferencia de una rosca impresa no se pasará la tercera vez que un cliente abra la caja.
Para roscas demasiado grandes como para molestarse con un inserto —ruedas, tapones, cualquier cosa de M6 y más grande— imprimir la rosca directamente va bien; ver Modelar roscas. Y cuando quieras que el fijador venga por detrás de una pieza en vez de roscar en ella, una tuerca cautiva es la jugada: ver Tuercas cautivas y holguras de tornillo.