Snap dome and Belleville washer: elastic with a tactile snap
You press the center of a thin, domed disc. For a while the resistance climbs with nothing visible happening; you keep pushing and then, all at once, it gives way with a sharp click and the dome flips inside out. Let go and it snaps back into place with another click. That jump is what gives a membrane button its feel, and what packs an enormous preload into a Belleville washer with almost no travel. It is not a soft spring compressing in proportion to load; it is a structure that loses stability all at once, and the entire character of the click lives in that instant. Understanding why it snaps — and what governs it — is what separates a dome with a clean feel from one that mushes inward without a click or never comes back.
Why it snaps: buckling by inversion, not bending
A shallow dome is not a pure bending spring; it is a structure where membrane energy — the in-plane compression of the curved material — competes with bending energy. When you push its center, the material does not simply bend: it compresses along the curved membrane, storing elastic energy while the geometry holds. That branch of the force-displacement curve rises, and it rises stiffly, because you are loading the dome against its own shape. There comes a point where that configuration stops being stable: membrane energy dominates over bending energy, and the dome buckles by inversion (snap-through), jumping from one curvature to the opposite one with no stable states in between.
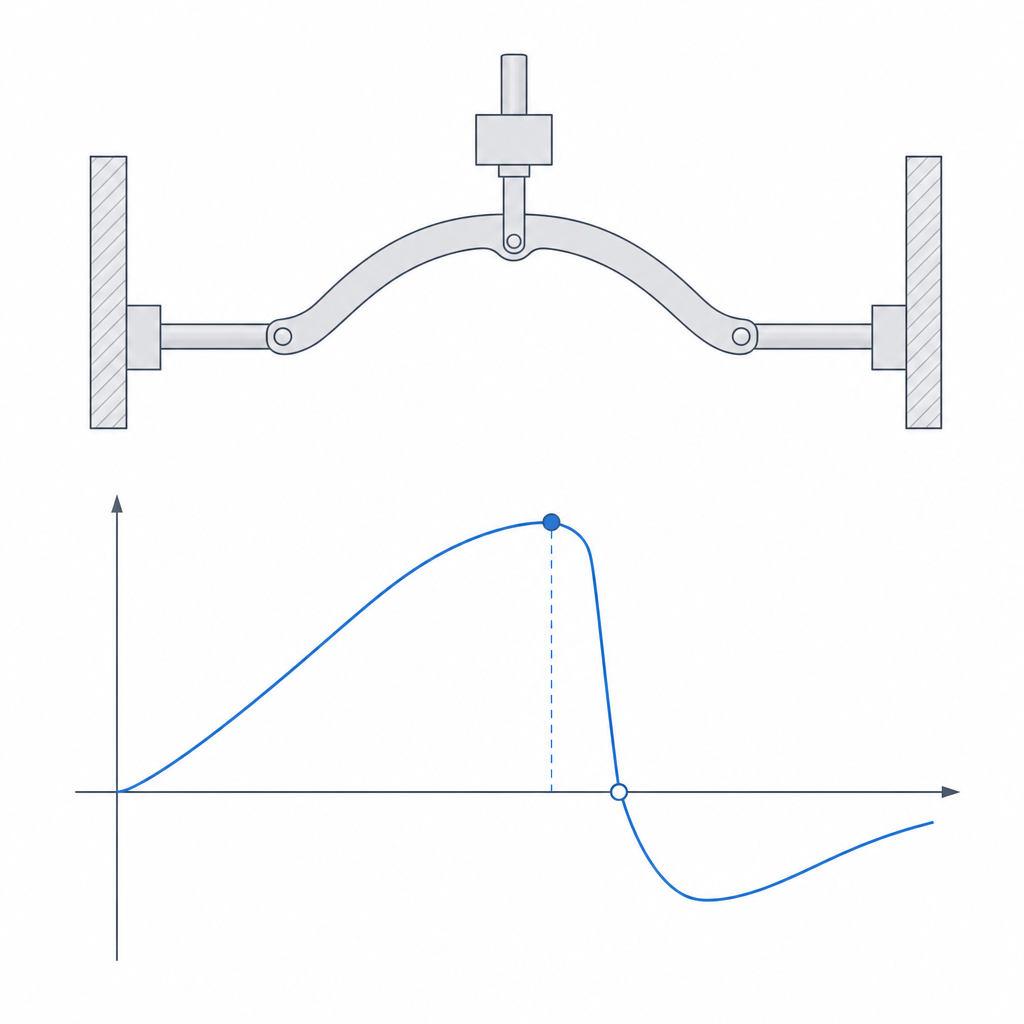
The signature of that jump is a force-displacement curve that is nonlinear with a peak and a drop. The force climbs to a maximum — the trigger threshold — and right at the inversion the force plunges, sometimes to negative values. Be careful with the physical reading: the fact that the force goes negative in a displacement-controlled test does not mean the dome pulls your finger inward. It means that, once past the threshold, the dome accelerates on its own toward the inverted shape, and you would have to pull outward to hold it back. In a real button, which is force-controlled, what you feel is your finger falling inward: the dome stops resisting and collapses under the force you were already applying. It is not that it generates inward push; it abruptly withdraws the force that was holding your finger up. That sudden withdrawal is the click. A conventional linear spring cannot deliver that feel no matter how you tune it, because its restoring force only ever climbs; the dome delivers it precisely because that force collapses.
Height over thickness: the ratio that governs everything
The dome's behavior comes down, above all, to one geometric ratio: the dome height divided by its thickness. It is the parameter that decides whether you get a soft click, a crisp click, or a part that stays inverted, and it deserves to be treated as the primary design variable. It is not the only one that matters — the diameter, or equivalently the cone angle (height over radius), also governs how much membrane deformation you accumulate, and two domes with the same height/thickness but very different radii do not behave alike — but it is the lever you use to cross the character boundary without redesigning the whole part.
With little height relative to thickness, the dome barely departs from a flat disc. The instability is mild: the force passes through a very faint maximum and the drop is small, so the feel is soft and the part is clearly monostable — it returns to its original shape the instant you let go. That is what you want for a button that must rearm itself on every press. As you raise the relative height, the peak and the drop sharpen: the click becomes crisper, the threshold higher, the snap-back stronger.
But there is a limit you should not cross by accident. If the height is large relative to thickness, the inverted shape stops being unstable and becomes a second equilibrium state: the dome stays bistable, locked inside out, and does not return until you push it back by hand from the other side. That is excellent if what you want is a two-position bistable — a switch that stays where you leave it — and a disaster if what you wanted was a button that returns. You cross the boundary between "returns on its own" and "stays put" by moving that ratio, so set it deliberately and not as a side effect of having picked the height for appearance.
| Height relative to thickness | Force-displacement curve | Behavior |
|---|---|---|
| Low | Faint peak, small drop | Soft click, monostable: returns on its own |
| Medium | Marked peak, crisp drop | Firm click, monostable: the button feel |
| High | Strong peak, drops to negative force | Bistable: stays inverted, does not return |
What it is for: tactile feel, preload, and compact return
The dome does three distinct jobs that share the same physics. The first is tactile feedback: a domed button confirms the press by feel, not by sight. The finger senses the threshold and the click, so the press registers unambiguously even without looking. The curve with a peak and a drop is exactly what human touch reads as pressed, and that is why it is the heart of any decent membrane keypad or panel button.
The second is high axial preload in very little travel, and this is where the Belleville washer comes in: a conical disc that, working before it inverts — on its rising load branch — packs a considerable force while compressing only a fraction of its height. That makes it ideal for keeping tension in a bolted joint that would otherwise loosen, for compensating the thermal expansion of an assembly that heats up and cools down, or for preloading a bearing. Where a helical spring would need centimeters of travel to deliver that force, the Belleville delivers it in a single step. Stacking metal washers in series adds travel, and in parallel adds force, which lets you tune the curve without changing the disc; with printed discs that stacking is far less reliable, because friction between faces, plastic relaxation, and the lack of flatness inherent in FDM share the load unevenly.
The third is the compact return spring: when you need something to come back to its place in a space where a conventional spring won't fit, a monostable dome acts as a flat, thin return. In all three cases the advantage is the same — a lot of force or a defined feel in very little thickness — and in all three, FDM imposes its conditions.
Printing it in FDM: thickness decides everything
The central problem of printing a dome is that its behavior is ruled by thickness, and a thin wall is exactly what an FDM printer reproduces with the least repeatability. The threshold force depends very sensitively on that thickness; a few tenths of a millimeter either way, or a wall that comes out at one and a half perimeters instead of two, will shift your threshold and the mono/bistable boundary. Measure the actual thickness you get and iterate on the printed part, because the nominal dimension is less trustworthy here than in almost any other mechanism.
Orient the dome with its axis of revolution vertical, perpendicular to the bed. It is not an orientation without trade-offs — no orientation is — but it is the least bad for three reasons that compound: by rotational symmetry, the layer lines sit the same all around the contour, so the inversion loads the flank uniformly and does not concentrate the stress in a handful of layers; you avoid the overhang that would force supports under a dome lying on its side; and you avoid the stair-stepping that the lying-down dome would leave right on the hardest-working flank, which ruins both the curve and the fatigue life. It is the same orientation logic that governs any part that flexes, developed in Layer orientation for motion: put the weak plane where the stress won't open it.
How it fails: fatigue, relaxation, and delamination
A printed dome fails in three ways, and it is worth naming them because each has its remedy. The first is fatigue: the inversion concentrates the deformation in the band of maximum curvature — the flank where the dome changes slope — and every click reloads that same strip. After many cycles a microcrack appears there and the dome breaks or loses its click. It is not a failure from a single overload but from repetition, so a part that gives an impeccable click when new can degrade much sooner than you expect if the flank is sharp. The exact cycle count depends on the material and the profile; there is no universal number. But the order of magnitude is set by how smooth that transition is. Spread the curvature with a smooth profile instead of a tight kink and you will lower the strain peak that shortens its life.
The second is stress relaxation, and it is the one that disqualifies plastic for serious preload. Here the terms need to be kept straight, because the two phenomena are often confused. Creep is deformation that grows under constant stress; stress relaxation is the loss of stress under roughly constant deformation. A Belleville mounted in a bolted joint works with the travel fixed by the assembly geometry, so the dominant mode is relaxation: the disc holds its flattening but the force it exerts falls slowly over weeks. A steel Belleville barely suffers this at room temperature; a PLA or PETG disc does, and it keeps losing preload until the joint it was tightening loosens on its own, and service heat only accelerates it. That is why a printed dome is good for delivering feel or for a prototype, but to hold force over the long term you almost always need embedded metal hardware; asking a printed disc to replace a steel Belleville in a critical joint demands something its material cannot give.
The third is delamination, and it is the flip side of the orientation recommendation. The inversion generates tension in the flank, and where that tension crosses the wall thickness it pulls the layers apart — along the weak plane of any FDM part. With the axis vertical, rotational symmetry spreads that stress evenly all around the contour, which is the best you can do, but it does not eliminate it: a kinked transition in the flank or a thickness that is too thin can split the dome cleanly along a layer line, sometimes on the first hard click. It is the same failure that unzips a poorly oriented snap, and you fight it the same way: with a smooth flank that stretches the deformation and with enough wall that the tension does not peel the beads apart.
When the requirement is force that has to last, stop fighting the wall thickness and house the metal instead: Embedded hardware: magnets, bearings, and inserts takes you from the printed tactile dome to the steel dome retained in its recess — the one that actually holds the preload.