V-belt and round belt: friction drive
A V-belt doesn't pull on the pulley: it wedges into it. That's the whole difference, and it's what lets a toothless flexible drive transmit more torque than its tension would seem to allow. There's no mesh, no shape seating into another; there's a smooth belt squeezed against a groove and a coefficient of friction doing the work. That buys three virtues a toothed belt doesn't have—it tolerates misalignment, runs quietly, and slips under an overload instead of breaking anything—in exchange for one compromise: it doesn't guarantee synchronization. If your mechanism can live with the output shaft dropping the occasional turn under load, friction drive is the simplest, most rugged drive you'll ever print. Almost everything comes down to two things: the angle of the groove and how the running surface is finished.
Why the V multiplies force, and the capstan sets the ceiling
Let's start with the physics, because sizing this blind gives you a drive that slips when it shouldn't or breaks when it should slip. The torque a friction belt transmits before it slides is set by the capstan equation (or Euler-Eytelwein): the ratio of tight-side tension to slack-side tension grows exponentially with the wrap and with the friction: T_tight / T_slack = e^(μθ), where μ is the coefficient of friction and θ the wrap angle in radians. The exponential is what matters. Raising the wrap a little—running the belt around more of the pulley's arc—or raising μ a little doesn't add torque; it multiplies it. It's the same reason a couple of turns of rope around a bollard hold a ship you couldn't stop by hand: friction compounds on itself along the contact.
The V-belt doesn't add a second factor outside that equation; it amplifies the friction inside the same exponential. A flat belt rests its face against the running surface, and the normal force that generates the friction is, simply, the belt's pressure against the pulley. A V-belt doesn't rest a face: it drives a wedge into a groove, and the tension pushes it to jam between the two angled walls. Those walls react with a normal force on each flank, and the wedge geometry makes the sum of those two normals far greater than the force pressing the belt inward. The effect enters the capstan as an effective μ, μ/sin β, where β is the half-angle of the groove: T_tight / T_slack = e^(μθ/sin β). With a total groove of about 40°—roughly 20° per flank—the factor 1/sin β is 1/sin(20°) ≈ 2.9 — nearly three. That's why the V transmits so much more torque for the same tension: it's not that it grips harder, it's that the groove turns a modest seating force into a large flank pressure, and that pressure goes inside the exponent.
When friction beats teeth
The question isn't whether friction is worse than mesh—it is, on synchronization—but whether your mechanism needs that synchronization. A toothed belt never slips: each tooth fixes the output shaft's position relative to the input shaft's, and that's exactly what you want on a camera axis, a printer carriage, or anywhere position matters. But that virtue has a price. The toothed belt demands good alignment between pulleys, introduces mesh noise, and when something jams it doesn't give: it transmits all the torque until something snaps, and what snaps is usually the weakest tooth in the train.
The smooth belt, V or round, does the opposite in every respect. It tolerates misalignment because no tooth has to drop into a gap; the belt simply reseats itself in the groove. It runs quietly because there's no mesh impact, only continuous contact. And, most usefully, it slips before it breaks: when the demanded torque exceeds what the capstan can sustain, the belt slides over the running surface and dissipates the overload as heat instead of dumping it onto the mechanism. It's a free safety clutch, built into the drive itself—but only for short-lived, occasional overloads. A sustained jam with the belt slipping at full tension generates an enormous amount of heat in seconds and can glaze the running surface and burn the belt all at once. As protection against an occasional stop, perfect; as a running state, destructive.
The round-section belt adds a geometric freedom that neither the flat nor the toothed belt has: seated in a semicircular groove, it bears the same no matter which direction it comes from, so it allows plane changes. You can take the motion from a horizontal axis to a vertical one, twist the path, route it in three dimensions over obstacles. A toothed belt tolerates free angular misalignment poorly—it can change plane with idler rollers, but at the cost of complexity and constraints. A round belt only needs the groove to accept it, and a semicircular groove accepts it in any orientation. For compact mechanisms where the axes aren't parallel, this solves in one stroke what teeth would require bevel gears or universal joints to handle.
| Criterion | Smooth belt (V / round) | Toothed belt |
|---|---|---|
| Input-output position sync | No (can slip) | Yes, exact |
| Tolerance to misalignment | High | Low |
| Noise | Low | Medium (mesh) |
| Overload / jam | Slips and protects (if brief) | Transmits until it breaks |
| Plane changes in the path | Yes (round in a semicircular groove) | Only with idler rollers |
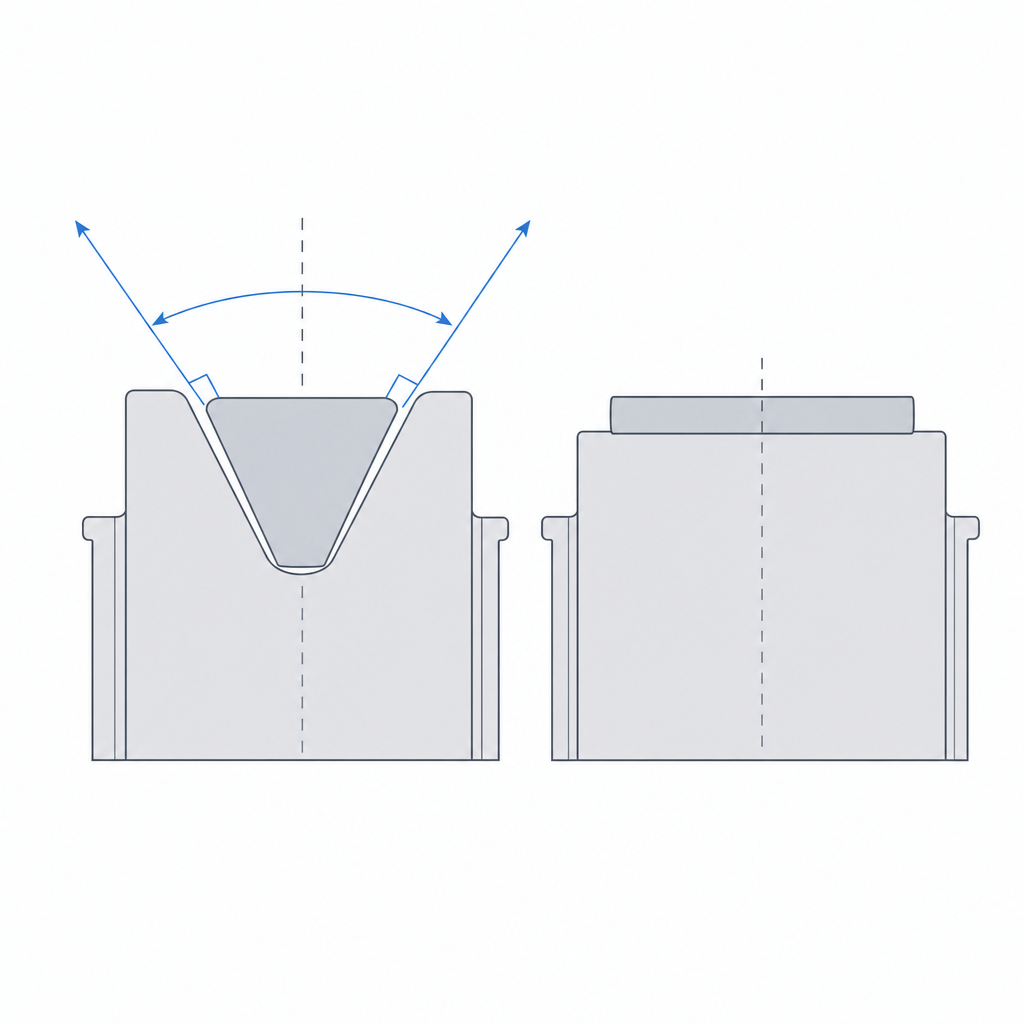
Print the pulley standing up and keep the groove clean
All the physics above depends on two surfaces: the flanks of the groove and the running surface the belt rubs against. Print orientation makes or breaks both. Print the pulley with the axis vertical, the groove opening upward, revolved around the Z axis. That way the inner flank becomes a revolved overhang that each layer closes toward the center, with no support. The outer flank, by contrast, is an overhang that opens outward: if the V is deep and narrow, its slope stays within the ~45° printable without support; if it's shallow and very wide, it can exceed that limit and need support or an exit chamfer. The rule of thumb: a groove deeper than it is wide prints clean standing up. It's exactly the opposite of laying it down. A pulley printed on its edge produces the groove as a series of layer steps across the flanks. Those steps neither wedge well nor let the belt rub cleanly, and they also demand support inside the channel—support that tears off leaving the running surface rough right where you wanted it smoothest. Why orientation rules over finish and strength is developed in Layer orientation for motion; here the consequence is direct: upright and deep gives a clean groove; on edge gives a useless one.
Print the V flanks at the standard angle, around that 40° total, and the walls smooth: no textures or unnecessary chamfers in the contact zone. Here is the counterintuitive part, the opposite of almost every other printed adjustment. Almost always you want to lower the friction of rubbing parts; in a friction drive you want to raise it, because μ enters the capstan exponentially. The printed running surface comes off the printer with layer marks and a mediocre finish that gives a poor μ. Lightly sanding the running surface, or sealing it with a coat that evens out the surface, raises the coefficient of friction and with it the torque the drive sustains before slipping. But watch out: that rough finish is transient. The belt itself polishes the running surface with use—the glazing you'll see below—so sanding isn't a one-time adjustment but recurring maintenance; count on repeating it when the drive starts slipping on its own.
Slip: from defect to design parameter
In a toothed drive, slip is a failure. Here you turn it into a specification. Since the belt slips when the demanded torque exceeds the capstan's, you can choose the torque at which it slips by adjusting the assembly tension: less tension, it slips sooner; more tension, it holds more before giving. Size it so the drive slips just below the load that would damage the mechanism, and you've built in a torque limiter with no added components. If the output shaft locks for an instant, the belt slips and dissipates; when it frees, the drive resumes. The mechanism never sees the overload—as long as the lock is brief, because a prolonged slip burns the belt before it saves anything.
This asks you to treat tension as a design parameter, not as "whatever's left at assembly." Too much and you lose the protection: the belt transmits the entire jam and you break something. Too little and it slips in normal use, which—as you'll see—wears the belt out. The sweet spot is a tension that holds the working torque with a reasonable margin and gives before the destructive torque. And since the μ of a printed running surface drifts with use, give it margin: a calculation right at the limit today is a drive that slips next week when the running surface polishes itself.
The three ways this drive degrades
It's worth naming the failures so you recognize them before they leave you stranded, because all three warn you first.
The first is glazing of the running surface. As the belt rubs, it polishes the plastic of the running surface until it's shiny and smooth—glazed. It sounds like an improvement, but it's the reverse: a glazed surface has a lower μ than the original matte surface, and since μ rules the capstan exponentially, that drop translates into more slip for the same torque. It's a failure that feeds itself: it slips, it heats, it polishes more, it slips more. If a drive that ran fine starts slipping on its own with use, look at the running surface. If it's shiny, it's glazed: re-sand it to bring the grip back.
The second is the belt climbing out of the groove. If the misalignment between pulleys is excessive, the belt enters the groove forced toward one flank, rides up the flank, and ends up jumping the groove or coming out entirely. The V tolerates misalignment, but not unlimited: past a certain angle, the wedge that holds it is exactly what makes it climb the flank instead of settling at the bottom. Align the pulleys properly and give the groove enough depth to keep the belt contained.
The third is wear of the belt face from friction heat, and it's the direct consequence of under-tensioning. A slack belt doesn't wedge fully: it microslips continuously even under normal load, and that permanent sliding generates heat on the contact face. The heat softens the belt material, which wears, dries out, and finally cracks along the flank. The paradox is that the slack belt, which seems like the gentle option for the mechanism, is the one that self-destructs: useful slip is the occasional kind against an overload, not the continuous kind from lack of tension.
How to secure the pulley to the shaft
There's one detail left that decides whether the whole drive works at all: how you secure the pulley to its shaft, because a pulley spinning loose on the shaft transmits nothing no matter how perfectly the groove wedges. The printed hub rarely takes the torque directly on a smooth shaft—it slips in the bore before the belt does—so the hub usually houses a set screw that bites into a flat on the shaft, or an embedded threaded insert that receives that set screw with metal threads instead of plastic. How that metal hardware is housed in the plastic without cracking the hub or leaving it loose is a topic in itself, covered in Embedded hardware: magnets, bearings, and inserts.
With the groove clean, the running surface gripping, and the pulley well secured to the shaft, you have a drive that forgives misalignment, runs quietly, and protects you from jams by slipping instead of breaking. Synchronization is the price; if you need it exact, that's another belt family and another decision, but for everything else, friction drive is hard to beat for simplicity.