Living hinge: a thin wall that flexes
A living hinge is a joint with no pin, no separate part, and no clearance to dial in: a deliberately thin strip of wall that joins two rigid parts and serves as the fold itself, over and over, because the plastic flexes right there in that band. It is the cheapest joint there is—it adds no assembly and no tolerances; it adds nothing—and at the same time the most demanding about two things almost nobody controls: the thickness of the strip, measured in tenths of a millimeter, and the direction the layers run. Get those two right, mind the fold radius, and condition the strip, and you have a lid that opens ten thousand times; get them wrong and it tears apart on the first fold. Unlike almost everything else in FDM, here the material is not a finishing detail: it decides whether the hinge exists at all.
Why a plastic bridge bends without breaking
The mechanics are those of a beam in bending taken to the extreme. You have two rigid blocks and, between them, a bridge so thin that all the deformation of the fold concentrates there. When you bend it, the outer face of the strip stretches in tension and the inner face compresses, and because the section is minimal, that deformation spreads over a narrow band instead of asking anything of the rest of the part. That controlled concentration is exactly what you want: the hinge works, everything else rests.
The problem is that bending means deforming, and deforming repeatedly means fatigue. This is where the material decides everything. A tough, semicrystalline plastic like polypropylene survives because it combines high elongation at break with low modulus—little stress for a given angle: on the first fold its chains reorient in the fold zone, and from then on the strip flexes mostly elastically, without accumulating damage cycle after cycle. PLA does the opposite. It is stiff and brittle, its elongation at break is low, and every flex leaves microcracks behind until one propagates and splits the strip. A living hinge in PLA is not a living hinge: it is a strip that survives a few folds and then breaks.
Polypropylene is the reference material: its toughness and elastic recovery are tailor-made for this job. TPU also flexes indefinitely, but because of its low stiffness it works better as an entire flexible part than as a thin, well-defined hinge strip; well-printed, lightly loaded PETG survives modest folds, but in a thin strip it is relatively brittle under repeated bending and does not play in PP's league. PLA is for lids you will open a handful of times.
The strip thickness governs everything else
It all comes down to the thickness of that wall. It is the dominant parameter, and it has a narrow window at both ends. Too thick and the strip won't flex: it resists, and the deformation it can't spread over a wide band concentrates in a line and cracks it. Too thin and there is no section to carry the tension of the fold: it tears. The useful range for a hinge that will last is typically between 0.3 and 0.5 mm. It also matters that this thickness is not a single layer: a single-layer strip is brittle and tears easily, so aim for at least two or three layers of height in the flexible zone.
But thickness doesn't work alone: it works together with the fold radius. The peak strain at the outer fiber grows with thickness and drops the wider the radius the fold is spread over. A thin strip bent over a generous radius spreads the bending across a band, and each point of the material works little; that same strip bent at a sharp angle concentrates all the stretching into a line: there the plastic yields, whitens—that whitening is damage, microvoids opening up in the material—and thins down until it breaks. Design the hinge zone to bend over a band, not over an edge. If the geometry of your lid forces a tight fold, widen the flexible strip so the angle opens up over several millimeters instead of biting in at a single point.
| Parameter | Starting value | Why |
|---|---|---|
| Strip thickness | 0.3–0.5 mm | thin to flex, with enough section not to tear |
| Layers in the strip | 2–3 minimum | a single layer is brittle and tears |
| Width of the flexible zone | several mm | spreads the fold over a band, not a line |
| Material | PP > TPU ≫ PETG ≫ PLA | tolerance to repeated bending and elastic recovery |
| Layer orientation | parallel to the fold axis | bending follows the beads, doesn't separate them |
Layer orientation isn't a recommendation: it is the hinge
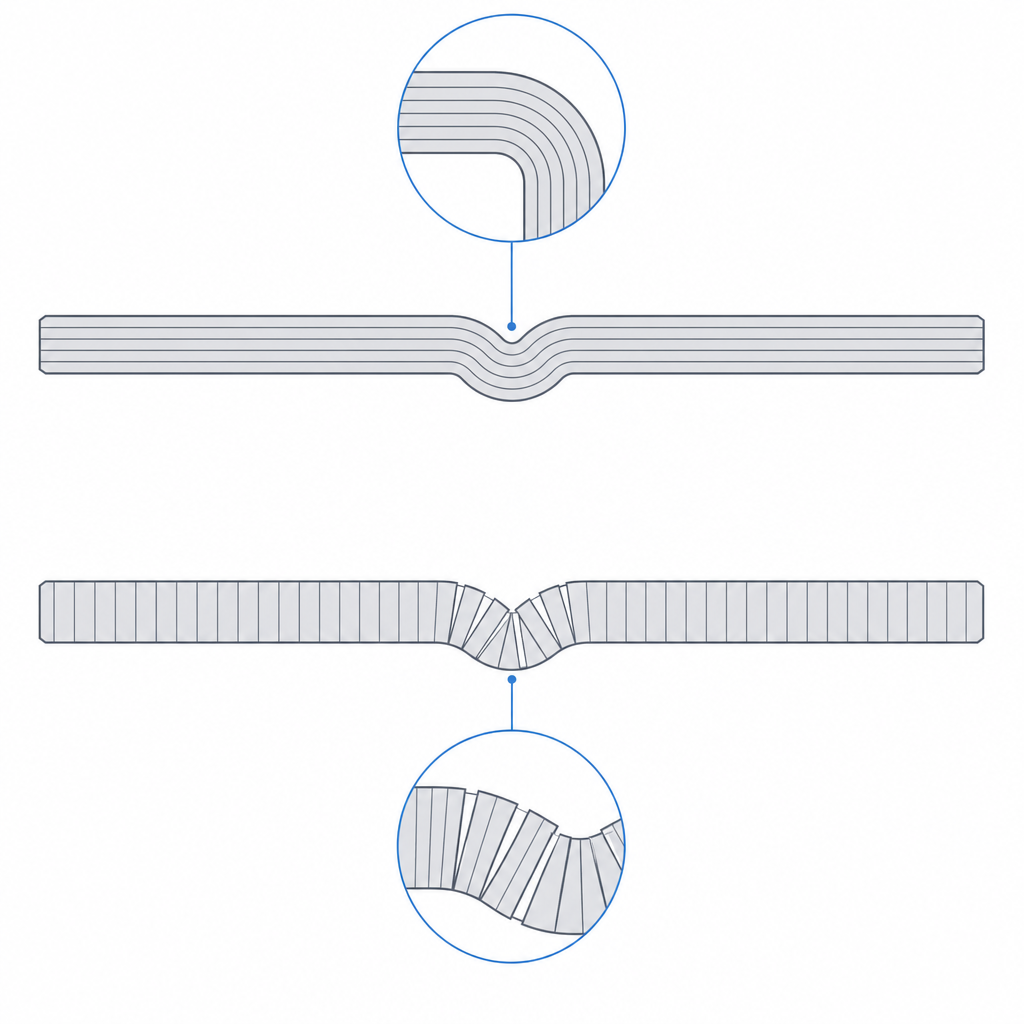
This is where FDM lays down its law more harshly than in any other mechanism. A printed part is anisotropic: strong along the beads, weak between layers, where only the weld of one layer to the next holds it together. In a living hinge that weakness is not a nuance: it is the boundary between a working joint and a part that splits on the first movement.
The layers have to run along the fold line, parallel to the hinge axis. In practice this means printing the part lying flat on the bed, with the strip in the plane and the beads running the full length of the axis within each layer. Done this way, when the strip flexes the bending follows the beads along their full length: the material works along the fiber, which is its strong direction, and the bond between layers never even notices. If instead the layer line crosses the hinge—layers stacked perpendicular to the fold axis, as happens when you print the part on edge—each fold pulls directly on the interlayer weld, the weakest plane and where tension is highest. The strip doesn't flex: it delaminates. It opens up between two layers like a clean crack, almost always on the first fold. It is the same failure mode that tears apart a snap-fit printed on edge, taken to its most ruthless form here because the whole part has no function other than to bend. This is the decision that kills the most living hinges, and it isn't visible on screen: it is decided when you place the part on the bed.
Print the whole strip in one continuous pass
With orientation settled, the integrity of the strip depends on how that small amount of material is laid down. The hinge zone is so thin that any interruption of the bead there is a defect waiting to become a crack. What you want is for the strip to print in a continuous pass, with no retractions or restarts inside the flexible zone: every time the nozzle cuts and resumes the flow it leaves a weaker joint behind, and a living hinge has no spare material to forgive one of those points. A strip laid down in one go is a strip with no internal seams that can open up.
This fits with everything above: with the part lying flat and the layers parallel to the axis, each layer of the strip can be one long, clean bead running the full length of the line, without having to close a contour right where it flexes. Raise the extrusion temperature a few degrees—five or ten above your usual value—so the weld between beads in that band is as solid as possible, but don't overdo it: too much temperature worsens the dimensional control of a 0.3 mm strip. And slow down as you trace it: the strip is tiny, you gain almost nothing by printing it fast and you are gambling the one zone that matters. The same logic of caring for the weld where stress concentrates—the one that governs other press-fits, reasoned through in Interference without cracking—applies here to the whole part.
What it's good for and how it fails
The living hinge shines when you want a joint that is a single part, with no assembly and no tolerances: box lids, flip-top closures, cases, anything that folds a few times or many and should come off the printer already articulated. There is no pin to lose, no hole to dial in, no clearance to measure. That is where all its value lies, and it is enormous when the material, the radius, and the conditioning all play along.
It is worth naming clearly how it fails, because each mode points to a different cause and a different fix. The first is fatigue: the strip survives folds but ends up cracking after some cycles; if it happens early, it is almost always PLA crying out for a polypropylene or a TPU. The second is delamination: a clean break on the first fold, which is the wrong layer orientation and admits no remedy other than reorienting. The third is whitening with necking: the strip lightens and thins in a line—necking, that localized thinning—because the fold is too tight and concentrates all the stretching at one point; it is cured by widening the flexible zone or enlarging the fold radius. Diagnose by the look of the break—progressive fatigue, a straight delamination between layers, or whitened necking—and you'll know which of the three levers—material, orientation, or geometry—you need to move.
If your joint has to turn under load or repeat a great many cycles with precision, the living hinge stops being the answer and the pinned pivot comes back to the table, with everything that implies in terms of dialed-in clearance. But before any of those decisions, what truly governs whether a moving part survives the printer is how you stack the layers; you have it in full in Layer orientation for motion.